發動機外購鑄件的質量控制
2020-03-24 08:47:55夏萬芝
科技創新與應用 2020年9期
關鍵詞:質量控制
夏萬芝
摘? 要:鑄件質量影響整個發動機的內在和外在,隨著各主機廠對發動機質量要求不斷提高,排放標準不斷升級,輕量化需求不斷拉動以及鑄造面臨的環保問題、能耗問題等,外購鑄件質量需要更深入、更精細的管理,從進廠檢驗、裝試、零公里、售后故障等針對不同的質量問題進行原因分析、措施制定整改、效果驗證。
關鍵詞:鑄鐵件;鑄鋁件;質量控制
中圖分類號:TU7? ? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)09-0113-02
Abstract: The quality of castings affects the internal and external parts of the whole engine. With the continuous improvement of engine quality requirements of main engine factories, the upgrading of emission standards, the continuous driving of lightweight demand, the environmental protection and energy consumption problems faced by casting, etc., the quality of purchased castings needs more in-depth and finer management. This paper analyzes the causes, formulate measures and verify the effect of different quality problems in terms of incoming inspection, assembly test, zero kilometer, after-sale failure and so on.
Keywords: iron castings; aluminum castings; quality control
目前云內發動機鑄件除缸體、缸蓋兩大件屬自制,其余所有中小鑄件(如殼體類、齒輪室類、支架類、進排氣管類等)都通過外購滿足裝機需求,由于鑄鐵件制造行業進入的門檻較低,部分供應商在鑄造環節從鐵水熔煉、造型、制芯、清理都缺乏規模化、專業化、高效化生產,工藝設備與管理水平參差不齊,機加工的加工設備、工藝工裝、檢測設備達不到要求。隨著近兩年云內輕量化不斷推進,鑄鐵件已實現批量切換成鑄鋁件,目前除非道路等一些項目,飛輪殼類、齒輪室類、支架類等大部分已實現輕量化,鑄鋁件質量輕,如:D30飛輪殼鑄鐵件為20kg,輕量化鋁件僅7.6kg,無論從外觀、性能、機加工的一致性和穩定性及產能都大大提升。針對目前鑄鐵件和鑄鋁件存在的較為典型的幾類質量問題,從進廠檢驗-現場裝試-零公里-售后進行分析。
1 鑄件質量控制過程
1.1 進廠檢驗和裝試
