影響數控機床定位精度和重復定位精度的因素及處理方法*
2020-03-26 02:09:30張明紅許鵬飛趙彥斌李剛利
機械研究與應用 2020年1期
張明紅,許鵬飛,趙彥斌,李剛利,楊 保
(寧夏共享精密加工有限公司,寧夏 銀川 750021)
0 引 言
數控機床的定位精度是指機場各坐標軸在數控裝置的控制下運動部件所能達到目標位置的準確度。重復定位精度指在數控機床上反復運行同一程序代碼所得到的位置精度的一致度。數控機床的加工精度最終靠機床本身的精度來保證,隨著使用年限的增長,數控機床的定位精度和重復定位精度將出現不可避免的下降。我公司擁有多臺西門子數控系統系統立車、鏜銑床、龍門銑通過實際生產加工過程中,總結出影響數控機床定位精度和重復定位精度因素和處理方法,并使用雷尼紹激光干涉儀進行誤差補償,恢復機床精度。
1 影響數控機床定位精度和重復定位精度的因素及處理方法
1.1 傳動元件系統
數控機床各個坐標軸在傳動部件隨著使用年限增長會產生磨損變形及松動,如伺服電機和減速箱輸入軸之間的聯軸器磨損松動,各級傳動軸軸承損壞,長期使用的傳送帶老化,滾珠絲杠磨損致螺距超差等。傳動元件的磨損會導致數控機床的各坐標軸定位精度和重復定位精度超差。
對于數控機床傳動系統原因導致定位精度和重復定位精度超差一般出現的問題進行調整方法處理,常見的問題及處理措施具體見表1所示。
1.2 機床導軌
機床導軌對機床起導向及支撐作用,它的直線度和平面度超差同樣影響數控機床的定位精度和重復定位精度。導軌鑲條松動等都會造成數控機床定位精度和重復定位精度超差。一般處理導軌方面的問題使用調整修復的方法,常見問題及處理措施具體如表2所示。
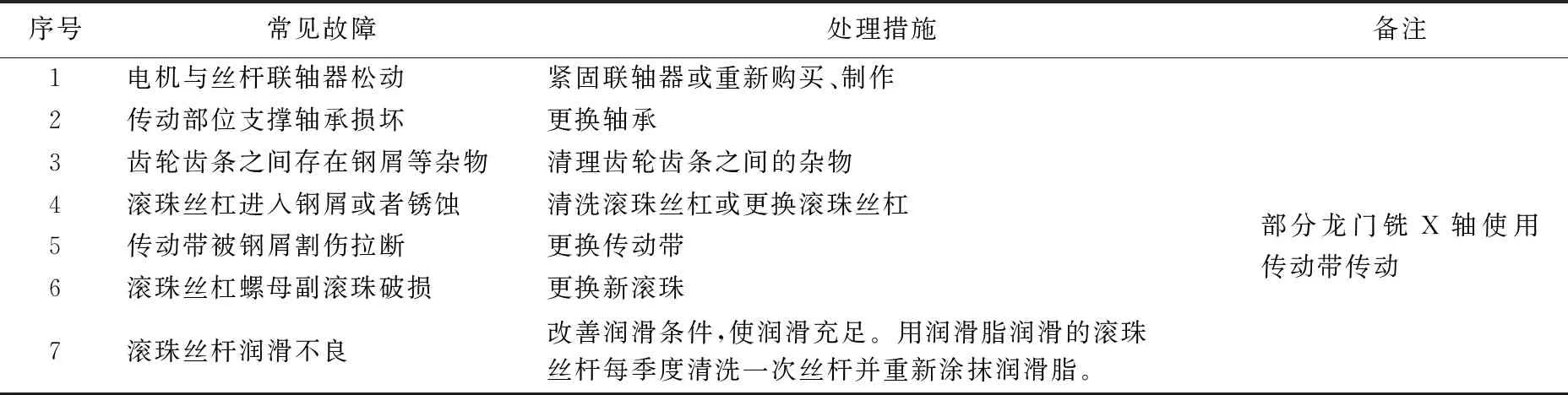
表1 常見傳動機構問題及處理措施
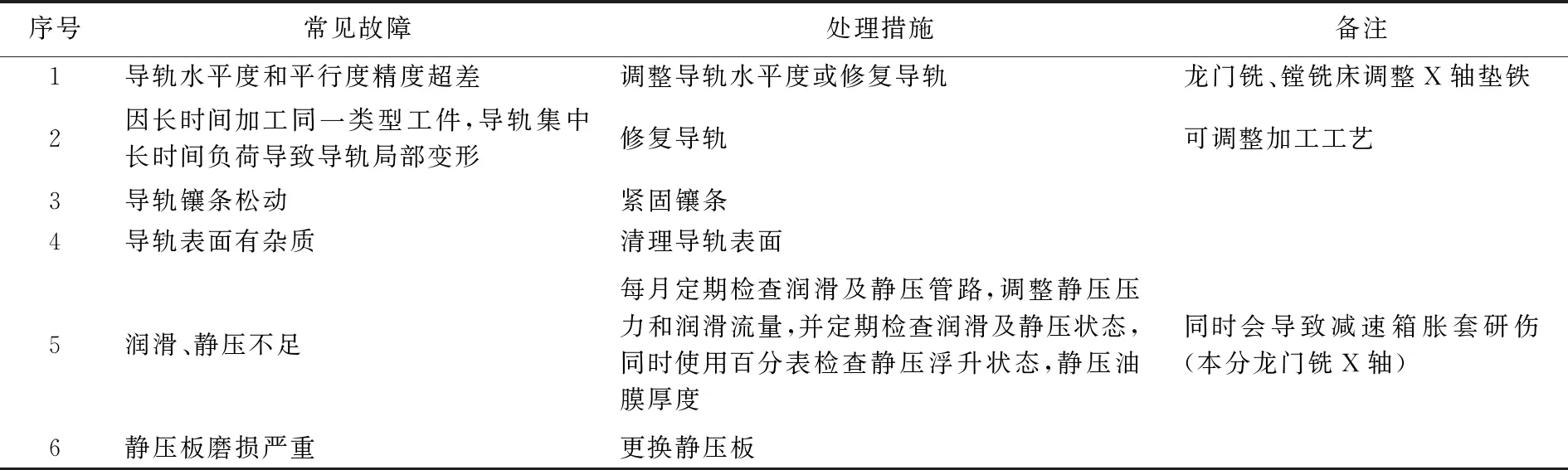
表2 常見機床導軌常見問題及處理方法
1.3 環境溫度
