渦輪葉輪熱噴涂修理分析及激光熔融沉積法的應(yīng)用探討
2020-04-08 12:34:05馮志偉
航空維修與工程 2020年9期
摘要:波音和空客飛機(jī)發(fā)動機(jī)起動機(jī)上的核心部件渦輪葉輪均為鈦合金TC4材質(zhì),在使用過程中其軸承位會出現(xiàn)磨損超標(biāo)情況,廠家推薦使用金屬熱噴涂鉬的方法來修復(fù)。本文對渦輪葉輪進(jìn)行熱噴涂修復(fù)后的使用現(xiàn)狀進(jìn)行了分析,并提出用激光熔融沉積法來修復(fù)此類鈦合金渦輪葉輪的可行性。
關(guān)鍵詞:渦輪葉輪;熱噴涂;激光熔融沉積法
Keywords:turbine wheel;thermal spraying;laser fusion deposition
1 渦輪葉輪簡介
為便于說明,以波音737NG飛機(jī)使用的3505945系列起動機(jī)的渦輪葉輪為例,簡要介紹其基本工作原理(見圖1)。預(yù)載螺母將渦輪葉輪、密封動環(huán)、徑向軸承、軸承襯套、中心齒輪等軸向固定在一起,預(yù)載彈簧給徑向軸承施加預(yù)載力,整個組件固定在支撐殼體上,渦輪葉輪的材質(zhì)為鈦合金TC4,工作轉(zhuǎn)速可達(dá)到50000rpm。渦輪葉輪將氣體壓力能轉(zhuǎn)換為機(jī)械動能,常見的磨損處在與兩個徑向軸承內(nèi)環(huán)過盈接觸的位置(見圖2)。
2 金屬熱噴涂修復(fù)后的渦輪葉輪的使用現(xiàn)狀
對于渦輪葉輪軸承位磨損的情況,廠家推薦使用金屬熱噴涂鉬的方法進(jìn)行修復(fù)。實際生產(chǎn)過程中發(fā)現(xiàn),使用金屬熱噴涂鉬方法修復(fù)后的渦輪葉輪有一部分比較耐磨,單次可以使用較長時間,而另一部分則不耐磨,單次使用時間很短,無法滿足生產(chǎn)需要。為此,對耐磨涂層和不耐磨涂層進(jìn)行以下對比分析。
1)使用后的涂層情況對比分析
在相同載荷條件下,兩種涂層使用后的磨損情況不盡相同(見圖3),且兩者修復(fù)后的在翼使用時間相差很多。從圖3可以看出,耐磨涂層表面僅有局部的輕微磨損痕跡,其磨損處局部放大后也僅有比較輕微的接觸腐蝕跡象,而不耐磨涂層整個軸承接觸面幾乎均出現(xiàn)了嚴(yán)重的磨損,甚至有剝落的跡象。
2)涂層斷口的對比分析(見圖4)
將兩種涂層在低倍鏡下觀察,耐磨涂層整體較均勻、致密,孔洞比較小,分布很均勻;不耐磨涂層整體明顯較疏松且材料不均勻,孔洞大小不一,分布很雜亂。將兩種涂層在高倍鏡下觀察,耐磨涂層質(zhì)地相對較為緊密,單位面積上分布的孔洞較少;不耐磨涂層質(zhì)地明顯疏松,單位面積上分布的孔洞相對較多。
3)金屬熱噴涂修復(fù)渦輪葉輪方法小結(jié)
