提高鉗工鉆孔加工質量的方法研究
2020-03-08 02:29:59梁文波
河南科技 2020年35期
梁文波
摘 要:在機械設備中,零件、構件、部件之間的連接多是依靠孔來實現的。孔加工是鉗工操作的基本技能之一,是鉗工作業中最常見的一道工序。孔的尺寸精度和位置精度受到鉆床精度、劃線精度、沖眼精度、麻花鉆刃磨質量、工裝夾具應用和鉆削參數的選用等因素的影響,鉗工作業手工操作需要一定的加工技巧和必要的保證措施,有效避免孔的尺寸精度和位置精度出現超差現象。
關鍵詞:劃線;鉆孔;刃磨;修磨
中圖分類號:TG937文獻標識碼:A文章編號:1003-5168(2020)35-0056-03
Abstract: In mechanical equipment, the connections between parts, artifacts, and assembly units are mostly realized by holes. Hole processing is one of the basic skills of fitter operation, and it is the most common process in clamp work. The dimensional accuracy and position accuracy of the hole are affected by factors such as drilling machine accuracy, scribing accuracy, punching accuracy, twist drill sharpening quality, tooling and fixture application, and selection of drilling parameters, and the manual operation of the clamp work requires certain processing skills and necessary guarantee measures to effectively avoid the phenomenon of out of tolerance in the dimensional accuracy and position accuracy of the hole.
Keywords: scribing;drilling;grinding;polishing
