汽車寬幅板邊部褶皺的發生機理與改進技術
2020-03-03 04:24:28
工業加熱 2020年1期
(寶雞職業技術學院 機電信息學院, 陜西 寶雞 721013)
寬幅汽車板是連退機組的主要生產任務,但是該機組的帶鋼成材率比較低,該機組通常生產尺寸為0.3~2.5 mm厚、800~2 150 mm寬的汽車板,但是機組在生產規格為1 860~2 150 mm寬的產品時無法輕易掌控住具有寬、薄、軟等特性的帶鋼板形,那么就會導致生產帶鋼板時出現熱瓢曲、從固定位置脫落等情況。本文通過分析產生熱瓢曲的原因、生產技術、廠地等,提出了幾點有效把控熱瓢曲的方法,從而達到保證熱瓢曲問題得到解決的基礎上提高薄規格板成材率的目的。
1 汽車寬幅板邊部褶皺產生的機理
帶鋼板出現橘皮狀的褶皺時就是通常所說的熱瓢曲。出現熱瓢曲是由連續退火爐中的溫度高、運轉速度快的環境引起的,所以導致冷軋帶鋼在連退生產時,出現不同程度的褶皺。
國內外相關專家、學者認為只有找出熱瓢曲產生機理的根本原因才可以有效解決成材率低的問題,因此專家經過大量的研究,發現帶鋼板在生產過程中在爐子中橫向受熱受力分布差異較大,再加上凸度變形,才會導致熱瓢曲。與此同時,一部分國內學者還發現來料板形也可以造成板形缺陷,因此在生產寬幅汽車板時嚴格控制退火來料板形的質量,才可以有效控制板形缺陷程度,因此研究專家根據產生板形缺陷的原因提出了防治方法[1]。有學者發現爐輥熱凸度、帶鋼橫向溫差及爐子張力也是造成寬幅汽車板在生產過程中出現熱瓢曲的原因。總而言之,帶鋼在連續通過沒有封口的退火爐過程中出現了不可改變的變形情況,而這種不可逆的情況是因為帶鋼在生產過程中受到的溫度不均。具體產生熱瓢曲的現象如圖1所示,(以單部位的瓢曲為例)。
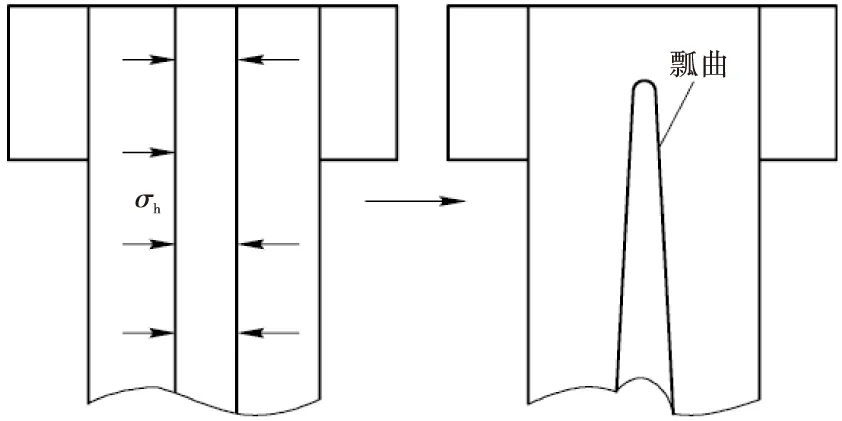
圖1 帶鋼熱瓢曲過程示意圖
由圖1可知,生產過程中帶鋼存在的橫向壓應力及橫向摩擦力是決定熱瓢曲的關鍵因素:如果帶鋼在生產過程中不會受到橫向壓應力,并且爐輥與帶鋼間的橫向摩擦力足夠約束橫向壓應力,板形就不會喪失保持穩定平衡的能力,就可以避免鋼板出現熱瓢曲[2]。如果帶鋼在生產過程中存在橫向壓應力,那么帶鋼在連續退火爐中橫向移動并且與爐輥產生強烈的摩擦,就會導致鋼板出現橫向缺陷。