金屬熱噴涂修復(fù)渦輪葉輪的方法較為安全便捷但技術(shù)難度較大、噴涂質(zhì)量不好把控和檢測,易造成涂層質(zhì)量不一,直接影響產(chǎn)品的正常使用。同時,實踐表明,金屬熱噴涂修復(fù)后的渦輪葉輪在每次拆裝其過盈配合的徑向軸承過程中,均會對涂層產(chǎn)生嚴(yán)重磨損。因此,修理后的不耐磨涂層幾乎只能進(jìn)行一次安裝使用,甚至?xí)诙虝r間內(nèi)磨損,容易造成非計劃性拆機(jī),且熱噴涂的鉬與鈦合金是兩種不同的金屬,使用過程中容易出現(xiàn)剝落的情況。為此,提出用激光熔融沉積法修復(fù)鈦合金渦輪葉輪的探討。
3 激光熔融沉積法修復(fù)鈦合金渦輪葉輪的探討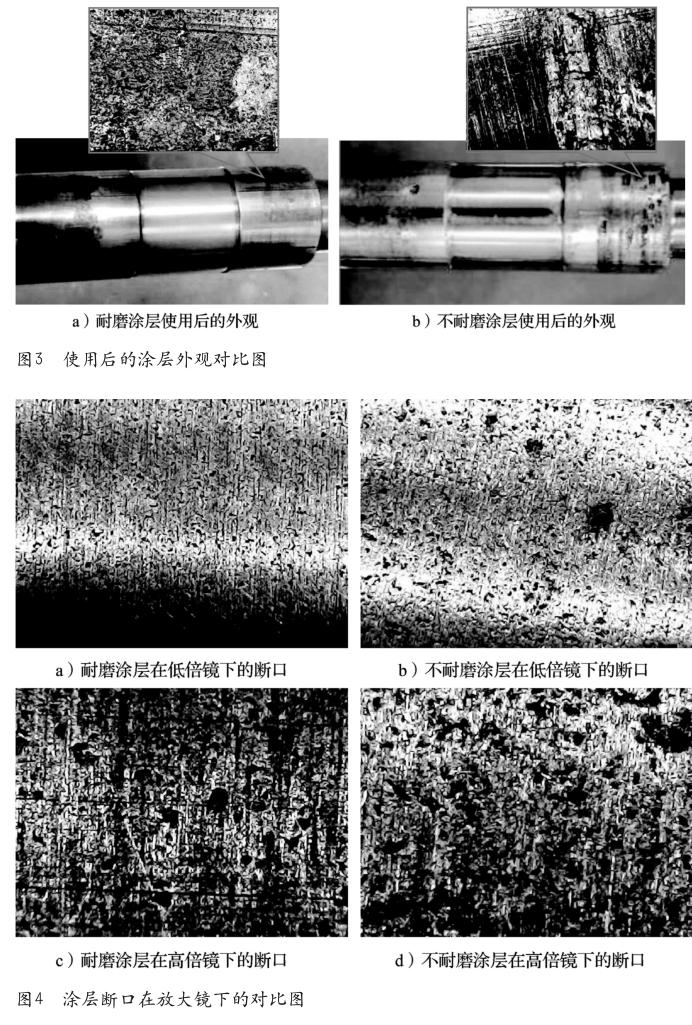
3.1 激光熔融沉積法應(yīng)用于鈦合金渦輪葉輪修復(fù)的可行性評估
1)修理方法的理論依據(jù)
波音公司標(biāo)準(zhǔn)操作程序手冊SOPM20-10-27中詳細(xì)給出了用激光熔融沉積法修復(fù)鈦合金Ti-6Al-4V(即鈦合金TC4)零件的通用操作程序,包括激光發(fā)生器的選型、操作環(huán)境控制、耗材選用、樣件參數(shù)調(diào)試、產(chǎn)品正式修理程序等。
波音公司標(biāo)準(zhǔn)操作程序手冊SOPM20-10-07中也詳細(xì)給出了鈦合金的通用加工操作程序,包括加工方式和切削速度的選取、加工環(huán)境的控制、冷卻液的選用、防火安全等。
本文提到的修復(fù)鈦合金TC4渦輪葉輪的激光熔融沉積法,是指以波音公司標(biāo)準(zhǔn)操作程序手冊SOPM20-10-27為指導(dǎo),對鈦合金TC4渦輪葉輪磨損處進(jìn)行增材處理,然后依據(jù)波音公司的標(biāo)準(zhǔn)操作程序手冊SOPM20-10-07,將增材處理后的渦輪葉輪加工到所需尺寸。整個修理過程均以波音公司認(rèn)可的標(biāo)準(zhǔn)操作程序手冊為理論依據(jù)修理波音飛機(jī)上的零部件。
2)產(chǎn)品修理后的適航性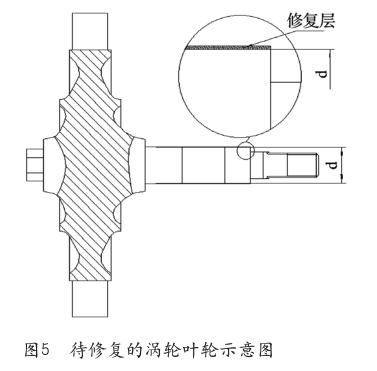
部件維修手冊CMM80-11-79中要求,對于需修理軸承位的渦輪葉輪,首先用機(jī)加工方法去除軸承位的損壞層,并要求去除損壞層后軸承位的剩余直徑d不得小于16.51mm(見圖5),然后再采用熱噴涂鉬增材處理、后期加工等工序進(jìn)行修復(fù),軸承位修復(fù)后的最大直徑為17.005mm。因此,由圖5可計算得出修復(fù)層的最大厚度為(17.005-16.51)/2=0.2475mm。
根據(jù)部件維修手冊CMM80-11-79進(jìn)行熱噴涂鉬后得到的修復(fù)層的脆性很大,無法傳遞渦輪葉片產(chǎn)生的扭矩,而手冊規(guī)定剩余直徑d在不小于16.51mm的情況下就可以采用熱噴涂鉬方法來修復(fù),由此可知,渦輪葉輪用于傳遞扭矩的強(qiáng)度取決于剩余直徑d,與修復(fù)層無關(guān),修復(fù)層主要用于承受徑向載荷。由于修復(fù)層的最大厚度僅為0.2475mm,因此無論修復(fù)層為何種材料,對渦輪葉輪的整體重量都影響甚微。