一般來說,在機械設備中,零件、構件、部件之間的連接是依靠孔來實現的。孔的加工方法和加工設備有多種,主要加工方法有鉆孔、車孔、銑孔、鏜孔、激光加工和電加工等,可用設備有鉆床、車床、銑床、鏜床、激光加工機床和電加工機床等。在鉗工作業中,孔加工專業工具有較強的靈活性和適應性,其得到廣泛應用,其加工主要采用手電鉆鉆孔、臺鉆鉆孔、立式鉆床鉆孔和搖臂鉆鉆孔。單孔加工精度與鉆床的功率、鉆床主軸的回轉精度、麻花鉆的刃磨角度、切削用量參數選用、冷卻壓力等因素有關。在多孔或孔系的加工中,其位置精度(如平行度、對稱度、垂直度)的保證和劃線質量、沖眼方法、麻花鉆刃磨質量、工裝夾具應用有直接的關系。所以,孔的加工質量受到多方面因素的影響,加工過程中存在一些不確定的因素,人們要運用一定的加工技巧和必要的保證措施,避免孔的尺寸精度和位置精度出現超差,有效控制鉆孔的質量及精度。
1 劃線
鉆孔前,要熟悉圖樣要求,按照“基面先行”的原則加工好工件的基準,然后調整高度,劃線尺劃出孔的十字中心線,劃線時要用力均勻,速度稍快,以保證劃出的線條清晰、等深等寬,線條越細越均勻,精度就越高。劃完線后,使用游標卡尺或鋼板尺檢驗,避免劃錯線造成工件位置精度超差。檢驗合格后就可以打樣沖眼,樣沖眼的位置直接影響孔的位置精度,通過打樣沖把控制孔的位置精度在一定程度上轉化為控制樣沖沖眼位置的精度,方法如下。
將樣沖垂直傾斜30°,把樣沖尖放在劃出的孔中心線上,緩慢地由一側向另一側移動,當感覺到某一點有阻塞感時停止移動,然后把樣沖垂直放置于沖眼處,此時在這一點上打出的樣沖眼就正好在十字中心線的中心。打完樣沖眼后,要用劃規劃出相應的檢驗圓以及略大于鉆頭直徑的保護圓,以便鉆孔時檢查和校正鉆孔位置,看是否發生偏離。
2 鉆孔
把鉆床臺面、夾具定位面夾持面、工件基準面擦拭干凈,將工件準確定位并夾緊夾正,夾緊力大小要適當,避免工件在夾緊過程中出現變形。
鉆孔前,先將麻花鉆的橫刃對準打出的樣沖眼試鉆出一淺坑,目測對比淺坑與檢驗圓位置是否偏離。如果偏離較小,再試鉆將工件或夾具朝偏離的方向推動校正;如果偏離較多,可以在偏離的反方向打幾個樣沖眼或用小扁鏨子鏨出幾條槽,目的是減少鉆削阻力,以便在后續試鉆時調整麻花鉆橫刃中心和孔中心位置[1]。通過試鉆逐步修正偏移并加深淺坑,直至和檢驗圓重合或同心,然后將孔鉆完。
為了保證麻花鉆的剛性和強度,裝夾麻花鉆時要盡可能伸出得短些或采用較短的麻花鉆。鉗工鉆孔一般以手動進給操作為主,手動進給時,進給速度要均勻平穩,避免鉆頭產生彎曲變形甚至折斷。鉆小孔或長徑比大于5的深孔時,要經常退鉆排屑并觀察屑形及兩條螺旋槽是否等量排屑,避免切削纏繞阻塞或麻花鉆兩條主切削刃受力不均勻變形而扭斷鉆頭。深孔鉆削通常可選用5%乳化液或7%硫化乳冷卻潤滑。
3 麻花鉆刃磨
標準麻花鉆通常只需要刃磨兩個主后刀面和修磨橫刃,以保證兩條主切削刃平直等長對稱、頂角118°±2°及橫刃斜角55°。但是,鉆削時要使兩條主切削刃受力均勻、兩條螺旋槽排屑等量、橫刃定心準確,這確實有一定的難度。麻花鉆的幾何角度比較抽象,而在刃磨鉆頭時鉆頭的幾何角度基本是靠目測來確定的。針對這一特點,要指導學生掌握鉆頭幾何角度,按實物反復講解目測120°、60°、10°~14°、55°等角度,并制作出相應的檢驗樣板供學生觀察使用,讓其在對鉆頭幾何角度有了充分理解的基礎上,再進行反復刃磨,練習測量試鉆。這樣能對麻花鉆刃磨質量的好壞有一個基本的認識。另外,要總結出刃磨要領,反復示范操作,讓學生理解領悟。