數控機床元件大多為金屬,在環境溫度的變化下,金屬會發生熱變形。溫度變化一般為外部而溫度變化和內部溫度變化。外部主要是車間晝夜溫差和季度變化造成的溫差。內部溫度主要是數控機床液壓系統潤滑油循環利用。數控機床潤滑油和靜壓油在循環利用中通常油溫會高達40 ℃以上,會對傳動元件造成熱膨脹效果。
處理方法:通過在機床油箱出油口處在機床油箱出油口處安裝一油冷機(可手動設置油溫,油溫保持在設定值),將油溫冷卻后輸送到機床使用,很有效降低機床自身產生的溫度,也穩定機床因溫度變化而影響機床定位精度和重復定位精度。數控機床加工大型精密工件,需要穩定的環境溫度,則需要保持室內溫度不變就需要將車間改造成恒溫車間。目前很多精密加工車間都采用恒溫恒濕車間,這樣徹底避免環境溫度變化對數控機床定位精度和重復定位精度在成影響。
1.4 反饋元件
數控機床一般有兩種反饋方式,一種為半閉環,一種為全閉環。半閉環反饋方式只有電機編碼器進行反饋電機轉速反饋至NC系統,全閉環反饋方式為電機編碼器反饋電機轉速,光柵尺反饋坐標形式的位置。通常反饋元件故障會導致數控系統定位精度和重復定位精度超差,下表總結了影響機床定位精度和重復定位精度的反饋元件常見因素及處理方法。常見的反饋元件故障及處理措施具體如表3所列。
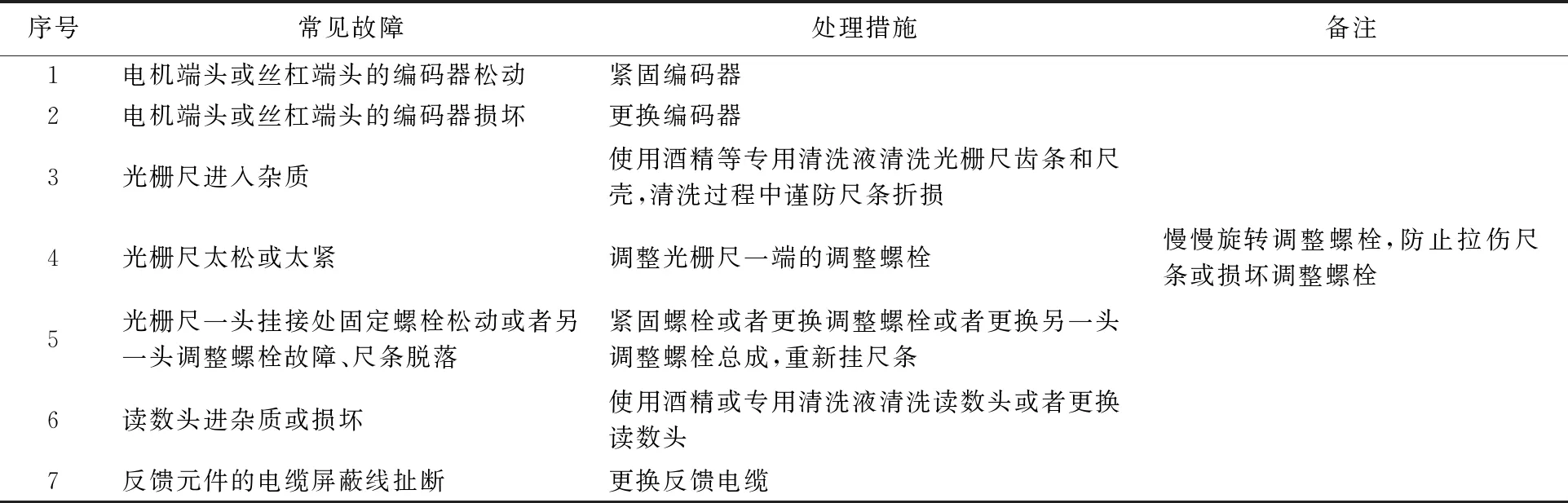
表3 反饋元件常見問題及處理方法
2 激光干涉儀線性檢測原理和補償方法
數控機床精度超差是由硬件故障引起的,通過調整修復硬件不能徹底解決數控精度超差問題。數控機床的數控系統有誤差補償功能,使用雷尼紹干涉儀采集數控機床定位精度,再利用數控系統的可編程性和智能性對機床誤差進行補償,從而達到提高機床精度的效果。
2.1 激光干涉儀誤差檢測原理
要對線性測量進行設定,使用隨附的兩個外加螺絲將其中的一個線性反射鏡安裝在分光鏡上。這個組合裝置稱為“線性干涉鏡”,它形成激光光束的參考光路。線性干涉鏡放置在XL激光頭和線性反射鏡之間的光路上。分光鏡機架上標有兩個箭頭,指示其方向,箭頭應指向兩個反射鏡,如圖1所示。

圖1 線性測量的光學設定
