某球罐定期檢驗時發現的裂紋成因分析及處理對策
2020-04-03 11:27:50杜輝劉亞庭趙二虎咸陽市特種設備檢驗所陜西咸陽712000
化工管理 2020年7期
杜輝 劉亞庭 趙二虎(咸陽市特種設備檢驗所,陜西 咸陽 712000)
0 引言
某液化石油氣球罐進行定期檢驗時,按照TSG 21—2016《固定式壓力容器安全監察規程》(以下簡稱《固容規》)中有關無損檢測的要求,對其內部縱縫進行熒光磁粉檢測,檢測比例為20%[1],發現一條縱縫的熔合線附近存在一條裂紋。
1 儲罐的基本參數
儲罐的基本參數如表1 所示。

表1 儲罐的基本參數
2 檢驗情況
該壓力容器于2016 年7 月20 日安裝竣工完畢并投入使用,已按要求辦理使用登記證,各手續合法。按照《固容規》有關定期檢驗的要求,使用單位于設備投用后三年內申請定期檢驗,我機構根據《固容規》的要求,編制了專用檢驗方案,方案要求對其內壁縱縫進行熒光磁粉檢測,檢測中發現縱縫邊緣附近存在裂紋(圖1),斷斷續續,合并和長大約500mm。
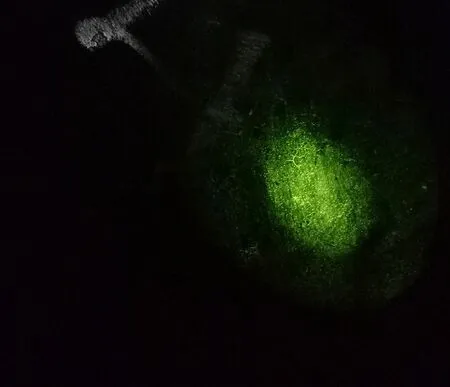
圖1 球罐縱縫檢測的裂紋
3 成因分析
發現裂紋的設備是在役設備,首先考慮的是環境開裂,根據《承壓設備損傷模式識別》對環境開裂的描述,環境開裂分為氯化物開裂、堿應力腐蝕開裂、氨應力腐蝕開裂、液體金屬脆斷、氫脆、連多硫酸應力腐蝕開裂、胺應力腐蝕開裂、濕硫化氫破壞、氫氟酸致氫應力開裂、碳酸鹽應力腐蝕開裂、硝酸鹽應力腐蝕開裂、氫氰酸致氫應力開裂、高溫水應力腐蝕開裂等[2]。考慮到壓力容器所盛介質為液化石油氣,考慮最可能的破壞是濕硫化氫破壞。因此,對裂紋進行打磨,并對裂紋處、母材處和焊縫處進行采用便攜式硬度計在現場進行了硬度測試,發生裂紋處的硬度值最高。根據以往承壓類設備開裂失效的分析方法,金相檢驗的幫助分析開裂原因的有效手段,因此,對焊縫、熱影響區、母材處進行金相檢驗。
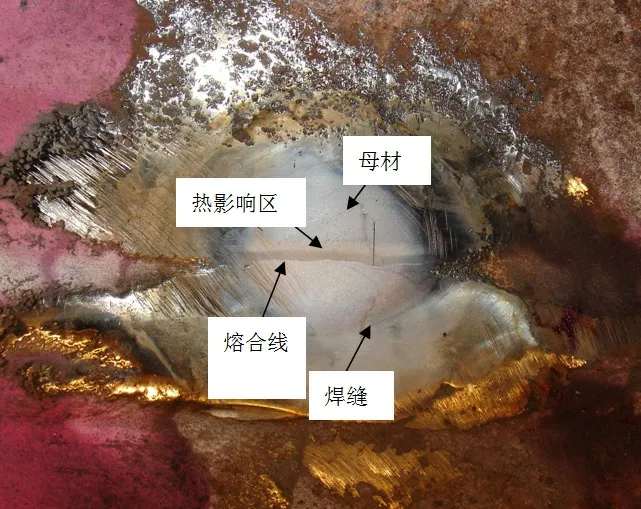
圖2 焊縫結構
金相檢驗結果:
(1)由圖3 金相檢驗的結果可以看出,母材組織是鐵素體+珠光體,鐵素和和珠光體是該球罐制造材料Q345R 在常溫下的正常組織,但是從金相顯微鏡的鏡頭下,可以發現母材組織呈現出組織不均勻的跡象。
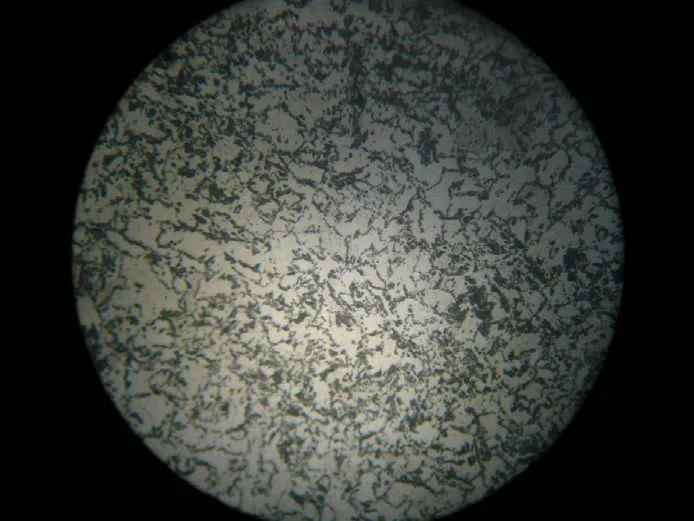
圖3 母材組織
(2)由圖4 焊縫及融合區組織的金相檢驗結果可知,在融合線外側的熱影響區,出現了馬氏體組織(見圖4 上半部分),該馬氏體組織呈板條狀,組織較母材處更為致密,為更深入了解其形貌,另外選擇了兩處馬氏體組織進行金相顯微觀察,發現所選擇的兩處均有微觀裂紋,裂紋形貌特征為沿晶界擴展,但也有的是穿晶開裂,這和延遲裂紋的特征比較像(見圖5 和圖6)。比對無損檢測結果,此處雖在磁粉檢測的范圍以內,但是由于受磁粉檢測靈敏度所限,即使采用對鐵磁性材料具有最高靈敏度的熒光磁粉檢測,也未發現此類裂紋。

