基于機器視覺的表針自動碼垛系統
2020-03-04 03:44:38
機械制造 2020年1期
關鍵詞:系統
珠海格力電器股份有限公司 廣東珠海 519000
1 設計背景
隨著全球鐘表工業的迅猛發展,國內鐘表市場競爭加劇。傳統的表針生產過程中,采用人工碼垛的工作模式,不僅效率低,人力成本高,而且常因操作不慎而造成表針損傷,提高了表針的次品率。表針自動碼垛系統作為新型智能化精密設備,不僅能提高生產效率,降低勞動強度,而且能提高產品質量[1],對于鐘表工業的產業升級而言具有重要意義。
機器視覺技術能有效解決表針自動碼垛系統對精度和智能化的苛刻要求,只需要針對具體表針制作相應的模板,在表針自動碼垛系統中應用機器視覺技術,實現對多種不同規格表針的靈活處理。在機器視覺的輔助下,表針自動碼垛系統對環境的依賴性相對較低,并且可以有效提升整體穩定性[2]。平面關節型機器人因具有較高速度和精度、較大自由度、較小安裝空間等優點,在工業自動化生產中得到了大規模應用[3]。搭配機器視覺技術的平面關節型機器人能夠獲取更多外部環境信息,實現對動態目標的識別及定位,并通過動態調整末端治具的空間位姿,實現對目標的智能抓取[4],大大提升系統的柔性和智能化程度。
筆者設計了基于機器視覺的表針自動碼垛系統,可以完成對多種不同規格表針的自動碼垛。這一系統主要由機器視覺模塊、平面關節型機器人模塊、可編程序控制器模塊和運動機構等組成。機器視覺模塊負責圖像采集、手眼標定、圖像處理等,可以對送料轉盤上隨機分布的表針進行識別與定位。平面關節型機器人模塊在機器視覺模塊的引導下,完成對表針的精準抓取和碼垛。可編程序控制器模塊與運動機構實現有效銜接和配合,并整體統籌設備的高效運行和異常處理。這一系統定位精度高,碼垛效率高,并且穩定性高,達到了預期的研發目標,滿足了工業要求。