3.1 標準麻花鉆的刃磨
在平常的工作實踐中,筆者總結了四句口訣。
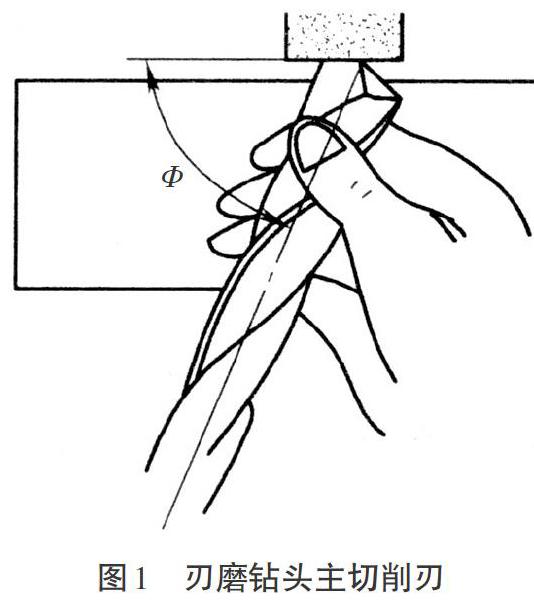
3.1.1 口決一:主刃擺平靠輪面。這是刃磨前確定麻花鉆與砂輪相對位置的一步。“主刃”是指主切削刃,“擺平”是指刃磨部分的主切削刃要處于水平位置和砂輪中心高度上。“輪面”是指砂輪的表面。“靠”是慢慢靠攏的意思。刃磨鉆頭主切削刃示意圖如圖1所示。
3.1.2 口訣二:鉆頭斜放鋒角正。這是指麻花鉆軸心線與砂輪表面之間的夾角要正確。“鋒角”為頂角118°±2°的一半,約為60°。“鋒角”是否正確將影響鉆頭頂角大小、主切削刃形狀和橫刃斜角的刃磨質量。
口訣一和口訣二確定了刃磨前鉆頭和砂輪間的相對位置,兩者要統籌兼顧,不要為了擺平“主刃”而忽略了斜放“鋒角”,或為了擺好“鋒角”而忽略了擺平“主刃”。
3.1.3 口訣三:后面刃磨刃背繞。它是指從麻花鉆的主切削刃開始沿著整個主后刀面緩慢繞動刃磨。刃磨時發力要穩、繞動速度要均勻,還要觀察火花,及時調整壓力大小,控制鉆頭繞本身的軸線做適當的轉動和沿砂輪面的橫向微移,以便更好地磨出曲面后角和平直的主切削刃,刃磨時要適當冷卻,避免刃口部分發紅退火。
3.1.4 口訣四:正反觀察高低差。每修磨一次主后刀面,把鉆頭直立,正向觀察鉆頭兩主切削刃的高低之差,因為鉆頭直立時,人們無法看到右側主切削刃的實際高度,容易造成視覺誤差,可將鉆頭轉動180°再觀察。在實際兩刃高度相同時,視覺上總感覺左刃比右刃高,因此在觀察時要告訴學生不論正反怎么看,左面都要比右面略高,而且正反觀察高度差要一樣,只有這樣才能確保兩主切削刃的高度一樣。
以上四句口訣綜合起來才能磨出合格的標準麻花鉆,在刃磨主后刀面的同時要兼顧保證后角10°~14°、頂角118°±2°、橫刃斜角55°,兩條主切削刃呈直線等長對稱。過大后角的鉆頭鉆削時,孔口呈三棱或五邊形,振動厲害,切屑呈針狀;過小后角的鉆頭切削時,軸向力很大,不易切入,鉆頭發熱嚴重,無法鉆削[1]。
3.2 標準麻花鉆的修磨
3.2.1 標準麻花鉆幾何形狀的分析。由于結構原因,標準麻花鉆切削部分的幾何形狀不盡合理。主要原因有五點。
一是鉆頭橫刃較長,橫刃前角為負值,鉆削時,實際上不是切削,而是刮削和擠壓,軸向抗力增大,同時橫刃過長,鉆頭的定心作用較差,鉆削時容易產生振動;二是主切削刃上各點的前角大小不一樣,使切削性能不同,尤其靠近橫刃處前角為負值,切削條件很差,實際處于刮削狀態;三是主切削刃外緣處的刀尖角較小、前角很大,刀齒強度很低,而鉆削時此處的切削速度又最高,故容易磨損;四是主切削刃較長,而且全部參加切削,各處切屑排出的速度相差較大,使切屑卷曲成螺旋卷,容易在螺旋槽內堵塞,影響排屑和切削液的注入;五是鉆頭導向部分棱邊較寬,而且副后角為0°,所以靠近切削部分的一段棱邊與孔壁的摩擦比較嚴重,故容易發熱和磨損。