修復(fù)鈦合金TC4渦輪葉輪的方法是在保證其剩余直徑d和符合部件維修手冊CMM80-11-79要求范圍的條件下進(jìn)行的,因此認(rèn)為修復(fù)后的渦輪葉輪傳遞扭矩的強(qiáng)度可以滿足要求。由于修復(fù)層很薄,不同材料對渦輪葉輪的整體重量影響幾乎可以忽略。而將TC4粉末用激光熔融沉積法得到的材料幾乎與渦輪葉輪原始材料一致,且該修復(fù)方法是依據(jù)波音公司標(biāo)準(zhǔn)操作程序手冊SOPM20-10-27、SOPM20-10-07和部件維修手冊CMM80-11-79進(jìn)行的,因此這種方法修復(fù)后的渦輪葉輪軸承位承受徑向載荷的能力可以滿足要求。
綜上分析認(rèn)為,激光熔融沉積法滿足中國民用航空規(guī)章第25部運(yùn)輸類飛機(jī)適航標(biāo)準(zhǔn)CCAR-25-R4中D分部設(shè)計與制造的第25.601條、第25.603條和第25.605條對設(shè)計可靠性、材料適用性和耐久性、制造方法可行性的要求,采用該方法修理后的產(chǎn)品符合適航標(biāo)準(zhǔn)。
3)行業(yè)研究和工程應(yīng)用
激光熔融沉積法很早被提出,許多機(jī)構(gòu)均對此方法進(jìn)行了研究。例如,文獻(xiàn) [7] 中某機(jī)構(gòu)采用激光沉積修復(fù)方法對TC4槽損傷和面損傷試樣進(jìn)行了修復(fù),并觀察了修復(fù)后試樣的組織和拉伸性能特點。另外,該方法也用在了對鈦合金零部件的修復(fù)上,如文獻(xiàn) [8] 中某公司用激光熔覆的方法修復(fù)了航空發(fā)動機(jī)風(fēng)扇機(jī)匣TC4鈦合金靜子葉片且驗收合格,修復(fù)后的風(fēng)扇機(jī)匣重新得到使用。國內(nèi)外對激光熔融沉積法用于修復(fù)鈦合金零件開展了大量理論研究和工程實際應(yīng)用,這為本文提出的用激光熔融沉積法修復(fù)鈦合金TC4渦輪葉輪奠定了基礎(chǔ)。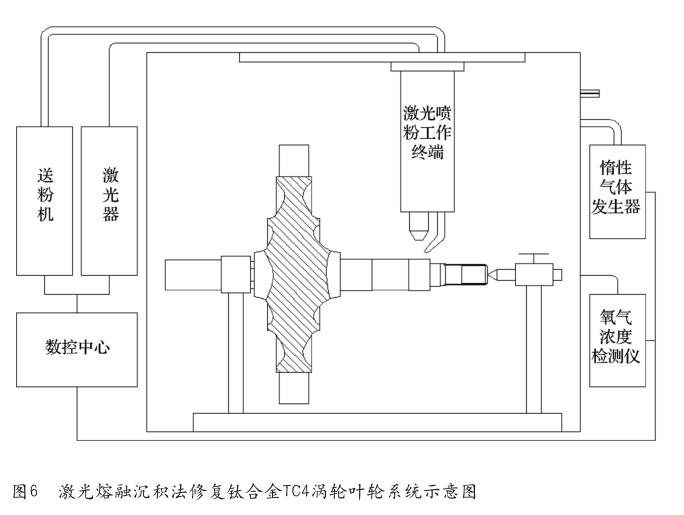
3.2 激光熔融沉積法修復(fù)鈦合金TC4渦輪葉輪的基本方法
激光熔融沉積法修復(fù)鈦合金TC4渦輪葉輪的系統(tǒng)主要包括激光器、送粉機(jī)、數(shù)控中心、工作終端、惰性氣體發(fā)生器、氧氣濃度檢測儀、密閉室、葉輪支架工作臺以及待修葉輪(見圖6),修理的基本方法如下。
1)用渦輪葉輪樣件進(jìn)行預(yù)操作來驗證相關(guān)參數(shù)。按照波音公司標(biāo)準(zhǔn)操作程序手冊SOPM20-10-27對渦輪葉輪樣件進(jìn)行預(yù)處理,用氬氣流填充操作腔體,保證氧氣濃度小于1200PPM。選擇合適的激光功率、鈦合金粉末流量、氬氣填充流量等參數(shù),使沉積后的材料無棕褐色或藍(lán)色、無孔洞或氣孔,然后按需調(diào)整參數(shù)直至獲得合格的結(jié)果,記錄相關(guān)參數(shù)。