來自XL激光頭的光束進入線性干涉鏡,在此光束被分成兩束。一束光(稱為參考光束)被引向裝在分光鏡上的反射鏡,另一束光(測量光束)則穿過分光鏡到達第二個反射鏡。然后,兩束光都被反射回分光鏡,在此它們重新組合并被導回到激光頭,激光頭內的探測器監測兩束光之間的干涉。
在線性測量過程中,一個光學組件保持靜止不動,另一個光學組件沿線性軸移動。通過監測測量光束和參考光束之間的光路差異的變化,產生定位精度測量值(注意,它是兩個光學組件之間的差異測量值,與XL激光頭的位置無關)。此測量值可以與被測機器定位系統上的讀數比較,獲得機器的精度誤差。通常,將反射鏡設定為移動光學部件,將干涉鏡設定為靜止部件,如圖2所示。
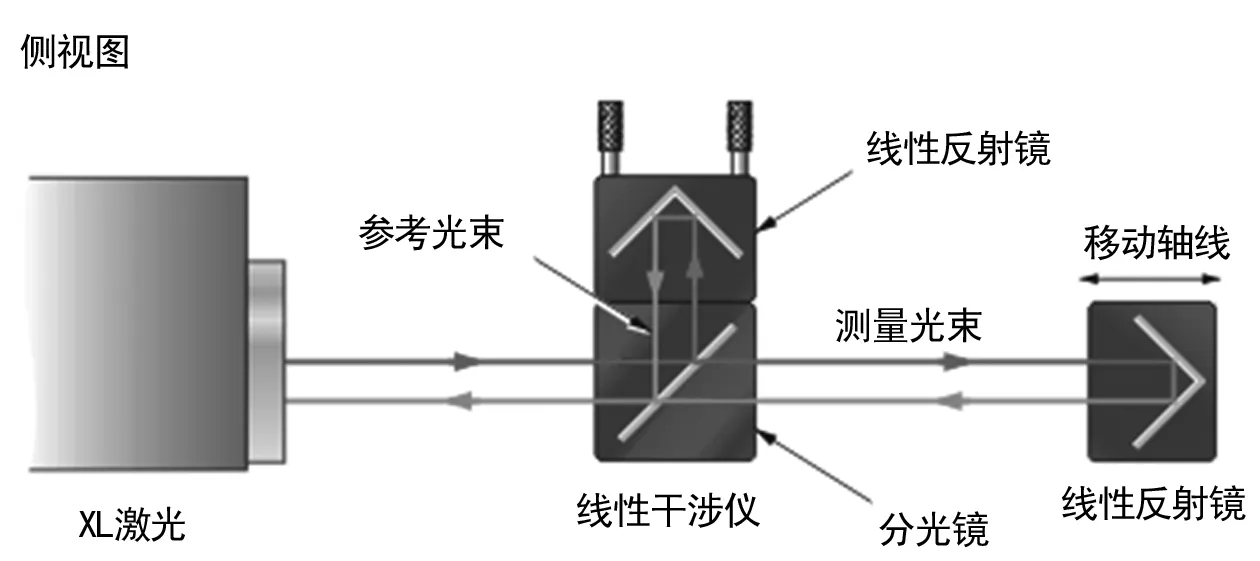
圖2 測量原理
2.2 定位精度補償方法
定位精度補償也叫螺距補償,使用激光干涉儀采集數控機床定位精度,再利用數控系統可編程性對數控機床精度進行補償。在補償的時候在機床運行導軌上區若干個等距離點(取的點越多,補償精度越高)。通過激光干涉儀采集機床實際定位位置,與設定定位位置進行比較,得出偏差距離并將其寫入補償文檔中,機床回零后下次運行時會將補償文檔數據計算在內,從而達到精度要求。補償方法有兩種,具體補償方法如下:
螺距補償和垂直補償區別在于螺距補償誤差在于按進行補償,于其有關的軸參數有兩個:①MD38000最大補償點數。②MD32700螺距誤差使能:0禁止,可以寫補償值;1使能,補償文件寫保護,并且螺距誤差補償在該軸返回參考點后才生效。
2.2.1 螺距補償方法1
系統自動生成補償文件,將補償文件傳入計算機,在PC機上編輯并輸入補償值,將補償文件再傳入系統。
(1) 修改MD38000,確定補償點數K,由于該參數系統初始值為0,所以應根據需要先設該參數。但要注意修改MD38000會引起NCK內存的重新分配,導致機床數據丟失,因此要提前做好數據備份。(零件程序、R參數、刀具參數、驅動數據)。
