495HR電鏟鏟桿斷裂修復工藝
2020-03-04 17:40:15付東巖
科學與財富 2020年36期

摘 要:495HR電鏟是哈爾烏素露天煤礦的主采設備。隨著使用年限的增加,設備必然因老化突發故障增多,而大型焊接結構件在這方面尤其突出。當突發大的故障時,如何快速、有效的修復故障,保證主采設備的可動率,是擺在技術人員面前的一道難題。本文認真分析了495HR電鏟鏟桿斷裂的原因,并針對修復的難點,重點論述了修復工藝的選擇和管理,確保檢修質量。
關鍵詞:鏟桿;斷裂;對中定位;熱處理
Abstract: 495HR electric shovel is the main equipment of the Harusu Lutian coal mine. With the increase of the service life, the equipment will inevitably increase due to aging failure, and large welding structures are particularly prominent in this area. How to repair the fault quickly and effectively and ensure the movable rate of the main equipment is a difficult problem in front of the technicians. In this paper, the causes of the 495HR shovel rod fracture are analyzed, and the choice and management of the repair process are discussed in detail to ensure the quality of maintenance.
Key words: forklift; Fracture; Medium positioning; heat treatment
0? 前言
495HR電鏟的挖掘系統主要由大臂、鏟桿、扶柄、天輪及鏟斗幾個大型結構件相互聯接組成。其中鏟桿的一端為圓柱體,另一端由上下蓋板及兩側板構成的箱體結構,俗稱“飛機頭”。扶柄被安裝在電鏟大臂的中部,扶柄套在鏟桿上,進行一定角度的擺動,配合鏟桿進行工作。
1? 斷裂原因分析
電鏟鏟桿在作業過程中,鏟桿不僅僅要承受鏟斗空載或滿載時的重力,還需要承受工作時的動載作用。隨著電鏟鏟斗起落時不同角度的運動,使鏟桿的受力大小發生往復變化,導致鏟桿自身在交變外力的作用下產生內部碎裂紋或外部碎裂紋。當裂紋未被及時發現、處理,隨著設備運行時間的增加,裂紋在交變外力作用下不斷延伸拓展,最終導致鏟桿斷裂。
2? 焊前準備
考慮到電鏟鏟桿前端“飛機頭”部位存在較多的碎裂紋和較大裂紋,“飛機頭”部位已經經歷過多次反復的裂紋補焊處理,箱體結構及內部筋板的材質已經變性,力學性能大幅下降,不具修復價值,故采取更換新“飛機頭”與鏟桿圓柱體進行對接、焊接的方法。
2.1確定鏟桿尺寸
通過測量新“飛機頭”的尺寸及斷裂鏟桿圓柱體尺寸,確保對接后新鏟桿的尺寸與原鏟桿總長保持一致,并進行定點劃線。(具體尺寸:鏟桿全長14.3m,鏟桿有效長度10.9m )。
2.2制作鏟桿支座2個
作用:支撐鏟桿;使鏟桿便于翻轉到容易焊接的位置(圖1 )。
2.3鏟桿斷裂層處理
采用碳弧氣刨的方法清理斷裂層,并在定點線處制作“V”形坡口,確保新“飛機頭”與鏟桿圓柱體對接后,便于焊透。利用角向磨光機、直磨機等工具對打磨坡口,移除坡口的鐵銹、油漆、油脂及其他污物,對坡口進行著色探傷。
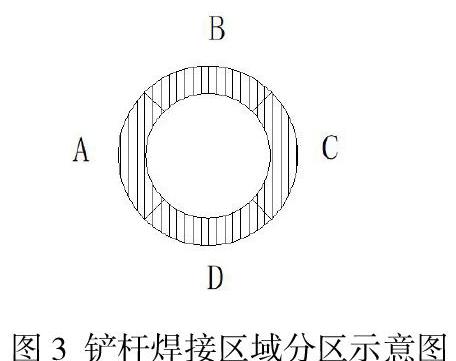
2.4鏟桿圓柱體與“飛機頭”的對接
2.4.1加工襯套
襯套的作用:為了精確找中定位,減少焊接變形,提高焊接精度(圖2)。
2.4.2坡口對接尺寸
坡口根部距離為5mm。
3? 修復工藝
3.1 焊絲
通過對材質分析及強度要求選用進口Hobart TM-771焊絲。
3.2焊前預熱
合理的選擇焊前預熱溫度、焊后保溫溫度是進行大型結構件焊接時的重要工藝步驟。根據鏟桿材質及板材厚度計算出預熱最低溫度為206℃。
使用米勒焊縫加熱機ProHeat-35加熱焊縫區域,從室溫開始,溫度以100℃/h的速度進行加熱,加熱2小時,再以約等于50℃/h的速度進行加熱,達到206-300℃范圍內。
