抽樣方案變化對聚能射孔器穿孔深度評價體系的影響
2020-03-31 08:09:06荊立英郭金榮董喜慶
石油工業技術監督 2020年1期
荊立英,郭金榮,董喜慶
1.石油工業油氣田射孔器材質量監督檢驗中心(黑龍江 大慶 163853)
2.中國石油大慶油田有限責任公司 采油工程研究院(黑龍江 大慶 163453)
3.中國石油大慶油田有限責任公司 第三采油廠(黑龍江 大慶163453)
0 引言
穿孔深度是聚能射孔器穿孔性能的重要參數之一,隨著制造水平的提高,穿孔深度具有穿深逐漸增加、單個值波動大的特點。因此,每隔幾年就需要修訂評價指標,以保持檢驗水平基本穩定。
國內早期的聚能射孔器(彈)檢驗、評價標準SY 5128—1986《油氣井聚能射孔彈通用技術條件》、SY 5462.1~5462.5—1992《油氣井聚能射孔彈(器)技術指標檢測及綜合評價方法》規定了檢驗方法、評價方法,但沒有考慮對連續生產批產品進行質量控制,只是從生產的產品中隨意抽取規定數量的樣品進行檢驗、評價,無法給出檢驗水平。
隨著國內射孔技術的發展,生產方、使用方均需要掌握產品的質量水平,因此,標準制定者開始從控制連續生產產品質量的角度考慮制修訂標準。1996 年起草的SY/T 5128—1997《油氣井聚能射孔器通用技術條件》,引用了GB/T 6378—1986《不合格品率的計量抽樣檢驗程序及圖表(適用于連續批的檢驗)》中的抽樣方案,給出了檢驗水平、可接收質量水平等。目的是通過批不被接收使供方在經濟上和心理上產生壓力,促使其將過程平均質量水平保持在規定的接收質量限(AQL)以下,而同時給使用方接受劣質批的概率提供一個上限。從而使供方、接收方及上級管理部門等其他使用方實現定量管理。2016 年,在起草SY/T 6163-2018《油氣井用聚能射孔器材通用技術條件及性能試驗方法》過程中,發現擬引用標準GB/T 6378.1-2008[1]中的抽樣方案、接收常數(k)與GB/T 6378-1986 不同,而接收常數(k)的變化關系到產品穩定性。為了對產品穩定性進行控制,起草人雖然通過放棄引用標準的方式保留了GB/T 20489-2006[2]中接收質量限、檢測水平,但給出的接收質量限(AQL)、檢驗水平均存在誤差。討論國內幾個版本的聚能射孔器材檢驗、評價標準給出的質量水平波動情況,旨在為標準的制修訂中檢驗水平的控制提供參考。
表1 1994—1996年外徑89 mm聚能射孔器穿孔深度統計分析表
1 射孔器材抽樣檢驗評價體系
1.1 SY/T 5128—1997中抽樣方案的選擇及其效果
國內常用的外徑89 mm 聚能射孔器一般為13孔/m或16孔/m,每個孔是由一發聚能射孔彈爆炸穿孔產生的。SY 5462—1992 規定的外徑89 mm 聚能射孔器平均穿孔深度≥400 mm 為合格,1994—1996年監督產品的穿孔深度100%合格,平均穿孔深度為478 mm、平均標準差為47 mm,統計數據見表1。標準差描述的是聚能射孔彈穿孔深度穩定性,國內是手工操作壓制聚能射孔彈,因此,降低標準差比較難。美國公司的產品一般采用機械自動壓制,產品穩定性較好,標準差一般為30 mm左右[3]。
在新標準的制修訂過程中,基于以下思考:①促進國內產品制造水平的提高,提高平均穿孔深度;②促進提高產品的穩定性,降低標準差;③淘汰落后技術。生產方、使用方及上級主管部門組成的標準起草小組研究決定采用GB/T 6378—1986 規定的計量抽樣方案中的下規格限檢查方案,批量501~1 200,一般質量水平(Ⅰ)、可接收質量水平4.0%,對于樣本量不大于20孔/m,接收常數選擇1.33。按該方法分析1994—1996 年監督檢驗數據的合格率為62.5%。造成這種現象的主要原因是:聚能射孔器的穿孔深度值不穩定,標準差24~100 mm,當平均值<440 mm或標準差>60 mm后很難合格。
SY/T 5128—1997 實施后,統計1999—2002 年監督檢驗結果,其中監督抽查74批次,只有6批次不合格,抽查合格率為91.8%[3]。說明國內聚能射孔器制造水平有明顯提高,標準達到了促進產品質量提高的目的。
1.2 2014—2017年產品質量水平分析及SY/T 6163-2018的起草
2007 年GB/T 20489—2006 代替了SY/T 5128—1997,提高了穿孔深度下規格限,接收常數(k)保持不變。隨著射孔器材制造水平的提高,國內產品性能有了顯著的提升[4-5],統計分析2014—2017年監督檢驗結果,平均值有明顯提高,標準差變化不大,合格率為100%。以外徑89 mm數據為例,其強度修正后穿孔深度統計見表2。
