提高白沙(硬)煙支重量穩定性
2020-03-24 02:47:48王志勝馮雪高輝王興梅房婷婷陳廣文
科學導報·學術 2020年60期
王志勝 馮雪 高輝 王興梅 房婷婷 陳廣文
【摘?要】減少煙支單支重量波動,提高煙支重量的過程能力,可以為穩定煙支吸阻、感官質量奠定基礎,保證煙支吸食品質的穩定性。煙支重量標準偏差下降到21.5mg以內,單箱煙絲消耗減少,原輔材料損耗降低,提高經濟效益。通過分析6#機組煙支重量情況,白沙(硬)煙支重量均值由0.884g達到為0.878g,煙支重量標準偏差由0.0230g降低到0.021g左右,使白沙(硬)煙支重量整體控制水平較好,重量標準偏差波動減小,煙支重量控制精度滿足要求,此次研究提高了白沙(硬)煙支重量的穩定性。
【關鍵詞】白沙(硬);重量;穩定性
引言
當前,我廠卷包車間生產白沙(硬)煙支重量控制較差,重量標準偏差波動較大,隨著國家局對工藝規范重新進行修訂,其中對煙支重量標準偏差提出了更加嚴格的標準,要求卷煙重量的標準偏差≤21mg,白沙(硬)煙支重量控制還不能滿足要求,因此,提高白沙(硬)煙支重量的穩定性具有重要的現實意義。此次研究方案全面分析影響白沙(硬)煙支重量控制主要因素,并對各因素進行有效改進,提高了白沙(硬)煙支重量的穩定性。
1 界定原理
統計不同機組2016年8月份到2017年1月份卷制的白沙(硬)煙支重量的過程能力,生產白沙(硬)卷煙時,以8#機組波動稍小,7#機組煙支重量控制最差,6#機組波動較大,白沙(硬)煙支重量的整體過程能力偏低。根據生產計劃安排,當前主要由6#機組負責生產白沙(硬),不同月份該機組生產白沙(硬)過程能力波動較大,因此,選取該機組進行研究,統計發現6#機組生產的白沙(硬)煙支重量均值穩定在0.884g,煙支重量標準偏差在0.023g左右,距離控制要求還有較大差距。
2 測量模型搭建
根據現狀分析,煙支重量整體偏重,從人、機、料、法、環進行綜合考慮,找到影響煙支重量的因子進行魚骨圖分析,找到末端因素。
3 分析建模
對關鍵因子的數據進行統計分析,逐條分析上述六件因素如下:
3.1 煙舌、鏟角調整位置
煙舌、大小壓板對煙支圓周有直接的影響,從而造成煙支重量的變化,通過調整卷煙機大、小壓板位置,間接調整鏟腳出口高度、煙舌入口高度以及煙舌出口高度,其中大壓板的距離為煙支直徑加0.2mm(7.7+0.2=7.9mm)。
3.2 大、小風機壓力
VE風室與空氣噴射室在流程圖中處于相鄰工位,煙絲經過空氣噴射室除去煙絲中的煙梗,然后進入 VE 風室,正壓越大,梗簽去除越好,煙支重量控制也越好,同時,煙絲經過風室負壓作用下形成煙絲束,負壓越大,煙絲束越緊實,煙支重量越穩定。
3.3 回絲量的大小不合理
無論何種類型的卷煙機,其煙絲必須經過平準器,產生回絲量,回絲量在一定的范圍內,回絲量越大,平準器的控制精度越高,煙支重量也越穩定,但是,回絲量越大,發生吸風室堵塞的頻率也越大,而VE型喂絲機的回絲量一般為供絲量的25%-40%之間。
3.4 人為修改廢品重量上下限參數
卷煙機重量控制關鍵參數在卷煙機控制要求中有明確要求,但在生產過程,發現不同班次操作人員對廢品重量上下限參數有略微調整,為保證煙支重量更加穩定,調整不同廢品重量上下限設定數值,標準要求為±70,在實際觀察中大多數擋車工將該參數修改為±65。