2 影響因素分析
經過研究大量數據得出,造成帶鋼瓢曲缺陷的原因是冷軋來料板形、帶鋼橫向溫差、爐子張力、爐輥熱凸度等。并且研究人員通過進一步研究冷軋廠2 150 mm連退機組所生產的產品發現多數為低溫段的瓢曲缺陷,通過分析帶鋼生產機理,終冷段和過時效段是帶鋼出現瓢曲的主要位置。
2.1 帶鋼橫向溫差的影響
帶鋼在連續退火爐中橫向溫度不均也是造成熱瓢曲的主要原因。通常連退機組本身的張力系統可以控制帶鋼在連退爐中受溫度不均影響所出現的變形,如果受壓位置的橫向壓應力超過了張力控制系統的應力值的臨界點,那么就會造成橫向瓢曲缺陷,因為帶鋼在退火爐中橫向受熱是具有變化的,因此較寬的帶鋼更是存在較大的橫向溫差[3]。一般而言,帶鋼橫向溫差較大會影響帶鋼張力分布,張力分布不均勻是受到壓力位置發生變形的主要原因,所以帶鋼張力的橫向分布可以決定帶鋼的最終塑性,但是連退機組本身的張力自動控制系統可以有效控制帶鋼總張力,保持帶鋼受到的張力時刻處于穩定狀態,可以避免帶鋼一些部位受壓一些部位不受。
2.2 冷軋來料板形的影響
冷壓帶鋼受力不均勻并且超過張力自動控制系統的設定值,那么帶鋼在軋制過程中會因為受力不均而導致拉伸變形,所以冷軋帶鋼會有浪形的問題。帶鋼出現熱瓢曲問題的關鍵原因就是橫向壓應力分布不均勻。以連退機組生產的DC06、180BH鋼為研究對象,發現存在拉伸變形的帶鋼會在運轉時出現一松一緊的情況,如果一松一緊狀態下帶鋼穩定受力發生變化,導致無法平衡帶鋼與爐輥直接的摩擦力,那么即使及時調整帶鋼位置,也會出現一定程度的橘皮褶皺,如果受力不均超出自動控制系統設定的變形值,那么發生嚴重的變形情況是不可避免的[4]。
2.3 爐輥熱凸度的影響
為了避免帶鋼在爐中生產時脫離固定位置,所以都在爐輥內壁設置了凸度,從而保證帶鋼在爐輥內穩定生產,不會出現變形,但是帶鋼在爐輥內會受熱不均勻,爐輥因為受熱膨脹導致凸度產生變形,帶鋼跑偏會導致其在生產時沒有穩定的向心力,從而影響運行[5]。
