攀西釩鈦磁鐵礦尾礦制備儲水泡沫陶瓷的研究
2020-03-15 13:32:48李林姜濤陳超張裕書周密陳泊鍵
礦產綜合利用 2020年6期
李林,姜濤,陳超,張裕書,周密,陳泊鍵
(1. 東北大學冶金學院,遼寧 沈陽 110819;2. 中國地質科學院礦產綜合利用研究所,四川 成都 610041)
資源和環境是人類發展的永恒主題,清潔生產與循環經濟理念引起了人們的高度關注。目前,國內外鐵尾礦具有儲量大,種類多,成分復雜,綜合利用率低的特點[1-2]。我國的鐵尾礦堆存量高達26.14 億t,但綜合利用率僅為11.3%左右[3]。四川攀枝花地區是中國第一大釩鈦磁鐵礦礦區,釩鈦磁鐵礦保有儲量超過70 億t,其中采選1 t 鐵精礦的過程中將產生約1.5 t 釩鈦磁鐵礦尾礦(VTMT)。據統計,攀西地區釩鈦磁鐵礦尾礦堆存量約5.7 億t,大量的尾礦堆存對當地生態系統、地下水資源及周邊居民健康構成持續威脅[4-5]。另一方面,每噸尾礦每年的儲存和維護費用約為0.73 ~ 1.18 美元,逐漸增加的尾礦儲量必將加劇當地政府與企業的經濟負擔[6]。因此,攀西釩鈦磁鐵礦尾礦資源的綜合利用變得越來越重要。
為了解決尾礦堆存問題,研究人員采用多種工藝處理,主要包括有價元素的回收再利用、制備建筑材料、尾礦堆存回填及作為肥料等方面[7-8]。例如,王其宏[9]等通過單礦物試驗、人工混合礦物試驗、實際礦石浮選試驗研究了攀枝花選鐵尾礦中鈦的回收情況。但這種方法在工程領域中存在一定局限性,包括綜合利用率低、固廢的二次污染等問題。尾礦礦坑回填雖然能夠大規模解決尾礦堆存問題,但由于交通運輸困難,無形間增加了尾礦處理成本[10]。尾礦類固體廢棄物可作為水泥骨料成分來提高水泥材料的基本性能。協興水泥有限公司利用尾礦作為骨料代替水泥中的鐵粉生產水泥熟料,但需要考慮尾礦中有害元素的影響,在使用過程中應該確保對人體無害。目前,整體化利用尾礦制備泡沫陶瓷材料是國內外的一個研究熱點,不僅能夠充分利用尾礦中的硅鋁含量而且通過多種固廢進行協同配料可有效降低生產成本。
泡沫陶瓷具有低密度、高孔隙率、使用壽命長等優異性能,是目前一種極具市場前景的工程材料[11-13]。其中,儲水泡沫陶瓷具有吸水、透水、凈水和節水的功能,通過材料本身優異的儲水性能不僅能夠有效降低城市的景觀用水量,還能夠儲存雨水,符合國內海綿城市的建設理念[14]。與此同時,該材料能夠做到循環利用,避免二次污染的發生。
