結構對于RB211-535E4發動機高壓壓氣機2級外機匣涂層脫落的影響
2020-04-10 08:14:06李錫九北京飛機維修工程有限公司
航空維修與工程 2020年3期
關鍵詞:發動機
■ 李錫九/北京飛機維修工程有限公司
0 引言
波音757飛機選裝的羅羅公司生產的三轉子發動機RB211-535E4(以下簡稱為RB211)有強大的推力、高的喘振裕度和良好的經濟性能,然而高壓壓氣機機匣涂層脫落是該發動機自投入使用后一直未徹底解決的問題。廠家先后嘗試使用鎳-石墨和鋁-硅-氮化硼作為涂層材料,但是涂層脫落現象依舊存在。統計表明,2003~2013年高壓壓氣機涂層脫落是非正常下發和出現喘振的主要原因;2009~2013年有56%的重復喘振是由于高壓壓氣機涂層脫落所致,其中絕大多數的脫落出現在高壓壓氣機第2級機匣(見圖1)。本文僅從零件結構上的差異對高壓壓氣機第2級機匣涂層脫落原因進行討論。
1 發動機高壓壓氣機靜子結構和裝配流程
在討論機匣結構對于涂層脫落的影響前,首先介紹RB211發動機高壓壓氣機靜子部分的結構和裝配流程。
如圖2所示,RB211的高壓壓氣機靜子部分包括外機匣、導向葉片、內罩環和定位錐等零件。按手冊要求,在機匣安裝過程中,需要通過敲擊的方式完成裝配,采用垂直組裝的方式,1級在下6級在上,具體流程如下。
先將1級外機匣前邊緣向下放置于工裝之上,然后將1級導向葉片的前外緣板插入1級外機匣后安裝邊內側已裝入鋼質襯墊的槽內,再將2級外機匣前安裝槽與1級導向葉片后外緣板對正,用錘子和鋁質/銅質沖子敲擊2級外機匣后安裝邊,使其前安裝邊與1級外機匣后安裝邊貼合到位,再安裝螺栓進行固定。重復此過程,將后續3~6級機匣、2~5級導向葉片以及定位錐等其他零件組裝為一個整體。

圖1 同一臺發動機2級機匣涂層脫落情況(左圖)與狀態良好的3級機匣(右圖)對比

圖2 RB211發動機高壓壓氣機靜子機匣部分組裝示意圖(箭頭自下而上對應1至6級機匣)
按照工藝流程,以上的組裝為預裝配,完成后用立式車床對1~6級機匣和1~5級內罩環上的涂層等進行機加工至規定尺寸,然后將機匣、導向葉片等逐級分解。分解時與組裝時相反,從拆下6級機匣起,直至1級導向葉片與1級外機匣分開。最后,將以上所有單件與高壓壓氣機轉子部分組裝到一起,組裝流程與預裝配的流程完全一致。自此,RB211的高壓壓氣機子單元體的組裝工作完成。
從上述流程可以看出,正常情況下,由單件到最終子單元體完成裝配的過程中,高壓壓氣機機匣需要經過兩次組裝和一次分解,經歷3次敲擊過程。而對于裝配完成后存在異常的發動機,如試車時壓氣機葉片擊傷需要更換等,則每次排故時還需要對高壓壓氣機機匣分解一次組裝一次。
2 發動機高壓壓氣機裝配過程的力學分析