2 系統硬件
表針自動碼垛系統主要由工業相機、工業鏡頭、工業光源、工控機、平面關節型機器人、送料轉盤、料盤升降機構、旋轉吸嘴、X/Y移動平臺、可編程序控制器和觸摸屏等零部件組成,總體結構如圖1所示。
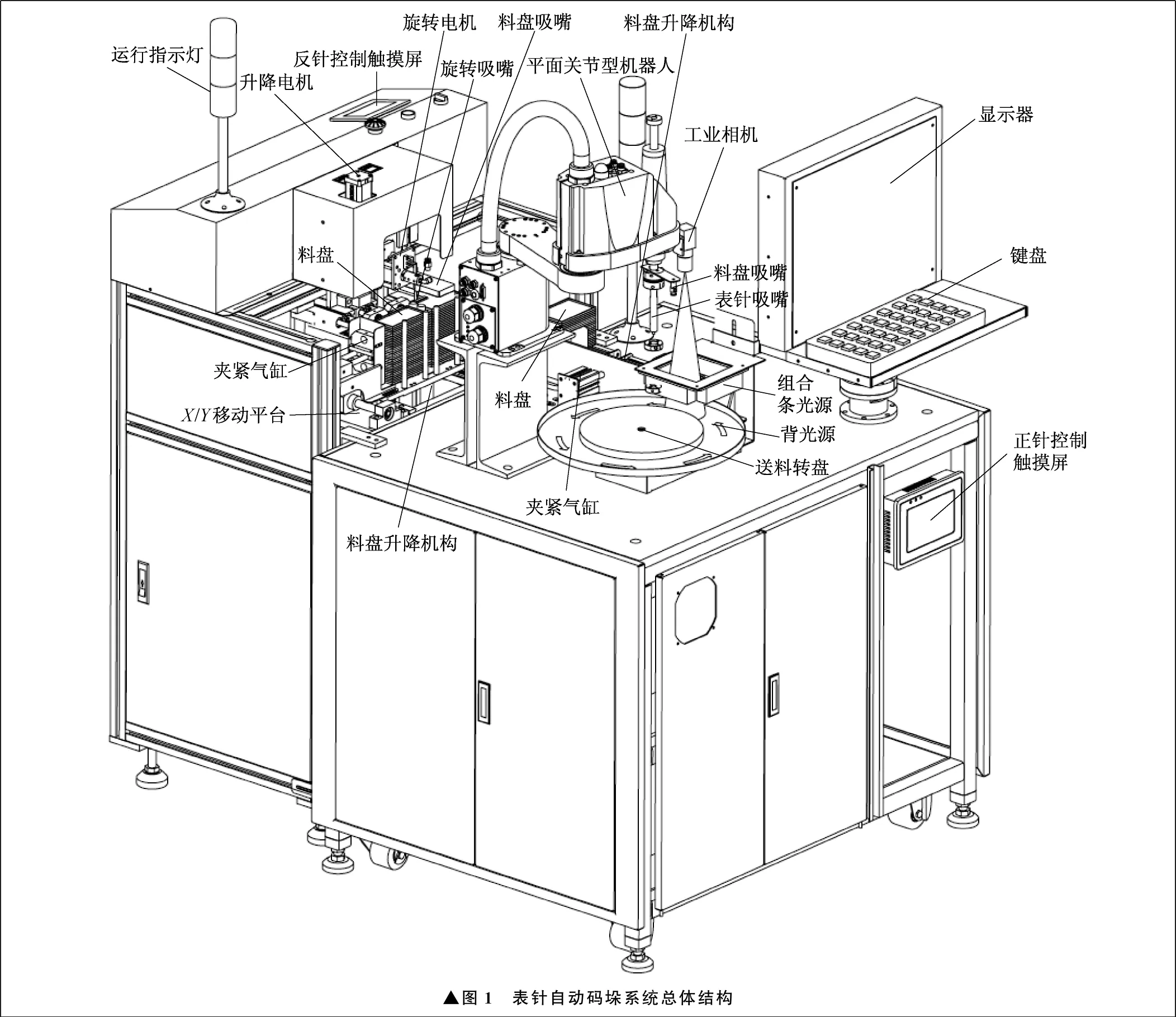
▲圖1 表針自動碼垛系統總體結構
工業相機固定安裝在平面關節型機器人第二手臂前端,平面關節型機器人運動時不僅結構緊湊美觀,而且節約空間。選用搭配ON Semiconductor MT9P031感光芯片的德國Basler acA2500-14gm工業相機,分辨率為2 592像素×1 944像素。選用日本RICOH FL-BC1618-9M工業鏡頭,焦距為16 mm,視場為80 mm×80 mm,視覺定位精度為0.05 mm。選用日本EPSON LS3-401S平面關節型機器人,臂展為400 mm,負載為3 kg,重復定位精度為±0.01 mm,滿足系統0.1 mm的定位精度要求。選用直徑為400 mm、厚度為8 mm的普通半透明茶色玻璃材料送料轉盤,由高精度三坐標測量儀測量得到整體平面度為0.04 mm,有效保證平面關節型機器人吸取表針的成功率和穩定性。對于同等規格尺寸的鋼化玻璃和光學玻璃,經過多次驗證,其整體平面度分別約為0.5 mm和0.15 mm,平面度較差,無法滿足系統0.1 mm的平面度精度要求。表針在送料轉盤上為隨機分布,為了有效識別表針的位置信息和正反面信息,設計了一種新穎的照明方案。利用送料轉盤的半透明特性,在表針待吸取區域的上方和下方分別安裝一個組合條光源和一個背光源。通過送料轉盤上方組合條光源采集的圖像,可以提取表針的正反面特征。通過送料轉盤下方背光源采集的圖像,可以提取表針的幾何輪廓特征。結合正反面特征圖像和幾何輪廓特征圖像,可以確定送料轉盤上待吸取區域內每一根表針的位置和正反面信息,然后控制平面關節型機器人自動吸取表針。