3.5 人為修改目標重量參數
在實際操作過程中,操作工認為煙支重量越重,煙支重量標準偏差越小,較重的煙支可以減少煙支空頭數量,所以操作工在操作過程中有改變目標重量的現象,但是操作工對該參數進行微調,上下約為2mg,目標要求為720mg,因此,對目標重量設置單值為718mg、720mg、722mg三個水平下,取白沙(硬)煙支進行單因子方差分析,驗證不同的目標重量值是否是影響煙支重量的關鍵因子。
4 改進與控制
4.1提出改進方案
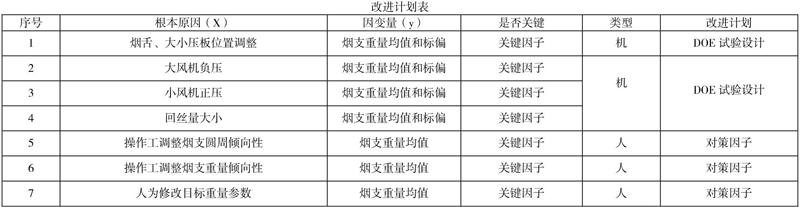
根據分析階段確認的關鍵影響因子,制定改進計劃,具體計劃如表所示:
4.2改進方案的實施
4.2.1參數因子改進方案一
根據分析階段的分析,針對鏟角、煙舌位置進行試驗設計,確定最佳的試驗方案,
由P值可知,回歸總效果顯著,彎曲不顯著說明無彎曲,由各分項的P值可知,均為顯著項,殘差圖無異常,決策系數大,說明模型有意義,模型表達方程式:變異系數= 4.34422-0.557013鏟角出口高度-0.522724煙舌入口高度+0.0673614鏟角出口高度*煙舌入口高度。
4.2.2 參數因子改進方案二
由P值可知,回歸總效果顯著,彎曲不顯著說明無彎曲,由各分項的P值可知,均為顯著項,殘差圖無明顯的喇叭形、U型或S型,即殘差圖基本正常,決策系數大,說明模型有意義,模型表達方程式:變異系數=0.232967+0.000163234大風機負壓 -5.8小風機正壓-0.447675回絲量-4.4大風機負壓*小風機正壓-3.076大風機負壓*回絲量 +0.0005小風機正壓*回絲量。
4.2.3 實施改進措施后效果驗證
取7、8月共25天6#白沙(硬)煙支重量為樣本,與測量階段數據對比,改進后,煙支重量標準偏差顯著減小,煙支重量的過程能力提高到0.92,整體過程能力達到0.93,煙支重量波動顯著減小。
4.4確定控制對象
根據確定的各關鍵因子,明確各控制對象。大、小膠輥之間的距離,平準盤之間的間隙,鏟角出口高度,煙舌入口高度,大風機負壓(除塵負壓),小風機正壓,回絲量大小,煙支重量過程能力,煙支重量均值,煙支重量標準偏差等。
4.5改進后業績水平
為驗證改進效果,對改進前后煙支重量進行統計分析,改進后煙支重量CPK由0.68提高到0.92,煙支重量均值由0.887g下降到0.878g,煙支重量標準偏差控制在21.2mg左右上下波動。
5 結論
通過改進生產工藝,使白沙(硬)煙支重量整體控制水平較好,重量標準偏差波動減小,煙支重量控制精度滿足要求,此次研究提高了白沙(硬)煙支重量的穩定性。提高了企業精細化與同質化加工水平,降低消耗,增加效益;保障產品質量,提高合作品牌加工滿意度,為下一步的新工藝標準的實施積累經驗。
參考文獻:
[1]影響煙支重量精度的因素與處理措施[J]. 劉振亞,張祥程,董勝利.?設備管理與維修. 2014(11)
[2]煙支密度與煙支重量、吸阻、硬度及標準偏差的關系[J]. 趙同林,李兵役,田興友,楊帆.?煙草科技. 2005(04)
(作者單位:山東中煙工業有限責任公司青州卷煙廠卷包車間)