本研究以攀枝花釩鈦磁鐵礦尾礦為原材料制備儲水泡沫陶瓷,探究了不同尾礦及發泡劑用量對材料體積密度、吸水率、抗壓強度及氣孔分布的影響,采用SEM、XRD 等檢測手段研究材料的微觀形貌及物相組成,該研究為釩鈦磁鐵礦尾礦整體化利用提供了一種可行的方法。
1 試 驗
1.1 原材料
以釩鈦磁鐵礦尾礦和廢玻璃(WG)為主要原材料。在配料過程中,添加少量石英來補充配料中硅的含量;添加碳化硅(SiC)作為發泡劑;添加磷酸鈉作為穩泡劑(Na3PO4);添加磷酸三胺作為漿料分散劑,以上藥品均購買于國藥控股化學試劑有限公司。

表1 原材料主要化學成分/%Table 1 Main chemical composition of raw materials
表1 為原材料主要化學成分。由表1 可知,釩鈦磁鐵礦尾礦主要成分包括SiO2、Al2O3及少量堿金屬和堿土金屬。釩鈦磁鐵礦尾礦具有較高的鈦、鐵含量,其中TiO2、Fe2O3能夠降低晶格轉變溫度,起到一定助熔的作用。圖1(a)為釩鈦磁鐵礦尾礦XRD。
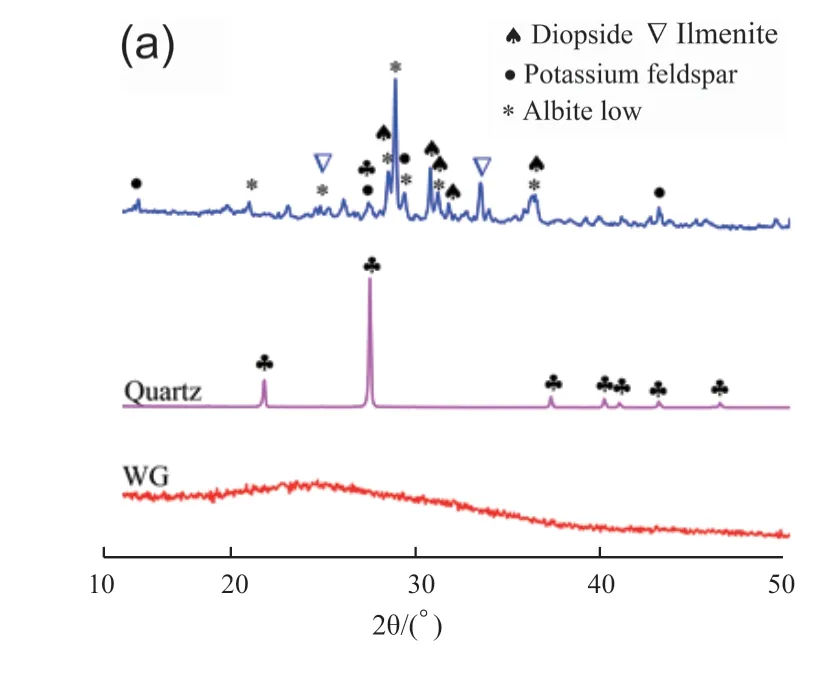
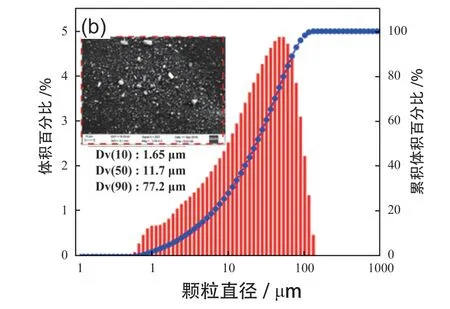
圖1 (a) 原料的XRD 圖 (b) VTMT 粒度分布Fig .1 (a) XRD of raw materials, (b) Particle size distribution of VTMT
由圖1 可見,釩鈦磁鐵礦尾礦成分復雜,礦物主要成分包括鉀長石(KAlSi3O8)、鈉長石(NaAlSi3O8)、鈦鐵礦(FeTiO3)、透輝石(CaMgSi2O6)等。玻璃主要呈現非晶狀態。
釩鈦磁鐵礦尾礦粒度分布不均,無法進行直接配料,因此為保證原料粒徑均一化,需要將尾礦進行破碎粉磨。首先將釩鈦磁鐵礦尾礦放入密封式液壓壓緊化驗制樣機中,設置粉磨時間為60 s,圖1(b)為釩鈦磁鐵礦尾礦粉磨60 s 后粒度分布曲線。由圖可見,粒度-1.65 μm 10%,粒度分布中位數Dv(50)為11.7 μm,粒度-77.2 μm 的顆粒占整體的90%。通過粉磨處理后的尾礦屬于細顆粒級粉末,滿足陶瓷配料的粒度要求。
1.2 試驗流程
(1)配方設計