綜上分析,標準麻花鉆的幾何形狀不能適應加工各種材料的需要,所以通常要對標準麻花鉆的幾何形狀進行適當修磨。
3.2.2 標準麻花鉆的修磨方法。其主要分為五點。
3.2.2.1 修磨主切削刃(修磨頂角2[Φ])。標準麻花鉆頂角為118°±2°,修磨時,應根據加工材料的不同,查表確定修磨角度。例如,有一外觀裝飾墊板,材料為尼龍,此件板厚為5 mm,要求在此工件上加工4-[Φ]18孔,孔壁要圓滑美觀,因為尼龍材料軟,受熱易黏附鉆頭,在加工中瞬間會被鉆頭帶起,易造成工件折斷報廢。根據這一材料特性,筆者將鉆頭的幾何形狀加以改變:修磨前刀面,增大前角;增大后角[α]=30°;橫刃長為0.3 mm,鉆削時,切削用量n=1 000 r/min,進給量f=0.5 mm/r,表面粗糙度可達R6.3 μm,效率提高1~2倍。
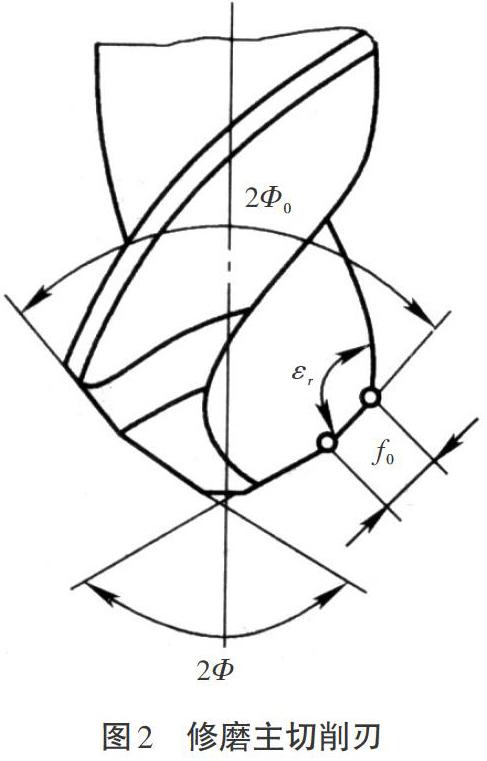
修磨主切削刃時,可磨出第二頂角2[Φ](見圖2),即在外緣處磨出過渡刃。一般2[Φ]=70°~75°,進給量f0=0.2d(d為鉆頭直徑,mm),其目的是增加切削刃的總長度和增大刀尖角[∑Γ],從而增加刀齒強度,使切削刃與棱邊交角處的抗磨性提高,提高鉆頭使用壽命,同時減小孔壁表面粗糙度。
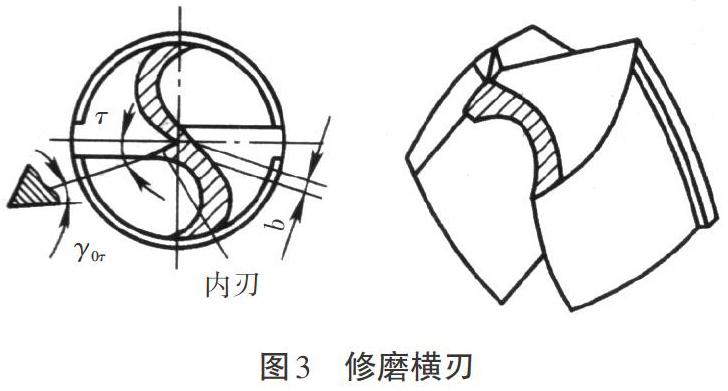
3.2.2.2 修磨橫刃。如圖3所示,修磨橫刃的目的是減短橫刃長度,并使靠近鉆心處的前角增大,以減小切削時的軸向抗力和擠刮現象并改善定心作用。修磨橫刃長度為原來的1/5~1/3,并形成內刃,內刃斜角T=20°~30°,內刃前角=0°~15°,一般鉆頭直徑在5 mm以上的均須修磨。
3.2.2.3 修磨分屑槽。如圖4所示,對于直徑大于15 mm的鉆頭來說,在鉆削鋼件時,都應在鉆頭的主后刀面修磨出幾條相互錯開的分屑槽,以使切屑變窄,排屑順利。
3.2.2.4 修磨前刀面。如圖5所示,修磨前刀面是將鉆頭主切削刃和副切削刃交角處的前刀面磨去一塊,以減小此處的前角,提高刀齒的強度。
3.2.2.5 修磨棱邊。修磨棱邊是為減少棱邊與孔壁的摩擦,提高鉆頭使用壽命。修磨后的副后角[α][′0]=6°~8°,但必須保留0.2~0.4 mm寬的未經修磨的棱邊。副后角修磨的長度L=(0.1~0.2)d。其中,d為鉆頭直徑,mm。
參考文獻:
[1] 陳宏鈞. 機械工人切削手冊[M].北京:機械工業出版社,2019:29-30.
[2] 蔡運飛. 圖解普通麻花鉆與倪志福鉆頭[M].北京:機械工業出版社,2018:45-46.