鑄件進廠檢驗主要涉及鑄造、機加工。目前鑄件相關的質量問題典型的有三大類:機械性能不合格(通常抗拉強度不合格),氣孔(砂孔)、裂紋,機加工由于各供應商的設備保證、工藝控制、檢驗手段及檢測設備保證能力差別較大,同一產品不同供方對尺寸、形位公差的控制存在差異,但部分非關鍵尺寸在許可范圍內對裝試不會造成影響。現場裝試過程質量問題點較為分散,較共性的質量有以下幾類:三漏問題、外觀質量不達標、裂紋(特別是如鏈條式罩蓋等薄壁件)、氣孔。
1.1.1 抗拉強度控制
鑄件進廠檢驗按批次進行機械性能抽檢,鑄鐵件和鑄鋁件抽檢都存在抗拉強度偏低的情況,直接導致批量報廢,特別是鑄鋁件開發初期各供應商都普遍存在抗拉強度低的問題,目前云內鑄鐵件主要牌號為HT250和HT300,鑄鋁件主要牌號A380和ADC12,部分供應商習慣于用單鑄試棒抗拉強度作為毛坯驗收的依據,很少對鑄件本體性能進行試棒抗拉強度檢測,實際上以我個人經驗,單鑄試棒抗拉強度與本體試棒抗拉強度非線性關系,近一年來,通過督促供應商不斷整改,目前已趨于穩定。
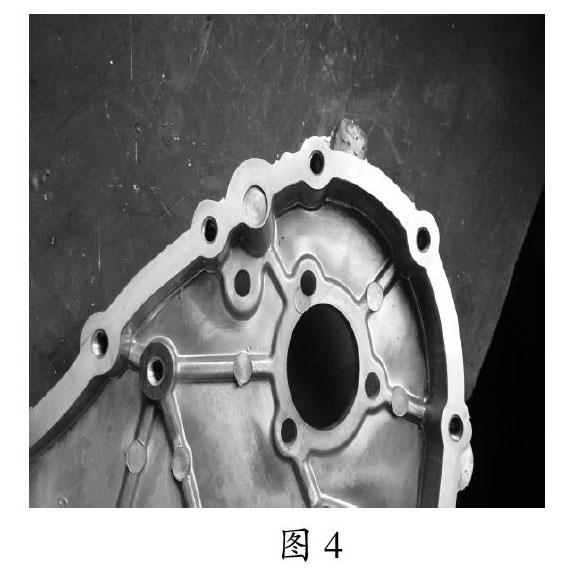
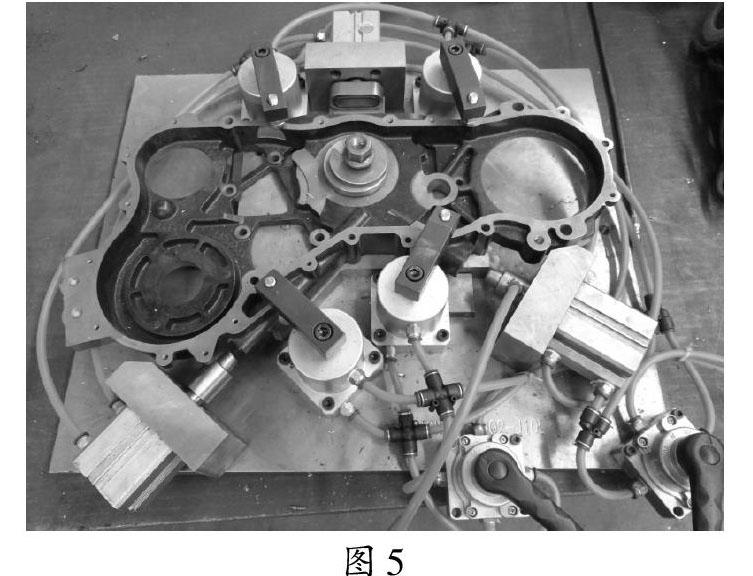
1.1.2 氣孔控制
氣孔缺陷在進廠檢驗和現場裝試經常發生,通常需要全檢,云內對氣孔的位置、大小已根據實際情況進行標準制定,供應商參照云內標準對氣孔進行控制,鑄鐵件氣孔表現多為分散型、鑄鋁件氣孔表現多為密集型針孔。
1.1.3 裂紋控制
裂紋主要針對薄壁件,特別是鏈輪室蓋裂紋,往往三漏的產生一部分就是裂紋造成的,通常以下幾個環節都可能導致裂紋:人工敲擊澆冒口,清理拋丸過程中擺放方式不正確容易造成裂紋,產品變形后人工校正整形過程中敲裂,另外,供應商發貨物流轉運、倉庫堆碼流轉、生產現場轉運都有可能導致裂紋的產生,杜絕裂紋產生難度較大,要求供應商及云內生產現場加強控制才能減少問題的發生。
1.1.4 三漏控制
三漏問題一直是外購鑄件老生常談的問題,氣孔、砂眼、裂紋等都有可能導致三漏,主要表現在試車、零公里和售后故障,三漏返修成本高,質量損失大,針對三漏問題加大對供應商考核力度和加強內部監控的同時,督促供應商重視試漏工序,完善試漏工裝。目前,所有供應商都經云內確認試漏工裝(如圖5),三漏項次已明顯減少。
1.1.5 外觀質量控制
隨著各大主機廠對外觀質量要求不斷提高,鑄件磕碰露底、銹蝕油污,色差較大,毛刺飛邊、鑄鋁件霉斑等都成為控制重點,只有各個環節加強控制,才能很好解決外觀質量問題。
1.2 零公里和售后
鑄件在零公里和售后出現的項次較少,主要是個別飛輪殼類在主機廠與變速箱連接尺寸漏加工、攻深不夠,螺孔錯位裝不上,支架類偶爾干涉。
2 結束語
伴隨著發動機鑄造業規模化、專業化、精確化、綠色化、智能化的發展,也給鑄件質量提出新的要求,鑄件的質量管理是一個循序漸進的過程,提高鑄件的一致性和穩定性是提升發動機質量的重要組成部分。
參考文獻:
[1]賈丹楓.論鑄造工藝中出現的缺陷及質量控制[J].文摘版:工程技術,2015(46):22-23.
[2]樊自田,吳和保,董選普.鑄造質量控制應用技術[M].機械工業出版社,2015:12-14.
[3]陳鈺傳,于以鵬.鑄造工藝常見的問題及質量控制分析[J].軍民兩用技術與產品,2016(12):265.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33