3 系統軟件
應用以機器視覺技術為核心的表針自動碼垛系統,要進行手眼標定,建立圖像坐標系與平面關節型機器人坐標系之間的映射關系,確保平面關節型機器人對表針自動抓取的準確性和穩定性。手眼標定完成后,由可編程序控制器分別觸發送料轉盤上方的組合條光源和送料轉盤下方的背光源,工業相機分別采集圖像1和圖像2,利用幾何輪廓定位和斑點分析等圖像處理技術,結合圖像1和圖像2提取出送料轉盤上待吸取區域內的表針特征,包括位置信息和正反面信息。如果在待吸取區域內沒有發現表針,則可編程序控制器控制送料轉盤旋轉20°,進入新的待吸取區域。重復以上流程,直到發現表針。碼垛好的表針應正面向上,反面向上的表針需經過翻轉機構翻轉為正面向上后才能碼垛,因此翻轉機構的效率成為制約整個碼垛系統節拍的瓶頸。為了提高碼垛系統的整體效率,減少過程等待時間,對正面表針和反面表針進行間隔交替碼垛。正面表針由平面關節型機器人吸取之后,直接碼垛放在料盤上。反面表針由平面關節型機器人吸取之后,放在旋轉吸嘴上,旋轉吸嘴旋轉180°,將反面表針翻轉為正面表針后,再進行碼垛。正面表針和反面表針間隔交替碼垛,直到送料轉盤上待吸取區域內的表針全部被碼垛,再由可編程序控制器控制送料轉盤旋轉20°,重新采集圖像獲取新的表針特征。如果當前料盤放滿表針,那么可編程序控制器控制料盤升降機構,將層疊的空料盤舉升一個料盤的高度,將放滿表針的料盤下降一個料盤的高度,再由運動機構自動更換新的空料盤后繼續碼垛。如果空料盤用盡,那么發出聲光報警,并停止碼垛系統工作,提醒人工更換料盤,同時在送料轉盤上添加新的表針。表針自動碼垛系統工作流程如圖2所示。