(2) 利用準備好的調試電纜將計算機和數控系統連接起來。在PC機中啟動WinPCIN軟件,選擇“文本”通訊方式,然后選擇接收數據。進入數控系統的通訊畫面,設定相應的通訊參數,并選擇其中的“絲杠誤差補償”,將誤差補償文件輸出。
(3) 用激光干涉儀采集每一點的誤差,編輯到PC機的補償文件中,并保存。將編輯好的補償文件再通過WinPCIN軟件傳回數控系統中。
(4) 設定軸參數MD32700=1,NCKReset,,然后返回參考點,補償值生效。
2.2.2 螺距補償方法2
系統自動生成補償文件,將補償文件格式改為加工程序,通過OP單元將補償值輸進該程序,運行該零件程序既可將補償值寫入系統,以后補償可直接在此補償文件中補償,不需要傳到PC。
(1) 同方法一,將補償文件由840D系統傳輸到計算機上,編輯補償文件,修改文件頭和文件尾,如將文件頭修改為“%_N_BUCHANG_MPF;$PATH=/_N_MPF_DIR”,文件尾必須修改為M02。這樣補償文件修改為加工程序格式。
(2) 將修改過的文件通過WinPCIN軟件傳回
840D系統中。這時在加工程序的目錄中可以看到名為“BUCHANG”的加工程序。
(3) 通過數控系統的OP單元,將用激光干涉儀測試每一點的誤差值編輯在加工程序“BUCHANG”中。按軟菜單鍵“執行”選擇加工程序“BUCHANG”。840D系統進入“自動方式”,然后按機床面板上的“NC啟動”鍵,執行加工程序“BUCHANG”后,補償值存入840D系統中。
(4) 設定軸參數MD32700=1,NCKReset,然后返回參考點,補償值生效。
最后重新使用激光干涉儀檢查驗證各軸定位精度和重復定位精度。
3 結 語
綜上所述,造成數控機床定位精度和重復定位精度的因素較多。數控機床硬件維護保養是否到位直接影響數控機床各軸定位精度和重復定位精度狀態。數控機床重點部位重點檢查重點維護,重點部位維護到位才是保證數控機床定位精度和重復定位精度的基礎。數控機床機械誤差不能徹底消除,必須通過軟件進行誤差補償,軟硬結合才能將數控機床的定位精度和重復定位精度調整到最佳狀態。