模壓成型工藝參數對CF/PEEK復合材料Ⅰ型層間斷裂韌性的影響
2020-03-17 06:39:20史如靜吳舉周劍鋒朱姝楊洋卿雪芹馬禹
高科技纖維與應用 2020年1期
史如靜,吳舉,周劍鋒,朱姝,楊洋,卿雪芹,馬禹
(1.東華大學 纖維材料改性國家重點實驗室,材料科學與工程學院,民用航空復合材料東華大學協同創新中心,上海 201620;2.上海市第一人民醫院松江南院,上海 201600;3.上海飛機制造有限公司,上海 201324)
1 引言
為了降低能耗,降低飛機的制造、運營、認證成本,碳纖維(CF)增強復合材料代替金屬開始在飛機上大量使用[1]。如今,法國Rafale中復合材料的應用占比為40%,美國的F-22、F-35和F-117A戰斗機等軍用飛機也已經大量使用復合材料[2]。除此之外,在民用飛機中復合材料也有大規模的應用,圖1顯示了復合材料在民用飛機中的應用進展[3]。
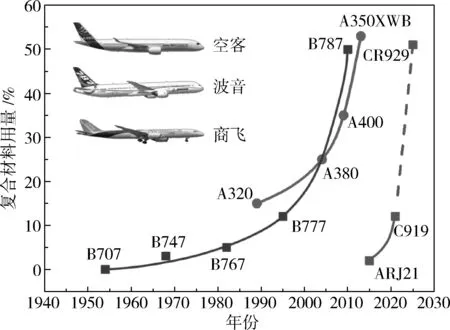
圖1 復合材料在各型號民用飛機中的應用比例與年份的關系
目前飛機用復合材料大部分為熱固性復合材料,熱塑性復合材料與熱固性復合材料相比具有更好的延伸率、耐濕熱性以及耐沖擊損傷能力,而且具有低制作成本、環境友好、可二次加工等優點可使用于承載能力要求較高且環境苛刻的場合,是當今航空航天新材料的研究重點和發展方向[4, 5]。