4 表針吸嘴優化設計
表針被拾取過程中,所受到的力有范德瓦耳斯力、表面張力、靜電力、吸附力和重力等。表面張力可以通過恒溫恒濕環境減小,靜電力可以通過接地、去靜電處理等方式減小,因此,表針被拾取過程中只需要考慮范德瓦耳斯力、吸附力和重力的影響[5],并滿足以下條件:
Fvdw+Fvac>fvdw+G
(1)
式中:Fvdw為表針與表針吸嘴之間的范德瓦耳斯力;Fvac為吸附力;fvdw為表針與送料轉盤之間的范德瓦耳斯力;G為表針的重力。
范德瓦耳斯力由H/(6πz3)計算得到。H為哈馬克常數,一般為0.4×10-19~4×10-19,z為目標與接觸面之間的距離。
實際Fvdw和fvdw之間的關系為:
Fvdw-fvdw≥0
(2)
Fvac是由表針吸嘴內部真空回路與大氣之間的壓力差而產生的,其計算式為:
Fvac=SΔp=πr2Δp
(3)
式中:S為吸附面積;Δp為真空回路與大氣之間的壓力差;r為表針孔心半徑。
針對表針細小、輕薄及部分存在鏤空的特點,同時為了滿足多種不同規格表針的拾取,筆者根據表針拾取過程中的應力分析,優化設計了表針吸嘴結構,如圖3所示。
這一表針吸嘴吸針端模仿表針形狀設計為細條狀,拾取表針過程中不會對附近表針造成任何影響。端面均布五個直徑為0.4 mm的通孔,不僅吸附力強,而且可以補償結構誤差,提高系統魯棒性。
5 手眼標定的應用
手眼標定通過求取相機內外參數來獲取目標物體在平面圖像中的像素坐標與平面關節型機器人空間坐標之間的映射關系,從而確定目標物體在平面關節型機器人空間中的位姿信息[7-8]。在實際工程應用中,為了實現平面關節型機器人對表針的精確拾取,需要充分考慮鏡頭的加工和裝配誤差導致的非線性畸變,相機成像關系在線性模型的基礎上加入畸變的非線性部分[9-10]。工業相機線性幾何成像模型可表示為:
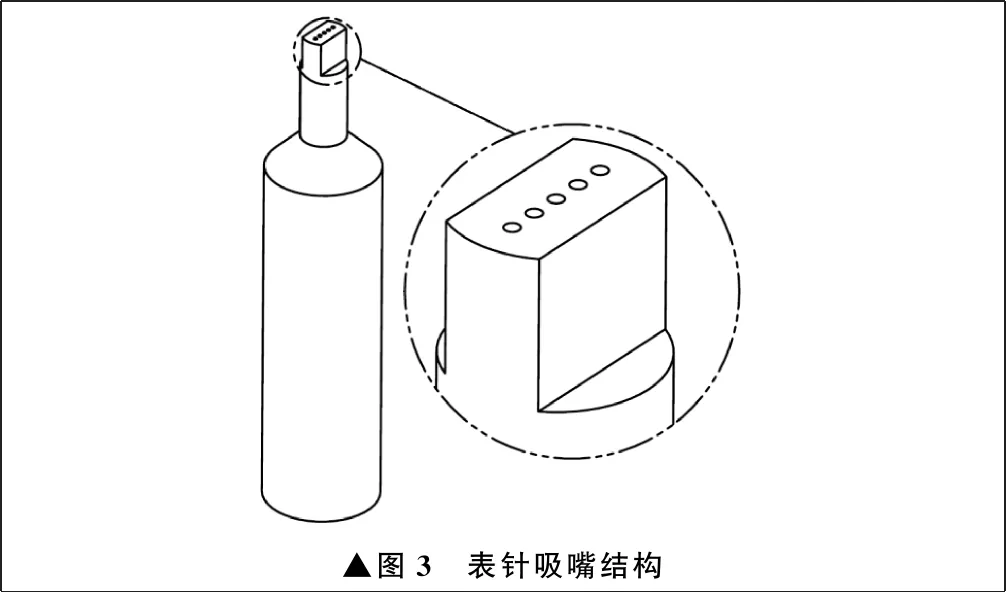
▲圖3 表針吸嘴結構
=M1M2XW=MXW
(4)
式中:s為比例因子;fx為u軸上的尺度因子;fy為v軸上的尺度因子;R為3×3正交單位矩陣;t為三維平移向量;O=(0,0,0)T;M為3×3投影矩陣;(u0,v0)為圖像坐標系的原點;(XW,YW,ZW)為世界坐標系的坐標點;M1為工業相機外部參數,由fx、fy、u0、v0決定;M2為工業相機外部參數,由工業相機相對于世界坐標系的姿態決定。
非線性畸變主要由徑向畸變和切向畸變引起,矯正模型可表示為[11]:
(5)
式中:(xp,yp)為理想的平面圖像歸一化坐標點;(xd,yd)為畸變的平面圖像歸一化坐標點;k1、k2、k3為徑向畸變參數;p1、p2為切向畸變參數。
表針自動碼垛系統基于Halcon圖像處理平臺進行手眼標定,標定板由圓心距為5 mm的7×7圓點矩陣及左上角確定坐標系方向的黑色三角塊構成,如圖4所示。在實際工程應用中,為了獲得良好的標定精度,需要遵循以下原則:① 獲取10到20張不同姿態的標定板圖像,用于手眼標定;② 避免標定板圖像出現反光現象;③ 標定過程中鏡頭光圈不能改變,如果手眼標定完成后更改鏡頭光圈,那么需要重新標定;④ 標定過程中工業相機相對于平面關節型機器人的空間姿態不能改變;⑤ 獲取的標定板圖像需要以不同的角度和傾斜度覆蓋整個相機視野;⑥ 標定板以占據1/4相機視野為佳。同時,為了便于碼垛系統簡潔和高效運行,使平面關節型機器人坐標系與世界坐標系重合[12]。此外,鑒于表針平放在送料轉盤上,即在平面關節型機器人空間中表針的高度保持不變,可以通過示教的方式直接確定表針在平面關節型機器人空間坐標系中的固定值。通過九點標定法,在相機視野中表針待拾取區域內最大范圍均布九個點,類似于田字,獲取這九個點的平面圖像像素坐標,并通過示教的方式獲取這九個點的平面關節型機器人空間坐標,代入Halcon圖像處理平臺,即可完成手眼標定。