2)對產(chǎn)品渦輪葉輪進(jìn)行修復(fù)。按照波音公司標(biāo)準(zhǔn)操作程序手冊SOPM20-10-27對渦輪葉輪產(chǎn)品進(jìn)行預(yù)處理,并將預(yù)操作得到的參數(shù)輸入數(shù)控中心及相關(guān)輔助設(shè)備,用氬氣流填充操作腔體,保證氧氣濃度小于1200PPM。用激光熔融沉積法在渦輪葉輪產(chǎn)品上沉積所需的厚度,得到合格的材料沉積結(jié)果后,依據(jù)波音公司標(biāo)準(zhǔn)操作程序手冊SOPM20-10-07和部件維修手冊CMM80-11-79的相關(guān)信息,將渦輪葉輪產(chǎn)品的軸承位加工至所需尺寸。
4 結(jié)束語
用金屬熱噴涂鉬來修復(fù)鈦合金渦輪葉輪的方法比較常見,但存在噴涂質(zhì)量不好把控、修復(fù)后不耐磨、易剝落、重復(fù)使用性較差等問題,不利于實際生產(chǎn)。采用激光熔融沉積法修復(fù)此類鈦合金渦輪葉輪可以實現(xiàn)自動化操作,有利于過程控制和質(zhì)量控制,理論上能使渦輪葉輪的磨損處在修復(fù)后達(dá)到原始設(shè)計要求并像新的渦輪葉輪一樣耐磨和重復(fù)安裝使用。建議航空附件修理廠家關(guān)注激光熔融沉積法修復(fù)鈦合金渦輪葉輪的新方法,不斷滿足航空類產(chǎn)品持續(xù)適航性的要求。
參考文獻(xiàn)
[1] Honeywell,CMM80-11-79,Air Turbine Starter Assembly 3505945 [Z] ,2019-8.
[2] Boeing,SOPM20-10-27,Laser Deposited Titanium [Z] ,2016-3.
[3] Boeing,SOPM20-10-07,Machining Of Titanium [Z] ,2016-3.
[4] 趙永慶,陳永楠,張學(xué)敏,曾衛(wèi)東,王磊. 鈦合金相變及熱處理 [M].長沙:中南大學(xué)出版社,2012.
[5] 孫智,任耀劍,隋艷偉. 失效分析-基礎(chǔ)與應(yīng)用 [M]. 北京:機(jī)械工業(yè)出版社,2017.
[6] 中國民用航空局. CCAR-25-R4中國民用航空規(guī)章第25部運(yùn)輸類飛機(jī)適航標(biāo)準(zhǔn) [S]. 2011-11.
[7] 李小玉,金振哲. 激光沉積修復(fù)TC4鈦合金的組織及拉伸性能 [J]. 應(yīng)用激光,2016,3:281-285.
[8] 羅奎林,郭雙全,何勇,付俊波. 激光熔覆修復(fù)航空發(fā)動機(jī)風(fēng)扇機(jī)匣TC4鈦合金靜子葉片 [J]. 中國表面工程,2015,28(6):141-146.
作者簡介
馮志偉,工程師,研究方向為機(jī)械設(shè)計制造及其自動化。