其中,連續碳纖維增強聚醚醚酮(CF/PEEK)復合材料是一種綜合性能優越、發展前景良好的的熱塑性復合材料。由于其優異的耐高溫性、耐磨性、耐化學腐蝕性、阻燃性、X光透過性和生物相容性,CF/PEEK不僅應用于航空航天領域,更在醫療器械領域受到極大關注[6]。尤其在國內,因受制于技術原因,CF/PEEK的應用局限性較高,醫療行業是現有應用最廣泛的市場之一,如其代替傳統的鈷鉻合金、鈦、鋼等金屬材質,作為髓內釘瞄準桿支架、遠端鎖定用瞄準架、醫療器械外固定支架等。
目前聚醚醚酮基熱塑性復合材料主要通過高溫模壓成型,模壓成型具有工藝簡單、成型速度快的優點,復合材料成型工藝參數影響復合材料性能。Fujiharaa[7]等人研究了不同成型溫度和保溫時間對復合材料彎曲性能的影響,結果表明在一定的成型溫度區間,復合材料的性能不受加工溫度和保溫時間的影響,若加工溫度過高、保溫時間過長將會降低復合材料的性能。Gao[8]等研究了降溫速率對CF/PEEK熱塑性復合材料的結晶度及界面黏合性能的影響,發現隨冷卻速率的增加,其界面結合強度降低,拉伸強度和彈性模量也下降;而延展性由于受結晶度和球晶尺寸的顯著影響,其隨冷卻速率的增加而增加,例如快速冷卻的試樣中結晶度較低,富含無定形區,復合材料的塑性屈服應變大。
本文通過模壓成型制備CF/PEEK復合材料層合板,考察模壓成型溫度、壓力以及降溫速率等工藝參數對CF/PEEK復合材料Ⅰ型層間斷裂韌性(GIC)的影響規律,通過掃描電鏡表征復合材料撕裂面的微觀形貌,分析材料失效模式。
2 實驗部分
2.1 實驗原料