雖然釩鈦磁鐵礦尾礦與陶瓷粉料具有相似的化學組分,但化學成分中SiO2和Al2O3總含量相對較低,不滿足陶瓷配方的要求(約為60% ~80%)[15],因此需要通過添加廢玻璃進行配方化學成分調控。配方設計見表2。配方中外加3.0%的石英,0.3%的SiC,3.0%的Na3PO4。
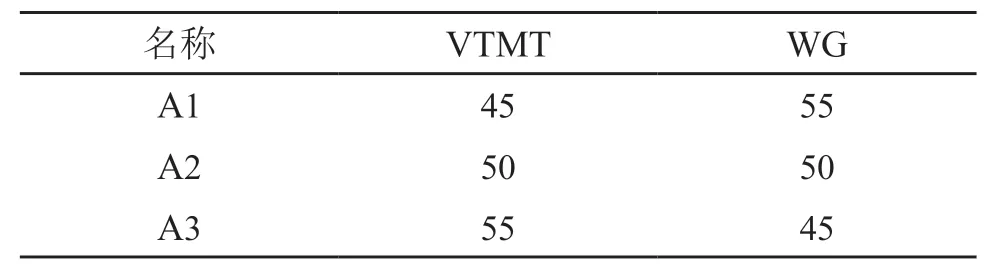
表2 樣品配方設計/%Table 2 Formula design of samples
(2)濕磨混料
使用混料機進行濕磨混勻,外加0.3%的分散劑磷酸三胺,按質量比為料比瑪瑙球比水=1:2:0.5,轉速600 r/min,混料時間為60 min,將混合料過0.35 mm 篩分離出瑪瑙球,得到混合均勻的料漿。
(3)干燥造粒
將陶瓷漿料放入干燥箱中,在105 ℃烘干5 h。干燥過程中需進行攪拌保證混合均勻,將得到的干燥粉料進行手工造粒(顆粒直徑178 ~ 425 μm)。
(4)高溫燒制
將硅酸鋁耐火紙均勻鋪在10 cm×10 cm×8 cm的剛玉方舟坩堝內,稱取造粒后的顆粒直接鋪在剛玉方舟坩堝內,并震蕩、鋪平和輕壓。將剛玉坩堝放入高溫箱式爐內,空氣氣氛下設置燒制程序,燒制溫度為1040 ℃,保溫15 min,升溫速率為10 ℃/min。
(5)樣品切割
使用手動切割機將所得的樣品進行切割,并進行樣品的相關性能檢測。
1.3 性能檢測及表征
(1)體積密度、平均孔徑
首先將泡沫陶瓷樣品切割成塊體,隨后將樣品放入恒溫干燥箱內,105 ℃下烘干至恒定質量。樣品體積密度為切割后樣品質量和樣品體積之比。利用相機拍攝樣品的截面,隨后將圖片導入到Nano-measure 1.2軟件中,利用軟件中標尺測量樣品中80 個氣孔的孔徑大小,并求取平均孔徑值。
(2)抗壓強度與體積吸水率
將泡沫陶瓷樣品切割成塊體,放入恒溫干燥箱中烘至恒重。使用萬能電子試驗機進行樣品抗壓強度檢測,抗壓強度等于試樣加載破壞時最大載荷與受壓面積之比,施加壓力為F,樣品表面積為S,最終抗壓強度按照公式(1)進行計算。

泡沫陶瓷吸水率是表示陶瓷性能的重要因素之一。將樣品放入恒溫干燥箱中烘至恒重,冷卻后稱取樣品質量m0;將樣品放入水中煮沸2 h,冷卻后用濕海綿去除樣品表面殘余水分,隨后立即稱量樣品的濕重m1。吸水率為樣品吸水后的質量m1減去吸水前的質量m0的變化百分數,樣品體積為V1,1 g/cm3為水的密度。按照計算公式(2)計算試樣體積吸水率。