圖4 焊縫及融合區組織
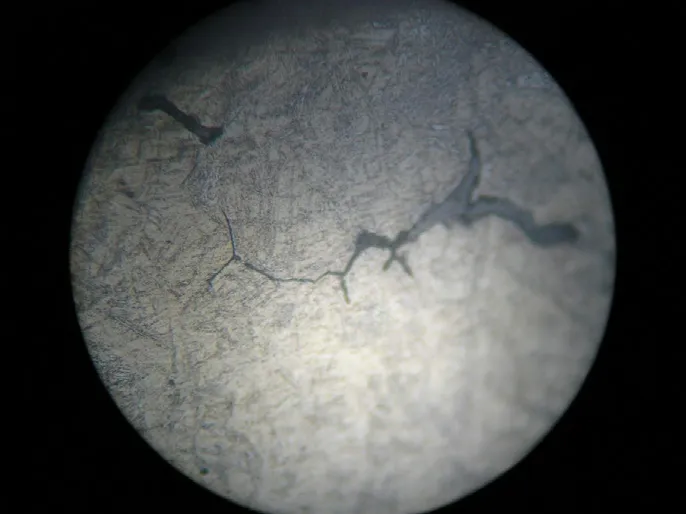
圖5 熱影響區微裂紋

圖6 熱影響區微裂紋2
(3)對此球罐中,上下極、赤道線的附近縱縫及熱影響區、母材處進行打磨、金相檢驗,發現焊接接頭熔合線外側的熱影響區也出現馬氏體組織,對各位置的環縫隨機抽取進行金相檢驗,也發現馬氏體組織。即,只要有焊縫在,附近就能發現馬氏體組織。
裂紋成因分析:馬氏體是碳在α-Fe 中的過飽和固溶體,它是鋼在奧氏體化后快速冷卻到馬氏體點以下發生無擴散性相變的產物,因此它自形成之時起就產生了很大的相變應力。此球罐的制造材料為Q345R,這種材料所形成的馬氏體組織是硬而脆的,給材料的強度、塑性、韌性指標帶來極大的影響。
從上述金相檢驗結果可知,母材的顯微組織不均勻,導致微觀化學成分也不均勻,而且只要有焊接接頭的地方,在其熱影響區附近總能發現硬而脆給材料性能帶來嚴重影響的馬氏體組織。金相檢驗發現的微觀裂紋還呈現出冷裂紋的特征。
Q345R 材料的焊接性能較好,但是和普通的低碳鋼相比,它的合金元素含量稍大。因此其淬硬傾向和發生冷裂紋的傾向都比普通低碳鋼要稍大,施焊時如果在低溫環境、大剛度、大厚度結構上進行小規范施焊,就可能出現馬氏體組織,甚至可能出現裂紋。從發現裂紋的位置和金相檢驗的結果看來,發現裂紋的位置是球罐組裝時剛度較大的位置,而且球罐的壁厚也較厚,應該是焊接參數不當,導致在焊接接頭的熱影響區產生了馬氏體組織,在組織應力及焊接殘余應力和盛裝介質壓力的共同作用下熱處理時產生微觀裂紋,微觀裂紋進一步擴展成為宏觀裂紋。而所盛裝介質為液化石油氣,可能是含有濕H2S,在腐蝕介質和各種介質的作用下,極易發生應力腐蝕。對于壁厚為48mm 材料為Q345R 制造的球罐,應采取預熱措施,根據GB 12337—2014《鋼制球形儲罐》表28 的要求[3],預熱溫度保持在125~175℃,且預熱的范圍至少應在焊縫中心線144mm 以外,但查安裝竣工資料,發現關于預熱的記錄不全,預熱溫度和預熱范圍都已無從考證,應是管理不夠規范所致;施焊日期為12 月,環境溫度較低,不預熱或者預熱不足也會發生淬硬傾向或者直接產生裂紋。且竣工資料對球罐的整體消除應力熱處理記錄也不全。
4 缺陷處理措施
(1)召集球罐安裝監督檢驗人員、安裝單位當時的施工負責人,調取相關記錄資料,對該球罐安裝時焊接參數及熱處理狀態進行徹底調查。
(2)對所有的內壁焊縫進行熒光磁粉檢測,對發現的裂紋進行打磨消除處理,消除后同時進行磁粉、滲透、以及金相檢驗,確認徹底消除。
(3)對球罐重新進行整體熱處理,改善焊縫及熱影響區組織及應力狀態。對焊縫及熱影響區進行年度磁粉及金相抽查,以及時發現微觀裂紋的萌生及擴展。
5 結語
只要嚴格按照《固容規》的要求,對設備進行定期檢驗,就能夠發現可能給人民生命財產安全打來嚴重損失的缺陷。本次檢驗中發現的缺陷,使用單位處理耗資50 萬余元,這是由于前期施工單位未按國家標準、特種設備安全技術法規的要求造成的。本次制造缺陷的發現,也對施工單位造成了不小的名譽損失,因此,對于特種設備行業而言,設計,生產,使用,檢驗等各環節都應嚴格執行國家標準的要求,這樣才能真正保障安全。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