碳纖維織物(3K-T300-平紋),由日本東麗工業公司生產;PEEK薄膜(1000-300 G),厚度約300 μm,由美國威格斯公司提供;聚酰亞胺薄膜(PI),購于深圳市昌達盛電子有限公司;丙酮,購于上海凌峰化學試劑有限公司;高溫脫模劑,購于肯天化工(上海)有限公司。
2.2 連續碳纖維增強聚醚醚酮復合材料板的制備
首先將平紋碳纖維織物置于盛有丙酮的回流反應器中,對原始碳纖維進行去漿處理。按照模具尺寸裁剪大小合適的碳纖維布及PEEK薄膜,在上下模板及PI薄膜表面涂抹高溫脫模劑,靠近上下模板為PI薄膜,如圖2所示。PEEK薄膜和碳纖維布交替鋪放在模具中,利用高溫真空熱壓機進行模壓成型制備厚度為2 mm的CF/PEEK復合材料板。成型工藝參數如圖3所示。
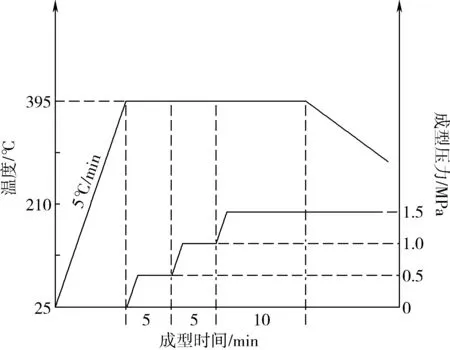
圖3 CF/PEEK復合材料層合板的成型工藝參數設置
2.3 Ⅰ型層間斷裂韌性樣品的制備
在兩塊2 mm厚的CF/PEEK復合材料板中間鋪放一層0.075 mm厚的PI薄膜,根據表1工藝參數對復合材料板進行二次成型,制備用作Ⅰ型層間斷裂韌性測試的CF/PEEK復合材料板。
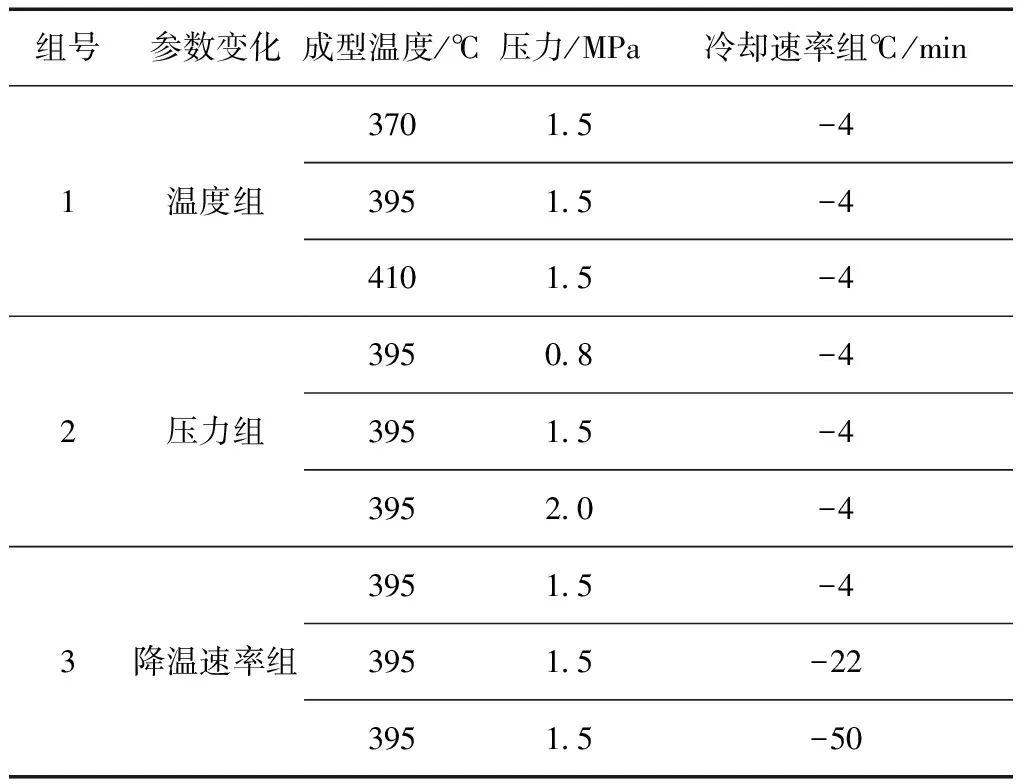
表1 GIC工藝參數試驗矩陣
2.4 性能表征
根據ASTM D5528測試標準,利用Instron微機控制電子萬能試驗機測試復合材料板的Ⅰ型層間斷裂韌性,如圖4所示樣條尺寸為145 mm×22 mm,預裂紋長度為50 mm,其中在56~60 mm、100~105 