從機匣的設計結構來看,所有的6級機匣均為環形結構。如圖3所示,除1級機匣外,2~6級機匣結構基本相同:沿發動機軸向方向,機匣的前半段向外突出用于連接前一級機匣(稱連接段),后半段為磨耗涂層的背板區域,其內徑上噴涂磨耗涂層(圖3中陰影部分,稱背板段)。1級和6級機匣僅有1個向外凸出的安裝邊,2~5級機匣有2個安裝邊。進一步比較可以看出,2級機匣的安裝邊位于機匣兩側,即2個安裝邊將連接段和背板段夾在中間;3~5級機匣的安裝邊,1條位于前部,另1條位于機匣的中間位置,即此兩個安裝邊將機匣的連接段夾在中間而背板段則懸在外面。

圖3 1~6級機匣剖面圖(左側為機匣前安裝邊,陰影為涂層,下同)
按手冊要求,裝配敲擊時以機匣的安裝邊作為擊打點,盡可能沿著發動機軸向方向進行擊打。將此力進行分解,可分為沿著發動機軸向(即沿著機匣壁)的力和徑向(即垂直于機匣壁向心)的力。由于各級機匣之間通過內徑和外徑的緊度配合進行連接和定位,再加上導向葉片的緣板排布不均勻等原因,使機匣受到一個較大的阻力。在敲擊力和阻力的共同作用下,機匣會出現沿機匣壁和垂直于機匣壁的彈性形變。由于力的徑向分量很小且機匣有安裝邊的約束,因此認為一般情況下徑向的彈性形變對涂層的影響可以忽略,僅需考慮沿著機匣壁的軸向彈性變形。
圖4展示了敲擊力的傳遞路徑,安裝邊受到的敲擊力會從受敲擊的安裝邊沿著機匣壁傳遞到另一個安裝邊,在力傳遞的同時機匣壁產生振動和形變。當其中某幾級機匣安裝完成后再進行下一級機匣的安裝時,敲擊力從一個機匣的前安裝邊傳遞到另一個機匣的后安裝邊,再通過機匣壁向前傳遞,各級機匣受到力的作用產生形變的情況與單個機匣受到敲擊力的作用效果一致。
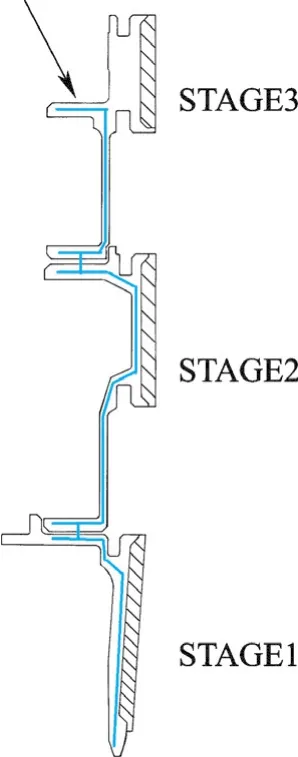
圖4 敲擊力在機匣中傳遞的路徑(以1~3級為例,箭頭表示敲擊力的方向和敲擊點)
3 發動機高壓壓氣機涂層脫落原因及分析
2017 年,某國外客戶的一臺RB211發動機在試車后出現高壓壓氣機2級涂層嚴重脫落情況。排故時,對試車后的各級機匣涂層進行硬度測試,對剝落的涂層取樣進行金相檢查,微觀結構均符合手冊中對于涂層的要求。對其他級機匣進行目視檢查,無涂層邊緣脫開、局部剝落、表面出現微裂紋等涂層大面積脫落的前兆,僅在2級機匣出現大面積涂層損傷和剝落。進一步調查發現,該發動機的高壓壓氣機部分由于裝配后定位錐的跳動量超差,曾出現多次返工分解機匣的情況,即所有機匣在最終試車前經歷的敲擊次數為正常情況的3倍以上,因此認定敲擊次數過多為涂層脫落的根本原因,但需要對為何只有2級機匣出現此情況進行進一步分析。
從前面分析的敲擊力傳遞路徑可知,對于3~6級機匣,由于被用于敲擊的后安裝邊在背板段的前面,背板段處于一個相對懸空的狀態,因此機匣在敲擊力作用下產生的形變僅在連接段產生。對于1級機匣,雖然其安裝邊位于背板段之后,但是裝配時并不直接對此級機匣進行敲擊,所以僅受到傳遞來的力的影響。而2級機匣的后安裝邊受到敲擊力的作用后,隨著力在背板段和連接段中的傳遞,這兩個區域均會出現形變和振動。
對各級機匣背板段和連接段的壁厚進行了測量,結果如表1所示。