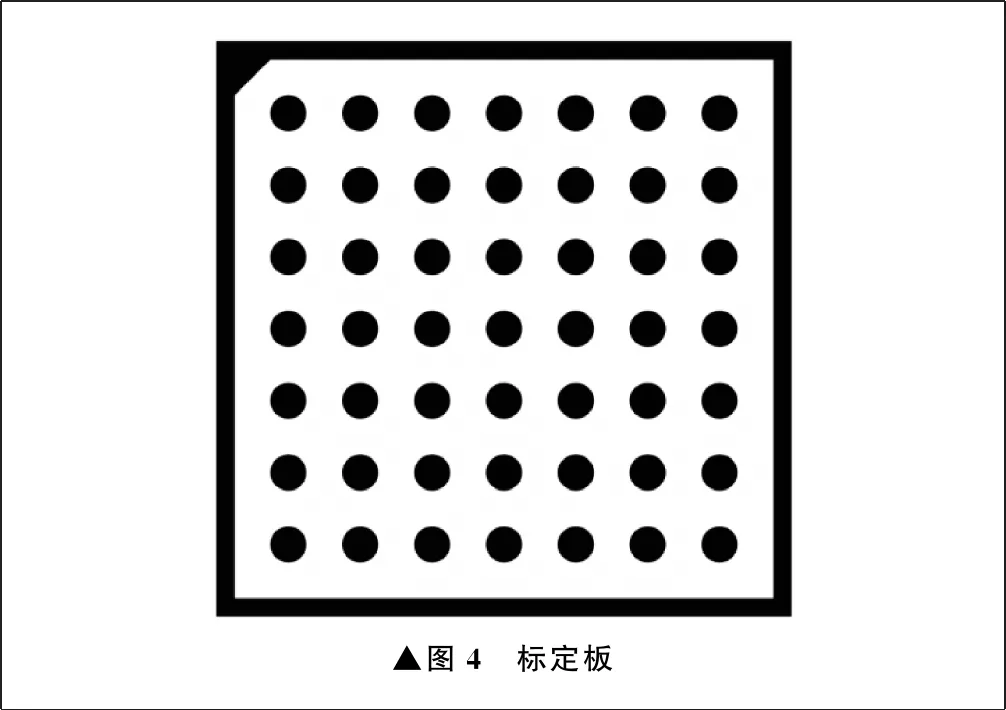
▲圖4 標定板
6 表針正反面有效識別算法
為了實現對多種不同規格表針的自動識別與定位,需要根據不同表針制作相應的標準模板,模板信息包含表針的幾何輪廓特征和正反面特征[13]。表針幾何輪廓特征通過送料轉盤下方背光源采集的圖像提取,如圖5所示。表針正反面特征通過送料轉盤上方組合條光源采集的圖像提取,如圖6所示。
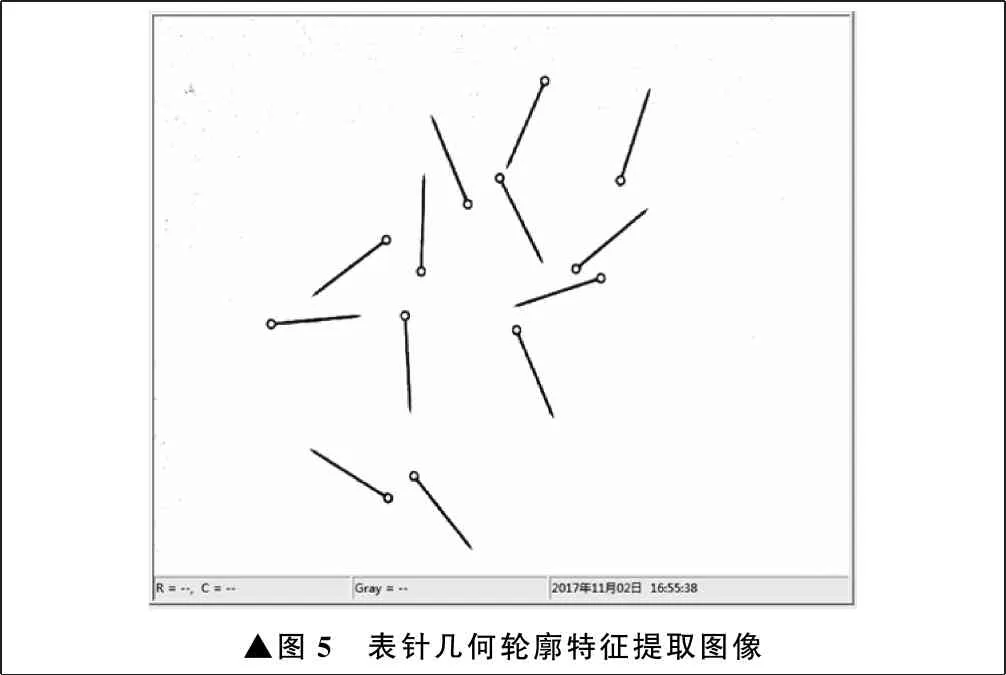
▲圖5 表針幾何輪廓特征提取圖像
幾何輪廓特征提取主要基于幾何輪廓匹配圖像處理算法進行。在幾何輪廓特征提取圖像中,選擇任意一根表針作為模板,制作目標表針。創建矩形感興趣區域,覆蓋目標表針。矩形感興趣區域比目標表針最小外接矩形略大,保證目標表針的所有幾何輪廓特征都會被提取。矩形感興趣區域中心坐標大致位于目標表針正上方,保證后續平面關節型機器人能準確到達表針的正上方。同時調節最小匹配度,保證幾何輪廓特征提取圖像中的所有表針都能夠被正確識別與定位,獲取每根表針相對于目標表針的旋轉平移齊次矩陣。正反面特征提取主要基于斑點分析圖像處理算法進行。在圖像中,正反面特征表現為凸臺向下像素灰度值較大,凸臺向上像素灰度值較小。根據末端裝配孔處的凸臺朝向,可以判斷表針正面向上還是反面向上。在正反面特征提取圖像中,再次選擇同一模板制作目標表針,創建圓形感興趣區域覆蓋末端裝配孔。圓形感興趣區域比裝配孔外圈最小外接圓形略大,圓形感興趣區域中心坐標大致位于裝配孔中心。