mm兩階段每隔1 mm記錄一次載荷-位移值,在60~100 mm間每隔5 mm記錄一次載荷-位移值,共記錄18個裂紋擴展位置數據;利用Hitachi S-300N掃描電鏡拍攝復合材料板的撕裂面;利用日本OLYMPU公司的熱臺偏光顯微鏡觀察PEEK的結晶結構。
圖4 Ⅰ型層間斷裂韌性測試示意圖
3 結果與討論
3.1 成型溫度對CF/PEEK復合材料板GIC的影響
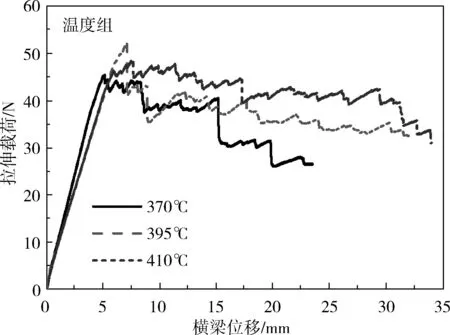
圖5 不同成型溫度下CF/PEEK復合材料板GIC測試失效曲線
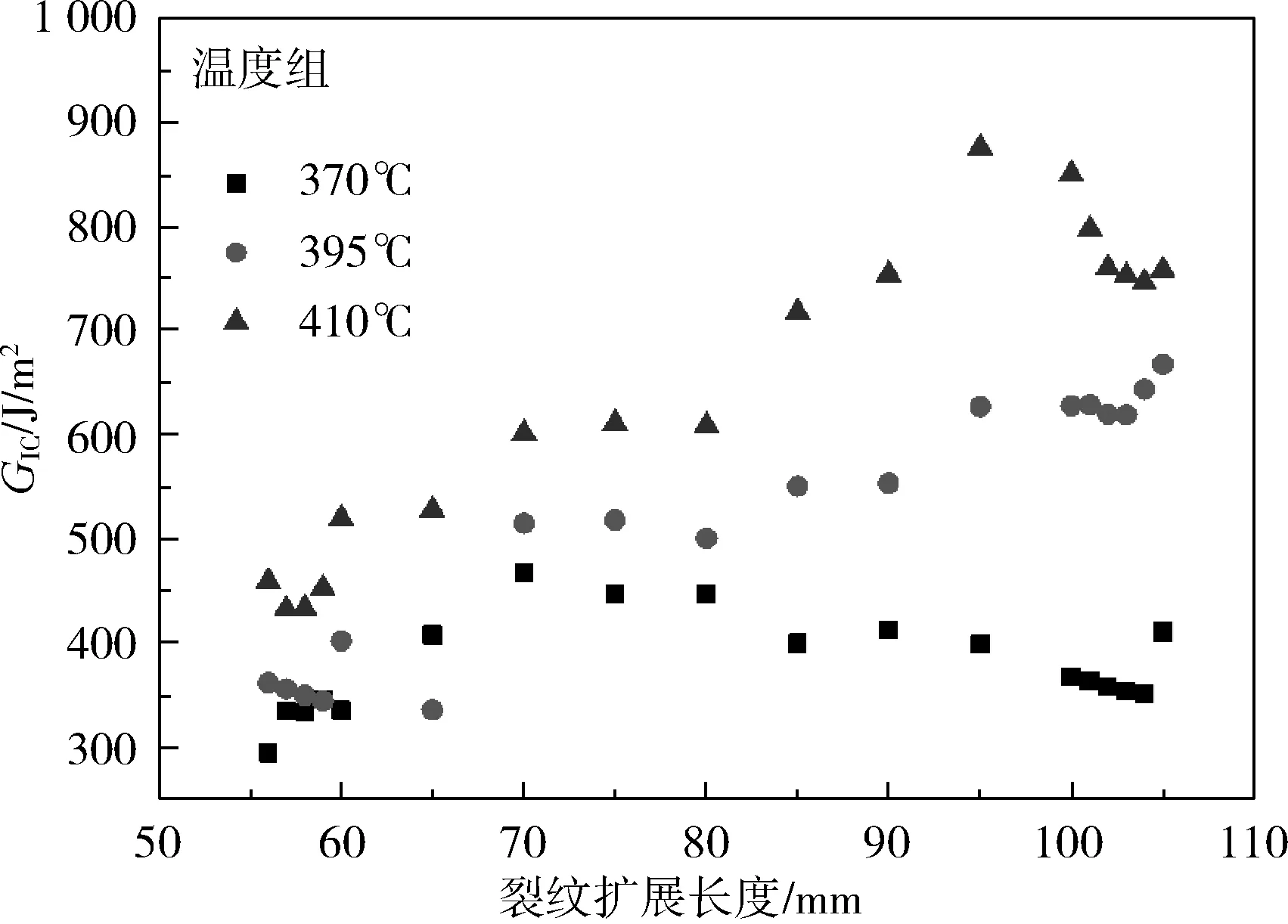
圖6 不同成型溫度下CF/PEEK復合材料板GIC裂紋擴展曲線
圖5和圖6為不同成型溫度時復合材料板GIC測試失效歷程,結果表明,裂紋擴展長度相同時,復合材料板成型溫度越高,復合材料板層間界面被破壞需要的載荷越大。低溫條件下,PEEK樹脂基體分子鏈段運動受阻,需要較高能量來克服鏈段間的運動,表現為樹脂黏度大,流動性差,纖維和樹脂基體間難以完全浸潤,復合材料的界面粘結性能差;然而高溫條件下,PEEK分子鏈段運動劇烈,黏度變低,更有利于樹脂流動浸潤到纖維絲束內部,充分浸潤并包裹在碳纖維表面,有利于纖維和樹脂間的界面結合,提高CF/PEEK復合材料的界面性能。
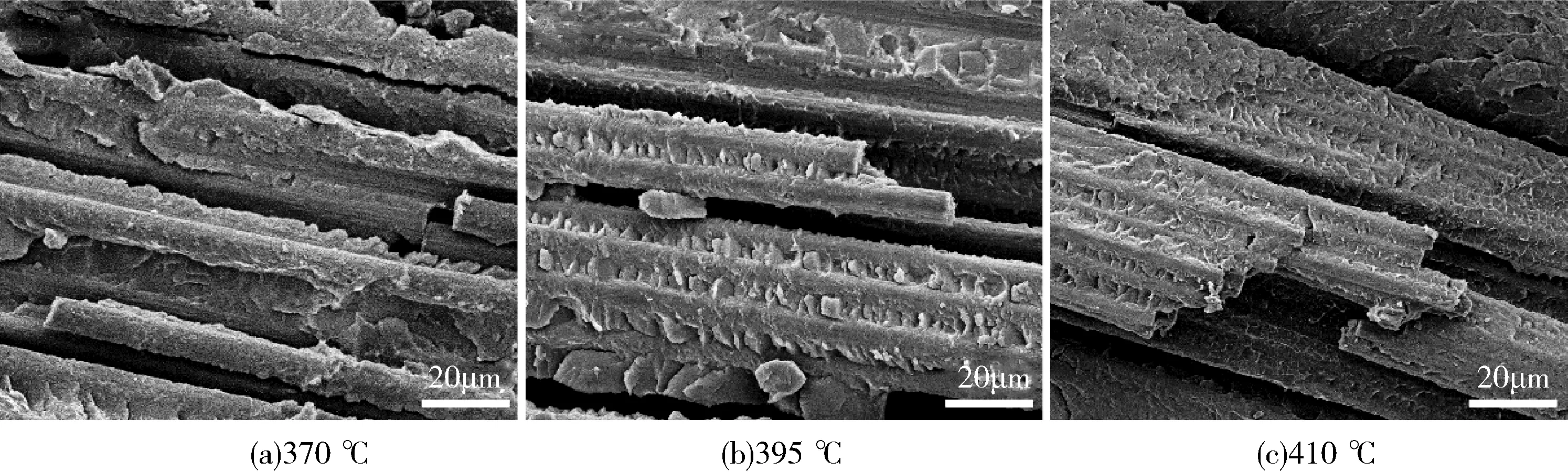
圖7 不同成型溫度下CF/PEEK復合材料板GIC樣品撕裂面SEM圖片:
GIC測試后的復合材料的斷裂表面通過SEM觀察(圖7),當CF/PEEK復合材料板成型溫度為370 ℃時,纖維和樹脂基體間存在大量間隙,纖維從環氧樹脂基體中脫粘,且CF表面上樹脂殘留較少。該證據表明,CF與PEEK基體之間的浸潤性較差,在較低載荷下就能破壞復合材料板的界面;隨著成型溫度的升高,纖維表面開始有大量樹脂殘留(圖8),纖維-樹脂基體間的間隙逐漸消失,這是由于高溫下纖維-樹脂間界面粘合作用得到了改善,相鄰的纖維通過周圍PEEK樹脂基體結合緊密地組裝成束,抑制了纖維脫粘現象,破壞復合材料界面時需要更多的能量。結果表明,較高的成型溫度有利于樹脂的流動,可提高復合材料的Ⅰ型層間斷裂韌性(GIC)。

圖8 復合材料撕裂面的破壞方式示意圖
3.2 成型壓力對CF/PEEK復合材料板GIC的影響
不同模壓成型壓力制備的CF/PEEK復合材料樣品的Ⅰ型層間斷裂測試失效曲線和裂紋擴展曲線分別如圖9和圖10。在樣品發生撕裂前,預埋開口在拉伸方向的長度隨著橫梁位移增加,載荷先呈現一段線性遞增;撕裂開始后,呈鋸齒形逐漸下降,因為連接部分面積不斷減少。計算出的Ⅰ型層間斷裂韌性在裂紋擴展中后期存在一段相對穩定的數據范圍,可作為對材料韌性及層間性能的定性判據。隨著成型壓力的升高,復合材料撕裂所需要的載荷及Ⅰ型層間斷裂韌性先增大后降低。即在極低和極高成型壓力下,CF/PEEK復合材料的Ⅰ型層間斷裂韌性相對較低,而在壓力適中時更高。

圖9 不同成型壓力下CF/PEEK復合材料板GIC測試失效曲線
