
提高圓柱形復合材料螺旋單元一次交檢合格率
2020-03-23 06:06:03李奇輝房曉斌潘嘉寧
價值工程 2020年5期
李奇輝 房曉斌 潘嘉寧

摘要:螺旋單元是導電性良好的金屬導體在載體介質筒上繞制而成,其為回轉體結構,加工難度很大,產品一次交檢合格率較低,QC小組利用魚刺圖法確認了末端原因,對影響產品合格率的因素進行分析,逐一制定糾正措施,各項措施按計劃執行,最終產品合格率提高至100%。
Abstract: The spiral unit is a metal conductor with a good conductivity wound on a carrier dielectric tube. It is a rotator structure, which is difficult to process and the product has a low pass rate of one inspection. The QC team confirmed the end reasons by using the fishbone diagram method, analyzed the factors that affect the product qualification rate, formulated corrective measures one by one, and implemented all measures in accordance with the plan. The final product qualification rate is increased to 100%.
關鍵詞:螺旋單元;回轉體;一次交檢合格率
Key words: spiral unit;rotator;pass rate of one inspection
中圖分類號:TH112.6? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1006-4311(2020)05-0171-02
1? QC小組概況
螺旋單元質量提升QC小組成立于2018年3月,本次QC小組活動承擔的課題是提高圓柱形復合材料螺旋單元的一次交檢合格率,屬于攻關型團隊。小組成員多年從事復合材料生產工作,其中高級工程師2人、工程師3人、高級技師2人、技師2人、檢驗工1人,團隊具有豐富的工藝技術經驗和技能水平。
2? 產品介紹
圓柱形復合材料螺旋單元[1]由金屬銅箔在玻璃鋼介質筒上繞制而成,玻璃布介質筒為圓柱形,螺旋介質筒和銅箔之間采用玻璃布預浸料連接,連接端頭位置采用鉚釘鉚接。螺旋單元加工精度要求很高,螺旋介質筒壁厚為4mm,銅箔鋪貼螺距尺寸公差±0.5mm。其結構如圖1所示。
螺旋單元加工成型后存在較多質量問題:①介質筒壁表面質量差,固化后在介質筒內壁表面易出現貧膠問題,介質筒外表面易出現褶皺、貧膠等缺陷;②加工精度不高,易出現筒壁厚度、螺距尺寸超差;③螺旋銅箔局部存在過切問題。最終產品交付合格率不足30%,如何提高產品質量已成為非常迫切的問題。
3? 目標設定及可行性分析
3.1 確定目標
QC小組目標設定為解決使用傳統真空袋/熱壓罐成型法介質筒壁表面質量差,易出現褶皺、貧膠問題;螺旋單元加工精度不高,筒壁厚度、螺距尺寸超差;螺旋銅箔局部過切問題,將原來產品合格率不足30%,提高至80%以上。
3.2 可行性分析
近年來,復合材料在我國航空、航天領域得到廣泛應用[2~3],復材加工技術也得到飛速的發展,新的工藝方法不斷涌現,數控加工技術在復材加工領域不斷應用,產品加工精度持續提高,這些都為圓柱形復合材料螺旋單元質量的提高提供了可能。
4? 因素確認
QC小組成員從人員、材料、環境、工藝方法、工裝/設備、測量6個方面對圓柱形復合材料螺旋單元加工質量問題進行了分析,見圖2。
針對各因素逐項進行了確認,明確了主要影響因素,見表1。
5? 對策制定
小組成員從不同角度全面分析了原因,從要因判斷中根據“5Why”原則分析、研究、制定了相應的對策(見表2)。
6? 實施對策
【實施一】優化預浸料鋪貼方法
為改進介質筒壁貧膠問題,對介質筒鋪貼成型方法進行優化:首先在成型模上鋪貼5層預浸料,第一層要求搭接,搭接寬度13~25mm,其他鋪層要求對接,每層鋪貼后要求進行真空壓實。鋪貼完成后不制真空袋,使用可接觸的壓敏膠帶在外層纏繞一圈,后進行固化。去除壓敏膠帶并對表面進行打磨清理,再鋪貼剩余鋪層,同樣要求每層進行真空壓實,纏繞壓敏膠帶后制軟袋子,在熱壓罐中進行固化。
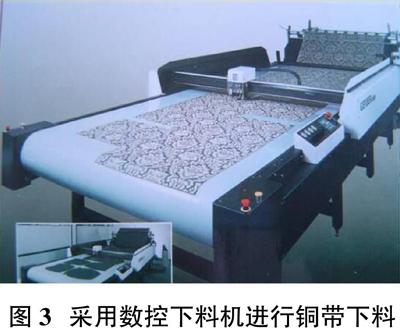
【實施二】優化銅箔下料程序
螺旋單元銅帶使用數控下料機下料(見圖3),下料前銅箔兩面鋪貼玻璃布,便于銅帶在下料機上的吸附。原有下料程序從節省用料和提高下料效率的角度考慮,下料程序編制時兩條螺旋線共用了一條切割邊,在螺旋線拐角處,下料刀易于發生過切現象,導致相鄰螺旋銅帶相應位置會出現過切豁口。
針對螺旋端頭過切問題,優化螺旋單元銅帶下料程序,進行銅帶下料試驗,在綜合考慮銅帶邊緣質量以及材料使用率的情況下,對下料程序進行優化,排料時在兩條銅帶間留出5mm間隔,數控下料后銅帶無過切現象,銅帶寬度、邊緣質量符合設計要求。
7? 效果檢查
QC小組分別對2017年8月~2018年12月、2019年1月~2019年6月圓柱形復合材料螺旋單元的加工質量進行對比,見表3。
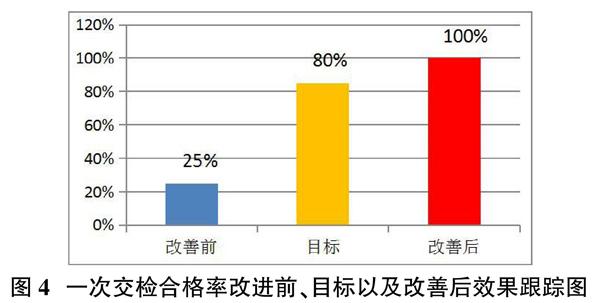
本項技術解決了傳統真空袋/熱壓罐成型工藝方法螺旋單元加工精度不高,介質筒內壁脫粘、貧膠,外表面褶皺、貧膠等表面質量缺陷。目前,該型號圓柱型螺旋單元已經交付24個,均滿足設計要求,各項測試數據滿足要求,產品一次交檢合格率提高到100%,見圖4。
8? 總結與下一步計劃
通過此次活動,QC小組實現了提高螺旋單元一次交檢合格率的目標,小組成員的各項素質均得到了顯著的提升,項目管理水平得到了提高,小組成員間的協調配合能力、問題分析和解決能力顯著增強,創新意識、團隊精神、質量意識及QC質量工具運用技巧均比以前有所提高。
參考文獻:
[1]楊放,張明,郭陳江,等.一種應用于衛星通信地面站的新型單臂螺旋天線及其陣列的研究[J].電訊技術,2016(2):115-118.
[2]蘇云洪,劉秀娟,楊永志.復合材料在航空航天中的應用[J].工程與試驗,2008,30(4):36-38.
[3]王恩青,張斌.復合材料在航空航天中的發展現狀和未來展望[J].科技信息,2011,28(33):290.