爐輥出現負凸度與正凸度都與受熱分布不均有關,最開始將帶鋼放入爐輥內加熱,帶鋼溫度低,而爐輥內溫度較高,兩者接觸位置的溫度要低于旁邊沒有接觸位置的溫度,最終爐輥出現熱脹冷縮的情況,凸度變小,無法起到矯正帶鋼位置的作用(見圖2(a))。與其相反的是,將帶鋼放入冷卻段,那么帶鋼與爐輥相接觸地方的受熱狀況正好相反,兩者相接觸的地方因為溫度高于旁邊沒有接觸位置的溫度,凸度變大,最終導致帶鋼出現熱瓢曲問題(見圖2(b))。
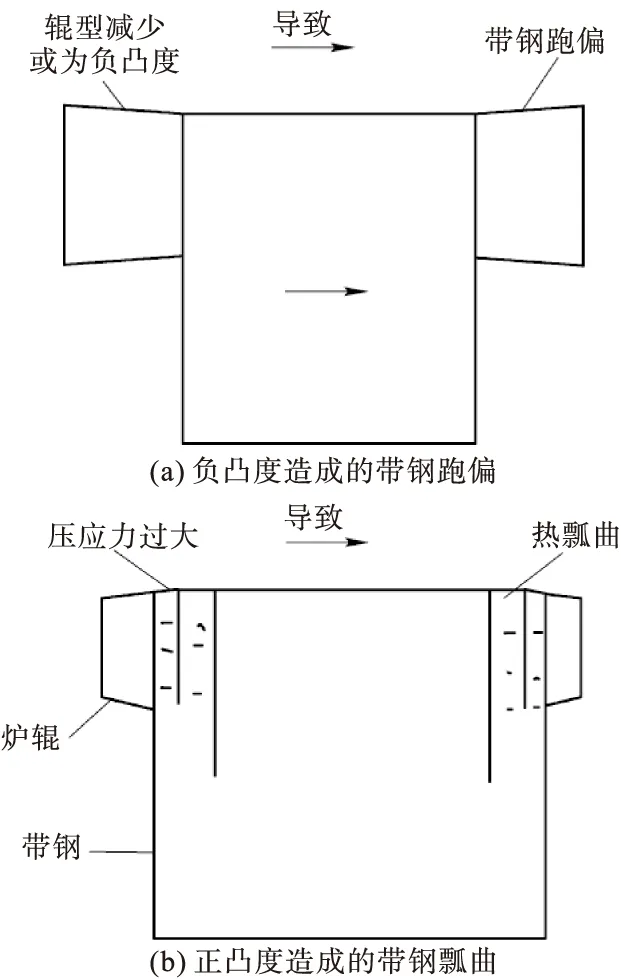
圖2 爐輥凸度對帶鋼的影響
2.4 爐子張力的影響
通常為了避免帶鋼在退火爐中偏移固定位置,會嚴格控制爐子張力。帶鋼脫離固定位置與出現熱瓢曲都是因為張力分布過大或過小造成的,從圖3可以看出,爐子的張力值對熱瓢曲起到直接影響,并且不同的張力設定值對熱瓢曲有具有規律性的不同的影響效果。
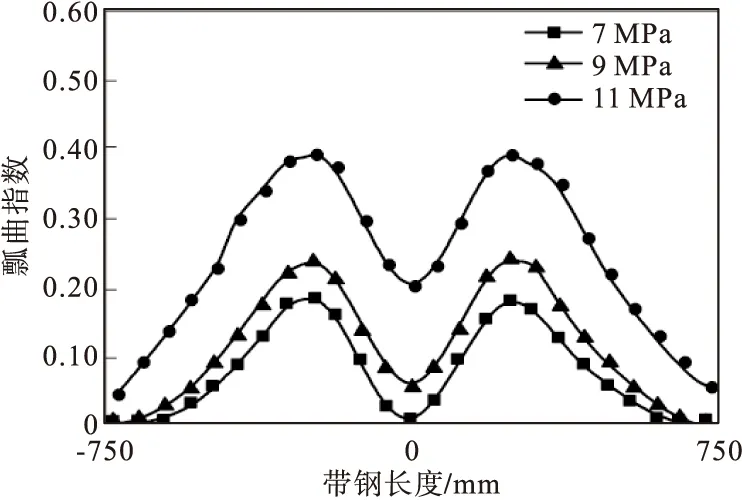
圖3 帶鋼在不同設定的張力值與相對應的瓢曲數值
如圖3所示,張力大小決定瓢曲的承擔,分別設定三種張力設定值,隨著設定值變大,產生瓢曲的傾向越大。張力分布總體變大的同時帶鋼與爐輥之間的摩擦力、向心力也會增大。
3 防止汽車寬幅板邊部褶皺的改進技術
3.1 優化帶鋼生產技術
通過跟蹤2 150 mm連退機組生產帶鋼的過程,以及大量研究熱瓢曲的生產機理,提出了新的生產技術,通過連退機組生產1 860~2 150 mm寬的帶鋼,發現優化后的技術能夠保證帶鋼在爐輥內正常運行,有效控制帶鋼出現熱瓢曲的情況。
(1)保證來料板形質量。尤其是在生產寬度較大的帶鋼時,一定要保證生產帶鋼時的操作符合規范,注重細節,為質量較高的板形打下基礎,從而保證來料板形不影響后續連退生產質量與工期。
(2)保證生產帶鋼時爐輥內穩定穩定。連退機組生產寬度較大的薄外板時,為了避免帶鋼受熱不均勻,要提前調整好爐子的工作模式。
(3)帶鋼性能得到了保障后,可以在退火作業時下調溫度,可以有效降低出現熱瓢曲的幾率。譬如IF類、烘烤硬化類這種超低碳鋼,保證溫度達到需求的情況下可以適當下調。