如果圓形感興趣區域中存在一定面積的白色反光區域,那么代表對應表針正面向上,反之代表對應表針反面向上。通過設置圓形感興趣區域像素灰度值直方圖中白色反光區域灰度值上限、灰度值下限及最小面積作為判斷閾值,同時使圓形感興趣區域跟隨每根表針的旋轉平移齊次矩陣作相對運動,這樣可以對正反面特征提取圖像中每根表針是正面向上還是反面向上進行有效區分。
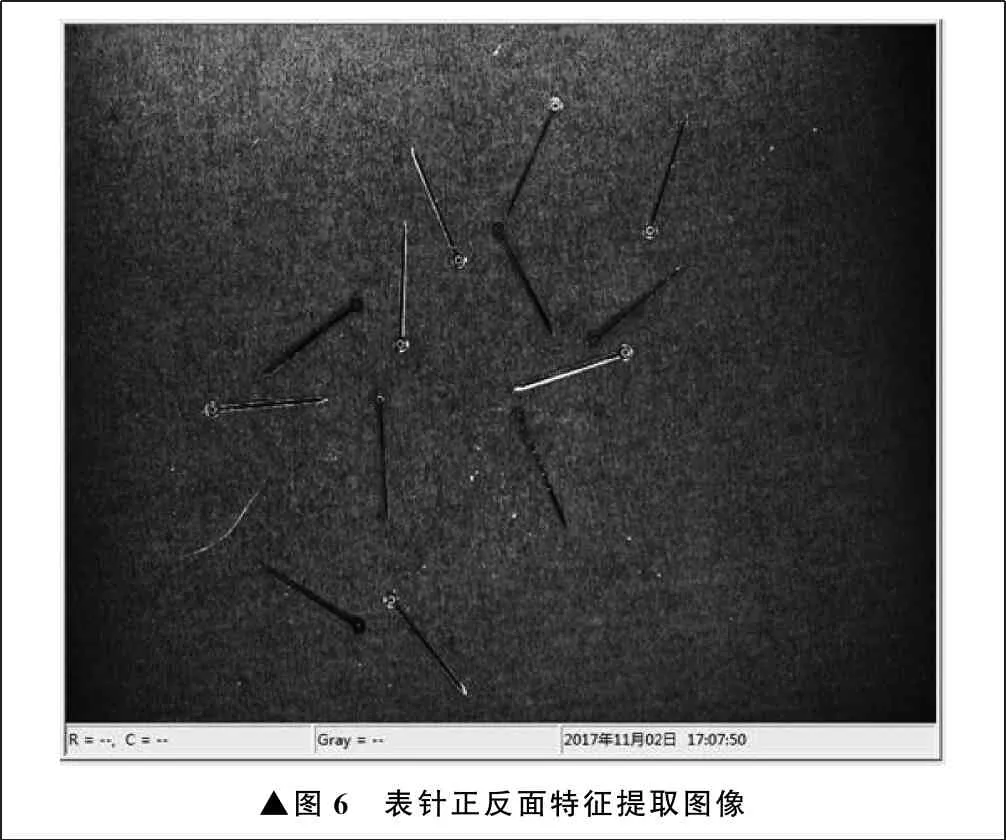
▲圖6 表針正反面特征提取圖像
7 試驗驗證
針對多種不同規格的表針分別進行試驗驗證,表針自動碼垛系統都能實現對送料轉盤上任意擺放的表針進行自動識別定位與碼垛,運行主界面如圖7所示。經過多次長時間的系統測試和統計分析,這一系統手眼標定精度為0.65像素,重復性與再現性精度為0.05 mm,表針識別率為99.8%,綜合碼垛效率為1 300個/h,遠高于目前的人工碼垛效率800個/h。這一基于機器視覺的表針自動碼垛系統不僅定位精度高,而且碼垛效率高,同時具備良好的穩定性和魯棒性,可以滿足實際工業生產要求。
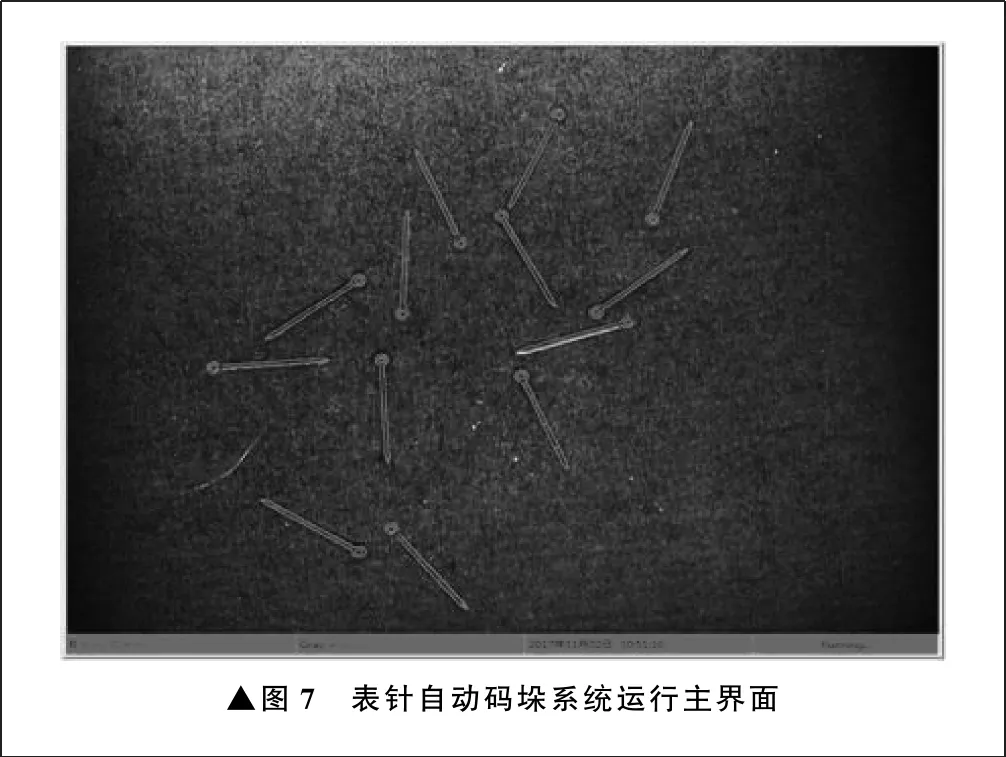
▲圖7 表針自動碼垛系統運行主界面
8 結束語
筆者基于機器視覺技術和平面關節型機器人技術,設計了表針自動碼垛系統,并對其所涉及的關鍵技術進行了詳細分析與研究。這一系統經過試驗驗證,可以實現多種不同規格表針的自動碼垛,滿足實際工業生產要求。
基于機器視覺的表針自動碼垛系統能夠高效、穩定地完成表針碼垛工作,不僅大大提高了生產效率,節約人力成本,而且提高了自動化程度和產品質量,在鐘表工業產業升級中具備良好的工業應用價值與廣闊的市場推廣前景。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