(3)表征
本試驗采用荷蘭帕納科公司制造的X Pertpro型多晶X 射線衍射儀對樣品進行物相分析。衍射條件為使用CuKα 射線掃描,λ=0.154 nm,管電壓40 kV,管電流300 mA,掃描速度為12。/min,掃描范圍為5 ~ 90。。本試驗采用德國蔡司ULTRAPLUS 型場發射掃描電子顯微鏡進行顯微形貌觀察。
2 結果與討論
2.1 釩鈦磁鐵礦尾礦含量的影響
2.1.1 材料性能
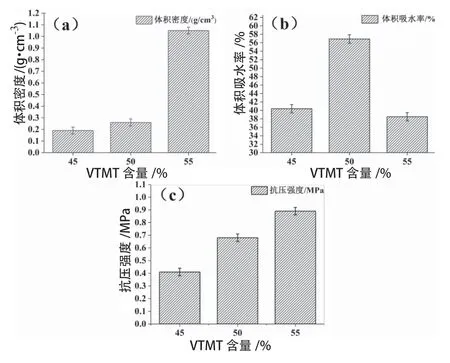
圖2 尾礦用量對樣品體積密度、吸水率及抗壓強度的影響Fig. 2 Effect of VTMT content on bulk density, water absorption, and compressive strength of samples
圖2 為尾礦用量對泡沫陶瓷體積密度、體積吸水率和抗壓強度的影響。由圖可見,隨著釩鈦磁鐵礦尾礦含量的增加,泡沫陶瓷材料的體積密度逐漸增大,體積吸水率呈現先增大后減小的變化。當尾礦添加量為45%時,泡沫陶瓷材料的體積密度為0.19 g/cm3,體積吸水率為43.5%,原因在于高溫狀態下玻璃相熔融充分導致熔體黏度過低。受Stokes 定律的影響,如式(3),當其他條件保持相對穩定的情況下,隨著熔體有效粘度降低,氣泡上升速率增大[16]。小氣泡在熔體內上升的過程中將不斷與周圍氣泡發生碰撞、融合,并形成大氣泡。隨爐冷卻后,材料內部將產生大量大氣孔與連通孔,材料體積變大,此時樣品的體積密度最小。當尾礦添加量為50%時,儲水泡沫陶瓷的體積密度為0.26 g/cm3,體積吸水率出現極值為56.5%。結果表明,當熔體內部環境適宜時,氣泡能夠向四周均勻生長,材料內部將形成均勻的三維立體結構,有利于水分的保留。當尾礦添加量為55%時,由于配料中Na2O、CaO 等堿金屬及堿土金屬含量降低,導致相同溫度下材料內部無法產生足夠的液相量,氣泡成長受阻,樣品體積密度達到最大值1.05 g/cm3。

式中,V為氣泡上升速度;ρ1為高溫液相密度;ρ2為氣泡內氣體的密度;g為重力加速度;r為氣孔半徑;η為有效粘度。