(4)帶鋼在生產時位置沒有出現偏移并且爐輥內部情況穩定,可以根據實際需求調低帶鋼整體張力。
(5)為了保障寬度較大的板在進入冷卻段后橫向受熱均勻,在對帶鋼橫向溫度進行測量后,進行風量或者風箱距離的調節。但是要避免帶鋼表面出現劃痕。
(6)工藝速度也決定了帶鋼出現熱瓢曲的程度,升速與降速中間一定要保證有充足的時間,單次升速要低于規定值的10%,單次降速應該低于規定值的20%。合理把控工藝速度可以很好的控制帶鋼產生熱瓢曲缺陷情況[6],如圖4所示。
3.2 汽車板防劃傷和壓痕技術
3.2.1 導板設備選型
通常帶鋼與導板出現摩擦,是因為二者間的張力因為帶鋼不受開卷機約束后而斷開,那么帶鋼與導板接觸,出現的摩擦會導致帶鋼表面出現劃痕。為了最大程度降低帶鋼出現劃痕的幾率,可以在導板每隔一定距離處設置一根外徑70 mm左右的托輥,這種托輥具有輕便、轉動慣量小的優點,不僅可以達到支撐寬度較大帶鋼的目的,還可以避免表面出現劃痕。
3.2.2 懸垂度計算
把控好帶鋼與爐輥之間的接觸距離,可以減少帶鋼與導板之間的摩擦情況。帶鋼在正常運行時受到張力控制會呈繃直狀態,但是帶鋼又受到自身一定的重力影響,那么就會增加帶鋼與爐子的摩擦力,從而影響帶鋼表面的平整度。
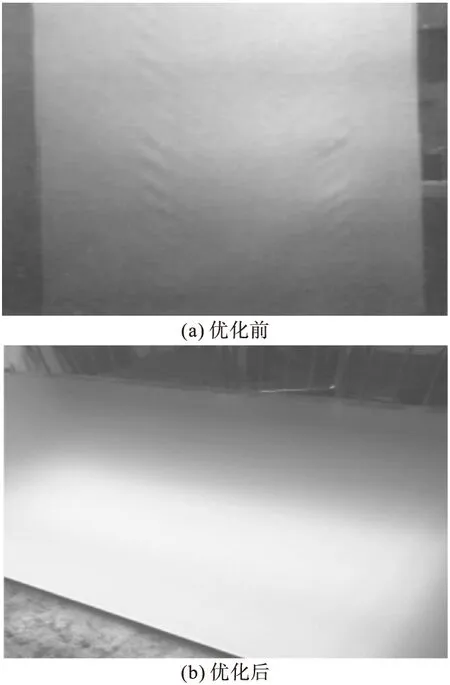
圖4 技術優化前后
4 結 語
本文針對寬幅汽車板在生產出現的熱瓢曲問題進行了研究,以某公司第三冷軋廠的2 150 mm連退機組所生產的產品為研究對象,發現寬幅汽車板在生產時的來料版形與過渡料十分關鍵,首先要保證來料版形達標,其次過渡料要符合生產需求。在充分了解了寬幅汽車板的產生機理和機組的客觀情況后,通過調整生產汽車板時的張力、來料板形質量等有效控制熱瓢曲情況。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉民(2017年6期)2018-01-31 02:22:28
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