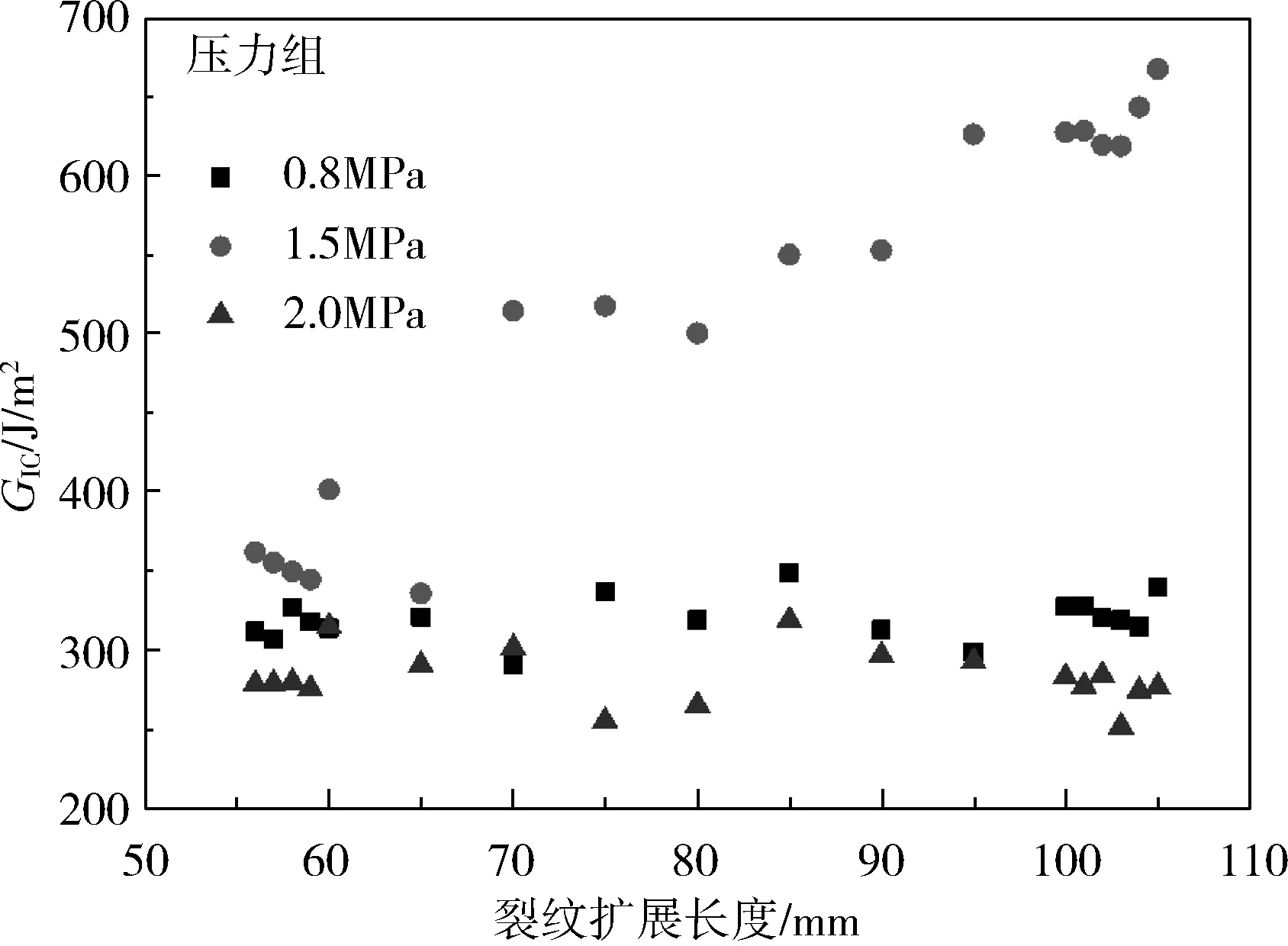
圖10 不同成型壓力下CF/PEEK復合材料板GIC裂紋擴展曲線
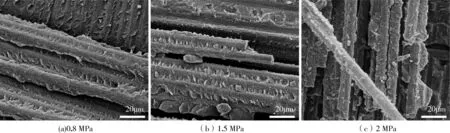
圖11 不同成型壓力下CF/PEEK復合材料板GIC樣品撕裂面SEM圖片
通過對斷面形貌的觀察可以討論壓力參數對Ⅰ型層間斷裂韌性的影響機制。GIC測試后的復合材料撕裂面的掃描電鏡照片如圖11所示。成型壓力為0.8MPa時,如圖11(a)所示,碳纖維集束性較差,即斷裂后保持完整的絲束中所含纖維數量較少;部分界面破壞,碳纖維表面殘留少量樹脂。隨著成型壓力增加,如圖11(b)所示,碳纖維表面完全被樹脂基體包裹,樹脂將大量碳纖維粘結成束。然而當成型壓力過大時,纖維絲束內樹脂量減少,集束性反而變差[圖11(c)]。
造成上述結果的原因如下。壓力場誘導樹脂基體的分子鏈發生運動。在低成型壓力下,樹脂基體分子剪切應力較小,分子鏈段運動不充足,樹脂與碳纖維的浸潤不良,界面相互作用較弱,在外力作用下容易發生界面破壞。當成型壓力過大時,雖然樹脂基體的分子鏈運動充分,但在上下模具的擠壓作用下,其面臨兩個方向的運動競爭:向碳纖維織物中的絲束內部滲透,或者從模具的縫隙中被擠出至模具外部。由于一部分樹脂被擠出,導致復合材料板的樹脂含量降低,受到層間外力時容易被撕裂。因此,選擇適中的模壓成型壓力,使樹脂基體充分浸潤纖維,同時保持一定的樹脂含量,CF/PEEK復合材料呈現出較高的Ⅰ型層間斷裂韌性。