隨著釩鈦磁鐵礦尾礦含量的增加,儲水泡沫陶瓷材料的抗壓強度逐漸增大。當尾礦添加量為45%時材料的抗壓強度為0.41 MPa,原因在于材料內部氣孔分布不均且氣孔較大,形成的三維立體結構不穩定導致材料單位面積承受的壓力不足,容易破碎。當尾礦添加量為50%時,泡沫陶瓷材料的抗壓強度增強,原因在于氣泡在高溫熔體內均勻長大,材料內部氣孔分布均勻,缺陷孔較少;當尾礦添加量為55%時,材料具有較高的抗壓強度,主要原因在于隨著尾礦的含量增加,坯料內的熔劑物質含量減小,高溫熔體內部無法產生足夠的液相量,高黏度熔體導致氣泡外壓增加,小氣泡成長受阻,氣泡間連接更加緊密,此時材料的抗壓強度最大為0.88 MPa。
2.1.2 氣孔分布
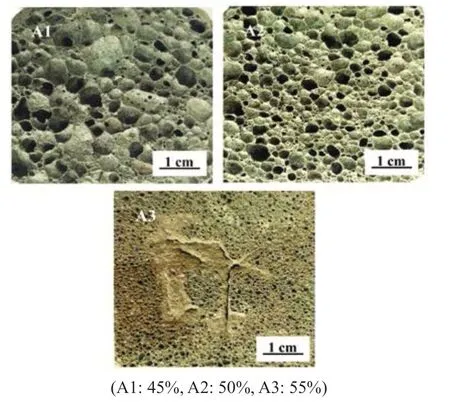
圖3 不同尾礦添加量的樣品Fig. 3 Pictures of samples with different VTMT content
圖3 為不同尾礦添加量的儲水泡沫陶瓷樣品圖。由圖3 可見,不同釩鈦磁鐵礦尾礦添加量對樣品的孔徑大小、氣孔分布的均勻性、氣孔形狀有著重要影響。隨著尾礦含量的增加,泡沫陶瓷內部氣孔的平均孔徑逐漸減小。樣品A1 孔徑主要分布在0.40 ~ 0.80 cm,內部大小氣孔交錯聯通,氣孔形狀主要為橢圓形、圓形及多邊形,主要原因為在高溫熔體內氣泡內壓遠大于氣泡外壓,氣泡成長充分并伴隨著破裂、融合現象的發生。樣品A2 的氣孔結構優于樣品A1,材料內部氣孔多為球形且氣孔分布均勻,氣孔孔徑主要分布在0.30 ~0.50 cm。材料內部穩定的三維立體結構明顯增加材料的抗壓強度[17]。樣品A3 的氣孔孔徑主要分布在0.05 ~ 0.20 cm,與A1、A2 相比材料內部氣孔孔徑急劇收縮,小氣孔的產生直接導致材料的體積密度及抗壓強度增大。
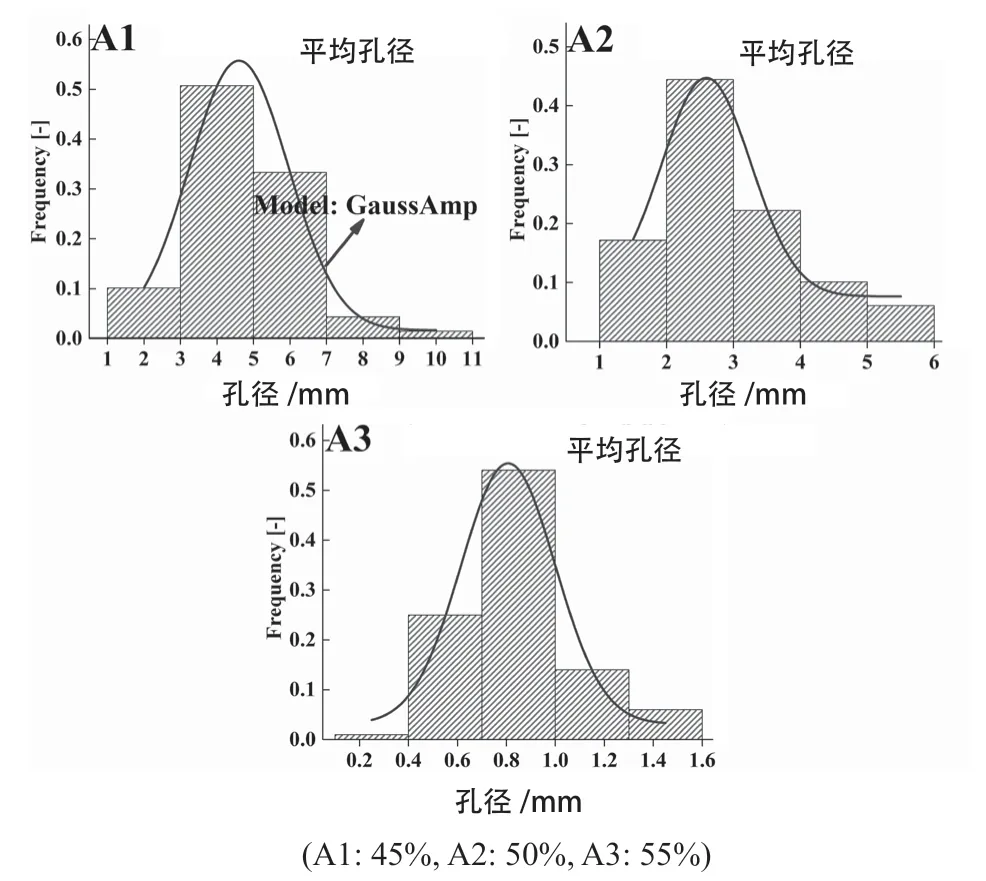
圖4 不同尾礦含量的樣品氣孔分布Fig. 4 Pore distribution of samples with different VTMT content
圖4 為不同尾礦添加量時樣品的孔徑分布圖。由圖4 可見,隨著釩鈦磁鐵礦尾礦含量增加,材料的平均孔徑逐漸減小,分別為4.76、2.93 和0.86 mm。與此同時,樣品內部大氣孔所占比例逐漸降低。當尾礦含量為45%時,樣品內部氣孔分布不均,存在大于8 mm 的大氣孔,這種現象的發生將嚴重影響材料的性能。綜合以上研究結果表明,通過配方優化可進一步改變氣孔分布狀態,較佳泡沫陶瓷配方為A2。