3.3焊接設備及焊接參數
鏟桿在電鏟提升系統中有非常重要的作用,因此必須采取嚴格的焊接工藝并形成優質焊縫。根據BE國際公司提供的焊接基本要求,結合焊修大型設備結構件所積累的焊接工藝參數,采用最有效的焊接工藝,焊接過程中必須采取嚴格的控制措施防止變形,使焊縫應力分布均勻,焊前預熱,焊后焊縫熱處理,謀求最好的焊接質量。
使用Lincoln DC-600焊機及配套移動送絲機,純度為100%CO2氣體保護,相關焊接參數見下表。
3.4焊接方法
針對鏟桿的焊接應力控制措施,由于需要滿足鏟桿圓柱體與“飛機頭”必須同心旋轉,根據作業現場檢修條件和部分檢修方案,再借鑒多年來焊修電鏟大型結構件的控制盈利變形方法以及焊修經驗,固采用了鐘點固定控制應力變形。以鏟桿軸心為中心點,再根據焊縫區域360°劃分十二個鐘點位置進行對稱焊縫焊接,防止鏟桿因裂紋清理或焊縫焊接過程中受焊縫形成應力的作用發生變形、變位。由于鏟桿壁較厚焊縫較深,鏟桿的焊縫區域會發生應力扭曲變形或過度應力集中,影響焊接質量。因此將鏟桿以90°為標準分成四個焊接部分。(圖3)
為防止鏟桿焊接時產生焊接變形故采用如下焊接方法及焊接順序:
焊接方法:CO2氣體保護焊焊接,平焊和立焊為主,采用由兩側往里堆焊至合的多層多道堆焊焊接法。
焊接順序:
①先同時焊接3點及9點鐘位置(A、C部分)焊接約三分之一,再旋轉更換B、D部分位置至3點及9點鐘方向同時焊接B、D位置,焊接之前徹底清理A、C部分已形成的焊縫接頭,確保接頭無缺陷。
②采用超厚度鋼結構件的堆焊焊接方法,由兩側往里堆焊至合的多層多道堆焊焊接方法,形成每道焊縫后必采取風動風動錘擊除藥皮等雜物,同時釋放焊接應力。層與層之間的起弧點不能固定在同一位置,應采取逐點上移的方式以避免避免焊接接頭集中產生焊接裂紋。
③同樣方式焊接至完畢,全程使用Raytek Rayger STTM60測溫儀監控溫度變化,確保焊接過程中的焊縫區層間溫度變化控制在206℃—300℃之間,若有溫度低于206℃,采取丙烷火焰預熱措施確保焊縫達到溫度要求。嚴格控制焊縫形成過程中的熱輸入線能量。
4? 焊后處理
焊后加熱到300℃,并保溫2小時,然后使用石棉毯包住焊縫區域,緩慢空冷至室溫。焊縫空冷后所有焊縫和熱影響區域金屬表面打磨光滑并拋光,采用超聲波和磁粉無損探傷,確保焊縫無氣孔、夾渣、裂紋等焊接缺陷。
5? 安全注意事項
1.把檢修區域內的易燃、易爆物質,必須清除干凈,不能清除的應該采取可靠的隔離措施。
2.在超過1.5米的高空作業時,必須佩戴安全帶,并設有專人監護。登高設備必須牢固穩定。
3.丙炔瓶與明火一般不小于10米。
4.使用角磨機前,應先檢查角磨片是否有裂紋及磨損情況;其次檢查防護罩是否完好,不完好不得使用。
5.焊后保溫要全程有專人值守,防止引起火災。
6? 結束語
495HR電鏟鏟桿更換“飛機頭”后投入生產至今,經跟蹤探傷,焊縫沒有出現任何裂紋。說明本次焊接檢修工藝科學合理。為我們對495HR電鏟鏟桿等大型結構件的焊接維修積累寶貴的經驗,同時給同行業提供了寶貴的維修經驗。
參考文獻:
[1]《495HR Operator Manual CHN FINAL-1》 495HR電鏟相關資料 .
[2]《Consumables for the welding of Weldox? and Hardox steels ZH_CN》焊接資料.
[3]焦瑞軍,布特格勒其.改造495HR電鏟鏟斗開門斗栓方銷插孔及焊接工藝[J].露天采礦技術,2012,(5):56—57.
[4]董新.495HR電鏟斗桿飛機頭結構改進及焊接工藝[J].露天采礦技術,2016,(11):66-69.
[5]焦瑞軍,董新.495HR電鏟斗前臂縱向裂紋的焊接檢修工藝[J].露天采礦技術,2010,(10):55—56.
[6]劉守紀,布特格勒其.更換495HR電鏟鏟斗前串銷座及焊接工藝[J].露天采礦技術,2013,(3):57-58.
[7]董新.395B電鏟鏟斗結構改造工藝分析與設計[J].露天采礦技術,2011,(5):68-70.
[8]董新.395B電鏟斗桿斷裂分析及修復工藝[J].工程機械,2009,(1):66-68.
作者簡介:
付東巖 ,男,32歲,內蒙古自治區赤峰市翁牛特旗人,2010年畢業于內蒙古機電職業技術學院焊接技術及自動化專業,現就職于神華準能集團設備維修中心機修車間,從事焊接工作。
(神華準格爾能源有限責任公司? 內蒙古? 鄂爾多斯? 010300)