3.3 降溫速率對CF/PEEK復合材料板GIC的影響
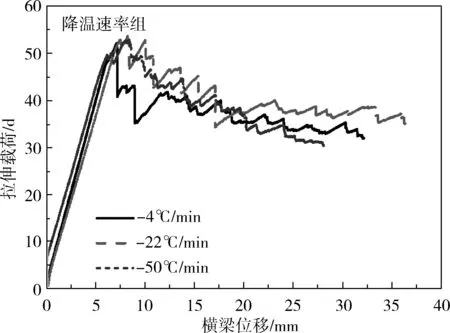
圖12 不同成型壓力下CF/PEEK復合材料板GIC測試失效曲線
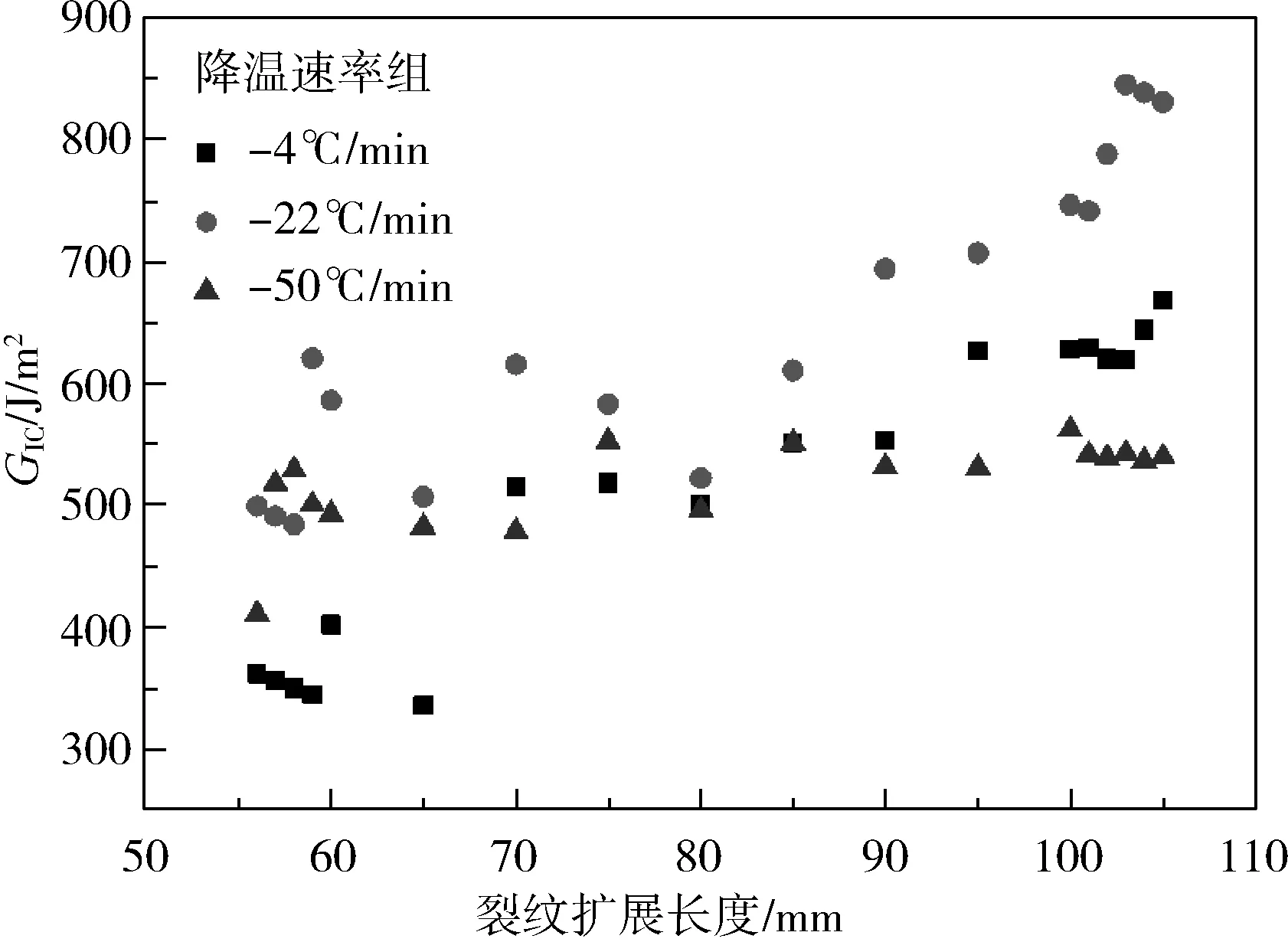
圖13 不同成型壓力下CF/PEEK復合材料板GIC裂紋擴展曲線
不同降溫速率下制備CF/PEEK復合材料的Ⅰ型層間斷裂韌性測試曲線如圖12、圖13所示。這些材料在層間撕裂過程中的拉伸載荷隨開口尺寸的變化趨勢非常接近,但計算所得的Ⅰ型層間斷裂韌性有所差異。隨著降溫速率的增加,在撕裂過程的中后期(穩定期)表現出的GIC先增大后減小。這是因為,盡管不同降溫速率樣品在撕裂過程中的載荷相近,但裂紋擴展速率不一致。降溫速率主要影響PEEK基體的結晶結構,從而影響復合材料的韌性。快速降溫時,PEEK結晶形成的球晶尺寸小且結晶度低[9],無定形區占比增加。在Ⅰ型層間斷裂韌性測試這類緩慢的外力作用下,無定形區的分子鏈段更易屈服,可以吸收更多能量,復合材料的韌性更好。因此,當降溫速率從4 ℃/min提高至22 ℃/min時,材料的GIC有所增大。但這難以解釋降溫速率進一步提高至50 ℃/min時,材料的GIC反而降低的原因。