2.2 發泡劑含量的影響
在較佳原料配方條件下,進一步探究發泡劑用量對儲水泡沫陶瓷的影響,發泡劑添加量分別設為0.1%、0.3%和0.5%,得到的樣品分別記為B1、B2、B3。其燒制溫度為1040 ℃,保溫時間為15 min,升溫速率為10 ℃/min。
2.2.1 材料性能
圖5 為不同發泡劑用量對儲水泡沫陶瓷體積密度、體積吸水率和抗壓強度的影響。
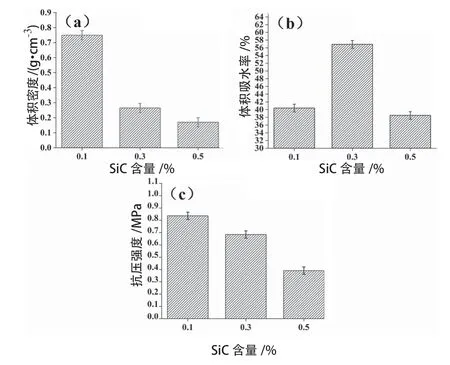
圖5 SiC 用量對樣品體積密度、吸水率及抗壓強度的影響Fig. 5 Effect of SiC content on bulk density, water absorption,and compressive strength of samples
由圖5 可見,隨著發泡劑SiC 添加量的增加,材料的體積密度急劇減小,體積吸水率先增大后減小。當SiC 添加量為0.1%時,高溫狀態下熔體內部的發泡點減少,發泡劑產生的氣體量也隨之減少。隨爐冷卻后,材料內部多以小氣孔為主,體積密度達到最大值0.75 g/cm3。當SiC 添加量為0.3%時,熔體內部產氣量增加,氣泡與熔體間達到氣-液平衡狀態,此時氣孔孔徑主要分布為2.0 ~ 4.0 mm 且多以球體為主。樣品的體積密度為0.26 g/cm3,體積吸水率為56.5%,抗壓強度為0.68 MPa,材料性能達到較佳。隨著SiC 含量的增加,材料的體積密度和體積吸水率隨之下降,結果表明當高溫狀態下發泡劑產氣量增加,氣泡內壓大于熔體黏滯壓力時,氣泡在上升過程中會相互融合,由此產生大量缺陷孔。當SiC 添加量為0.5%時,材料內部氣孔與氣孔之間存在大量裂縫,抗壓強度降低。
2.2.2 氣孔分布
圖6 為不同SiC 添加量對材料內部氣孔孔徑的影響。
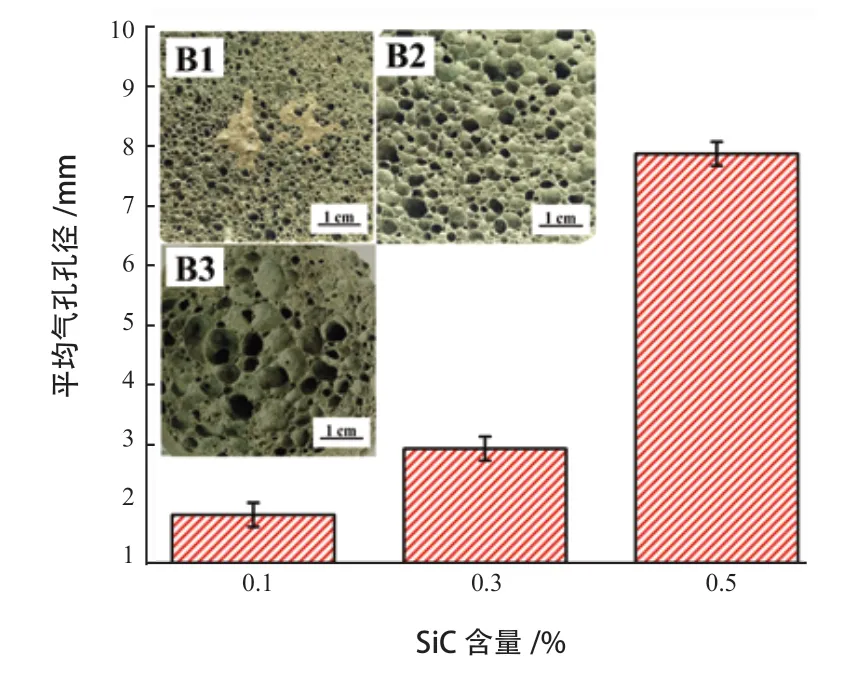
圖6 SiC 用量對樣品平均氣孔孔徑的影響Fig. 6 Effect of SiC content on average pore size of samples