為了進一步促進國內產品制造水平提高,提高平均穿孔深度,降低標準差,保持檢驗水平,在修訂SY/T 6163-2018《油氣井用聚能射孔器材通用技術條件及性能試驗方法》過程中,檢索到引用標準GB/T 6378—2002《不合格品率的計量抽樣檢驗程序及圖表(適用于連續批的檢驗)》目前已作廢,由GB/T 6378.1—2008《計量抽樣檢驗程序第1部分:按接收質量限(AQL)檢索的對單一質量特性和單個AQL的逐批檢驗的一次抽樣方案》代替,接收常數選擇1.33 對應值變為1.212(表3)。而接收常數(k)的變化又關系到產品穩定性,若將接收常數1.33 改為1.212,則降低了標準差的影響。因此,為了突出產品穩定性限制,標準制修訂小組放棄了對GB/T 6378.1—2008 的引用,仍采用了GB/T 20489—2006中的抽樣方案。
表2 2014—2017年外徑89 mm聚能射孔器穿孔深度(強度修正后)統計分析
表3 不同標準中抽樣方案對比
2 接收常數變化引入偏差的修正
2.1 SY/T 6163—2018抽樣方案中的偏差
SY/T 6163-2018 中的聚能射孔器穿孔深度抽樣方案、下規格限接收準則使用GB/T 6378—2002給出的方法,但GB/T 6378.1—2008 給出的抽樣方案、下規格限接收準則已變化。如果按GB/T 6378.1—2008 標準,目前國內使用最多的16 孔/m 聚能射孔器檢驗水平為Ⅰ、批量為1 000 發、接收常數(k)為1.33 時,接收質量限(AQL)應大于2.5(k=1.429)、小于4.0(k=1.212)。因此,確定了SY/T 6163-2018的接收質量限(AQL)為4.0,給出的接收質量限(AQL)偏大。
2.2 抽樣方案的修正
在起草新標準時,既要保留接收常數k=1.33,促進產品穩定性的提高,又想準確地給出接收質量限(AQL)很難做到。目前,國內聚能射孔器穿孔深度穩定性差是急需解決的問題。因此,可以考慮以下兩個方案:方案一,k 值不變,給出相對準確的接收質量限(AQL);方案二,給出準確的接收質量限(AQL),稍微提高k值,進一步促進國內產品穩定性的提高。
1)如果使用方案一,對接收常數的使用可描述為:如果直接將判定公式由L 和L修改為L 和L,其中a為修正系數,為GB/T 6378—2002 和GB/T 6378.1—2008 中規定的接收常數的差值[6]。形式上沒有改變接收常數(k),實際上增量a 隱含其中(k+a),導致下規格限提高,從而造成落入三角形陰影區域的部分產品沒有涵蓋在給出的檢驗水平Ⅰ、接收質量限(L)(AQL)范圍內(圖1),影響檢驗水平Ⅰ、接收質量限(AQL)的使用。
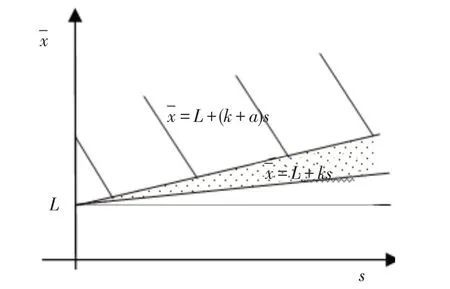
圖1 接收常數變化影響示意圖
1994—1996 年,國內外徑89 mm 聚能射孔器穿孔深度平均值為478 mm、標準差為47 mm,標準差為穿孔深度平均的9.8%;2014—2017 年,國內外徑89 mm聚能射孔器穿孔深度平均值為712 mm、標準差為71 mm,標準差為穿孔深度平均的10.0%。對比發現,20年間國內聚能射孔器穿孔深度穩定性控制沒有效果。因此綜合上述比較分析,建議使用方案二,提高k值,以促進產品穩定性的提高。
國內聚能射孔器大于20孔/m為高孔密,但目前市場上使用常規射孔器98%以上為16孔/m以下,可將18 孔/m 做為樣本量分類。綜合考慮國內產品整體性能、計量抽樣檢驗現狀,建議在其他參數不變的前提下,接收質量限(AQL)定為2.5、樣本量定為18孔/m、接收常數(k)定為1.429。
3 結論與建議
1)與GB/T 6378.1—2008的規定對比,SY/T 6163-2018 中聚能射孔器穿孔深度抽樣方案中的接收常數k=1.33 對應的接收質量限(AQL)偏大,抽樣方案存在偏差,使用時應注意修正。
2)由于射孔器材制造水平的提高,聚能射孔器穿孔深度不斷增加,但產品穩定性控制難度大,20年間國內聚能射孔器穿孔深度穩定性沒有提高。在未來修訂新標準時,建議使用標準GB/T 6378.1—2008,抽樣方案選用檢驗水平為Ⅰ、接收質量限(AQL)為2.5、樣本量為18 孔/m 和接收常數(k)為1.429,有助于更科學地評價穿孔深度質量水平,以促進生產廠家提高產品評價水平,更好地為油田用戶服務。
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
人大建設(2019年12期)2019-05-21 02:55:32
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
汽車觀察(2016年3期)2016-02-28 13:16:26