為揭示上述矛盾,采用SEM觀察CF/PEEK復合材料板撕裂面,如圖14所示。發現降溫速率為-4 ℃/min和-22 ℃/min 的樣品撕裂面形貌相近,但-50 ℃/min降溫的復合材料撕裂面中,碳纖維表面殘留樹脂量變少,纖維集束性變差,相鄰纖維相互分離,且斷裂形式中出現界面破壞。我們推測,這是由于降溫速率過大,PEEK樹脂基體與碳纖維的熱膨脹系數相差較大,界面處的分子鏈段來不及松弛,引入較大的內應力[10]。在外力作用下,界面更容易被破壞。
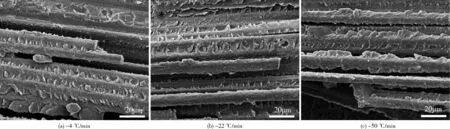
圖14 不同降溫速率下CF/PEEK復合材料板GIC樣品撕裂面SEM圖片
4 結論
成型溫度、壓力和降溫速率等模壓成型工藝參數均影響CF/PEEK復合材料的Ⅰ型層間斷裂行為。當成型溫度較高時,分子鏈段運動能力較強,黏度較低,容易充分浸潤絲束,有利于提高復合材料板的Ⅰ型層間斷裂韌性;適中的成型壓力,可以保證PEEK基體的分子鏈段充分運動,而又不會被大量擠出模具,促使基體樹脂對碳纖維絲束內部實現良好的浸潤,復合材料的Ⅰ型層間斷裂韌性較高;適當提高降溫速率,有利于提高Ⅰ型層間斷裂韌性,但降溫速率過高時會在纖維-基體界面附近引入較大的內應力,導致復合材料GIC反而下降。在本論文的實驗范圍內,當溫度、壓力和降溫速率分別約為410 ℃、1.5 MPa和-22 ℃/min時,CF/PEEK復合材料表現出相對較高的Ⅰ型層間斷裂韌性。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國塑料(2016年6期)2016-06-27 06:34:16
新聞傳播(2015年11期)2015-07-18 11:15:04