由圖6 可見,隨著SiC 含量的增加,材料內部氣孔孔徑逐漸增大。當SiC 添加量為0.1%時,熔體內部產氣量不足,小氣泡上升速度緩慢,材料內部以圓形小氣孔為主,樣品內部平均孔徑約為1.80 mm。當SiC 添加量為0.5%時,氣泡內壓過大,在熔體內部不斷長大、融合,隨爐冷卻后儲水泡沫陶瓷內缺陷孔數量急劇增加,材料性能受到嚴重破壞。當SiC 添加量為0.3%時,材料內部氣孔分布相對均勻,平均氣孔孔徑約為2.93 mm。試驗結果表明,通過優化發泡劑SiC 用量可有效改變材料內部氣孔結構,進而提高材料性能,綜合考慮最優SiC 的添加量為0.3%。
2.3 較優條件下儲水泡沫陶瓷材料的表征
當釩鈦磁鐵礦尾礦添加量為50%,SiC 添加量為0.3%時,在1040 ℃下制得性能最優的儲水泡沫陶瓷。圖7 為較優條件下樣品的XRD。
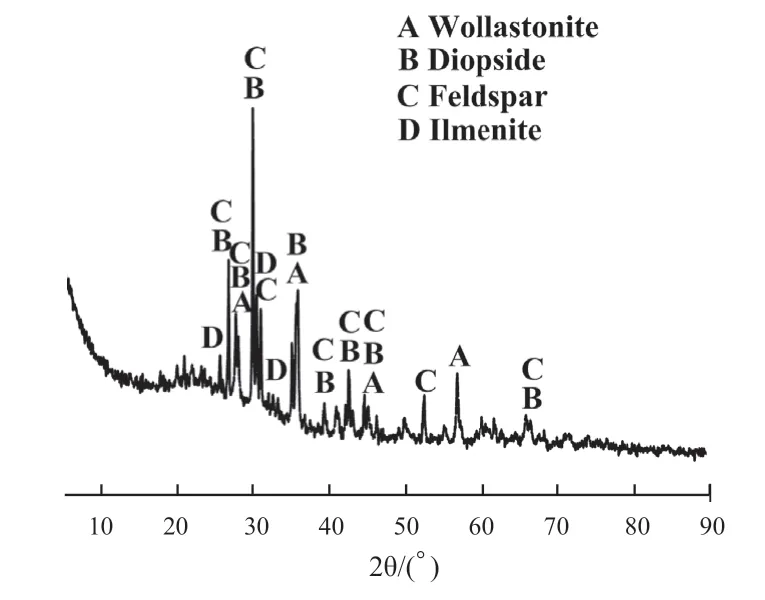
圖7 儲水泡沫陶瓷XRDFig. 7 XRD of the water-retaining foam ceramic
通過XRD分析可知材料主要物相包括硅灰石(CaSiO3)、鈦鐵礦(FeTiO3)、透輝石及長石。圖9 為樣品的微觀形貌。
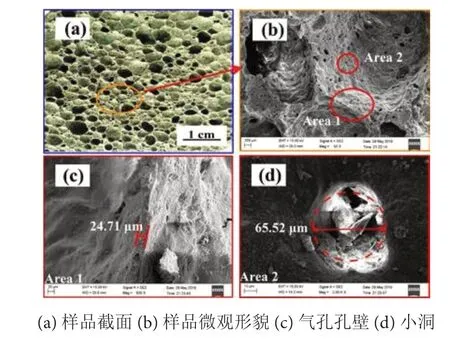
圖8 儲水泡沫陶瓷樣品SEMFig. 8 SEM of the water-retaining foam ceramic
由圖8(b)可見,材料內部氣孔呈現均勻球形。對范圍1 進行局部放大后可見材料內部氣孔壁完整,且孔壁厚度為24.71 μm 左右,良好的孔壁結構有助于保證材料的機械性能。氣孔壁表面上存在一些窗洞,窗洞直徑在+60 μm,這些窗洞的存在有助于材料快速吸收外部水分。
3 結 論
(1)隨著釩鈦磁鐵礦尾礦含量的增加,材料體積密度及抗壓強度逐漸增大,體積吸水率出現極值,材料內部平均氣孔孔徑逐漸減小。
(2)隨著發泡劑SiC 含量的增加,材料體積密度及抗壓強度逐漸降低,當SiC添加量為0.3%時,材料內部氣孔分布均勻,平均孔徑約為2.93 mm。
釩鈦磁鐵礦尾礦和廢玻璃的添加量分別為50%,外加3.0%的石英,0.3%的SiC,3.0%的Na3PO4,在1040℃下制得性能最優的儲水泡沫陶瓷,材料的體積密度為0.26 g/cm3,體積吸水率為56.5%,抗壓強度為0.68 MPa。
(3)儲水泡沫陶瓷的物相主要包括硅灰石、長石、透輝石和鈦鐵礦。