從表1可以看出,2級機匣背板段和連接段的厚度比值低于1.5,其余3~6級機匣的比值均遠高于1.5。也就是說,在一次安裝敲擊的過程中,對于2級機匣,由于背板段和連接段的厚度接近,因而產生的彈性形變的幅度也接近(熱噴涂涂層僅能恢復噴涂區域的尺寸而無法恢復或增加背板基體材料的強度)。眾所周知,對于熱噴涂涂層,其附著在零件上的穩定性不但取決于噴涂時的表面狀態、涂層本身的材料和特性,同時也受零件背板區域強度的影響。背板的彈性形變量越大,對其上噴涂涂層與背板粘結的牢固程度以及涂層內部組織牢固程度的影響越大,越容易在涂層內部出現微裂紋等缺陷,進而隨著發動機的使用逐漸延伸和擴展形成宏觀裂紋,最終導致涂層的脫落。而對于3~6級機匣,由于背板段的厚度遠高于連接段,并且背板段位于機匣的后安裝邊之后,即背板段不在機匣安裝時敲擊力的傳遞路線上,所產生的彈性變形主要發生在連接段而非背板段,因此對于其上涂層的影響較小。
從前述發動機機匣裝配和分解過程可以看出,機匣的安裝順序是從1級開始逐級敲擊安裝,所以1級和2級機匣承受了最多的敲擊和敲擊力傳遞的次數,即發生彈性變形的次數最多,因此造成涂層出現內部缺陷的概率也最大。1級機匣雖然與2級機匣一樣承受最多的彈性變形次數,但從表1可以看出,1級機匣的背板區厚度大于2級機匣的背板區和連接區,如果將1級和2級機匣作為一個整體進行分析,受沖擊時彈性變形依舊是發生在2級機匣的兩個區域,因此1級機匣涂層出現缺陷的概率要低于2級機匣。同樣,在發動機的運轉過程中,相比于其他級機匣背板段涂層的牢固程度,2級機匣背板段涂層也是一個薄弱區,更易受發動機運轉過程中的振動和通道中氣流的影響而發生背板段形變,進而造成涂層的脫落。
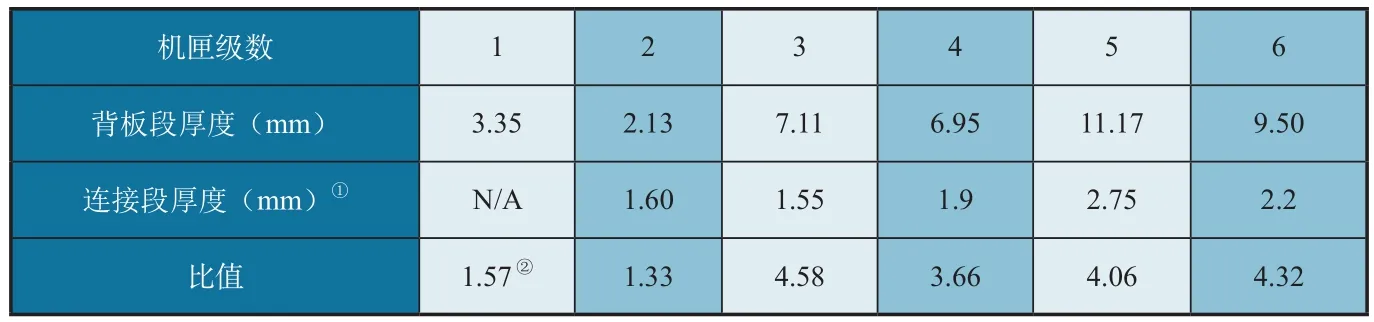
表1 各級機匣壁厚
4 結論
綜上所述,雖然羅羅公司對RB211發動機高壓壓氣機2級機匣涂層脫落故障進行了多次改進,但是由于2級機匣設計結構缺陷,僅通過涂層種類和參數的變化是無法對故障進行徹底消除的。作者結合自己的工作經驗,認為可以嘗試通過如下的方式進行避免:首先,在進行涂層恢復工作時,對于2級機匣的背板段厚度,應根據發動機手冊給出的標準甚至適當高于手冊標準進行嚴格控制,一旦出現超出手冊的情況,必須更換此級機匣,防止由于背板段的厚度不夠而在使用中產生不良影響。其次,裝配時將敲擊改為使用螺栓磅緊的方式直接將兩級機匣壓緊,并且在機匣的安裝邊設計增加頂絲孔,分解時用頂絲頂升的方式將機匣脫開以避免機匣受到敲擊力的影響。對于其他型號的發動機,如果執行大修時發現有類似結構時,也應注意以上提及的幾個關鍵點,避免經過修理后的發動機在使用中涂層出現故障。如果條件允許,建議發動機廠家更改設計,如調整安裝邊的位置或加厚背板區域以減少形變和振動的可能。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
