劃線間距對中性墨水圓珠筆出墨量的影響
2020-04-10 01:18:28王通虎李安
中國制筆 2020年1期
王通虎,李安
上海晨光文具股份有限公司,上海市奉賢區(qū) 201406
引言:
國家標準GB/T 37853-2019《中性墨水圓珠筆和筆芯》已于2020年3月1日實施,標準中6.1劃圓書寫機的d)書寫格式:間距為1mm~5mm的連續(xù)螺旋線(周長100mm),UF及EF筆頭推薦采用劃線間距1mm[1]。而ISO標準ISO 27668《中性墨水圓珠筆和筆芯》及目前仍在執(zhí)行的輕工行業(yè)標準QB/T 2625-2011《中性墨水圓珠筆和筆芯》的書寫格式:間距為2mm~5mm的連續(xù)螺旋線[2,3]。經(jīng)筆者研究論證,隨著劃線間距增大,劃線長度會逐漸減小,同樣的產(chǎn)品會因為采用不同的劃線間距檢測得到不同的結果,甚至會出現(xiàn)合格與不合格兩種截然不同的判定。本文將對此進行理論計算與實測驗證。
一、理論計算
假定劃線紙張的吸墨量有一定的飽和度,在劃線墨跡發(fā)生重疊的區(qū)域會減少吸墨或者不吸墨[4,5]。因此我們只需計算出改變間距后其劃線線跡的交叉點的數(shù)目及總面積大小,便可近似計算出其對出墨量的變化影響。
圖1 為不同劃線間距所劃的線跡,由左向右依次為間距1mm、間距2mm 和間距4mm,可以明顯看到其線跡重疊區(qū)域逐步減少,并且部分面積由菱形逐步接近方形。
劃圓一圈周長為100mm,直徑為31.8mm。假設劃線線跡寬度為0.25mm,則劃圓一圈的面積約為25mm2。
圖1 不同劃線間距的劃線線跡
對于劃線間距為4mm 的線跡,需要計算的總交叉重疊面積為:4mm 間距7 個,8mm 間距6 個,以此類推至28mm 間距1 個,算上對稱面積,合計重疊數(shù)為56 個,重疊總面積約為7.3026mm2,平均每圈重疊面積約為0.91mm2,占比約為3.65%。
對于劃線間距為2mm的線跡,需要計算的總交叉重疊面積為:2mm間距15個,4mm間距14個,以此類推至30mm間距1個,算上對稱面域,合計重疊數(shù)為240個,重疊總面積約為19.918mm2,平均每圈交叉面積約為1.24mm2,占比約為4.98%。
對于劃線間距為1mm 的線跡,需要計算的總交叉重疊面積為:1mm 間距31 個,2mm 間距30 個,以此類推至31mm 間距1 個,算上對稱面域,合計重疊數(shù)為930 個,重疊總面積約為101.428mm2,平均每圈交叉面積約為3.17mm2,占比約為12.68%。
如果以劃線間距為4mm 的線跡面積為100%,則劃線間距為2mm 的線跡面積將減少1.37%,劃線間距為1mm 的線跡面積將減少9.38%。如果以劃線間距為1mm 的出墨量為100%,則劃線間距為4mm 的出墨量將比劃線間距為1mm 的出墨量增加10.35%,劃線間距為2mm 的出墨量將比劃線間距為1mm 的出墨量增加8.84%,劃線間距為4mm 的出墨量將比劃線間距為2mm 的出墨量增加1.39% 。
二、實測驗證
為了驗證劃線間距不同對書寫出墨量的影響,采用兩組樣品進行驗證試驗[6]。
第一組樣品為采用640/0.5 針管筆頭、中性顏料型黑色墨水、灌墨量為0.6g 的筆芯。
第二組樣品為采用670/0.5 筆頭、中性顏料型黑色墨水、灌墨量為0.6g 的筆芯。
測試條件為:
劃圓書寫機型號為HST10E;
書寫載荷為1N;
書寫角度為70°;
劃線速度為4.5m/min;
書寫格式分別為間距1mm、2mm、4mm;
書寫紙張為ISO14145 規(guī)定的70g 書寫紙;
環(huán)境條件為溫度23℃,相對濕度55%RH。
(一)第一組樣品試驗結果
第一組樣品分三批分別以劃線間距為1mm、2mm、4mm 經(jīng)過書寫劃線檢測,得到了各自的出墨量結果。表1 為640/0.5 針管筆芯1mm 劃線間距下的出墨量,表2 為640/0.5 針管筆芯2mm 劃線間距下的出墨量,表3 為640/0.5 針管筆芯4mm 劃線間距下的出墨量。
根據(jù)上述實測數(shù)據(jù),得出第一組樣品640/0.5針管筆芯的出墨量對比見表4,平均出墨量曲線圖見圖2。
表1 640/0.5針管筆芯1mm劃線間距下的出墨量(均值僅計算前400m)(單位:mg/100m)
表2 640/0.5針管筆芯2mm劃線間距下的出墨量(均值僅計算前400m)(單位:mg/100m)
表3 640/0.5針管筆芯4mm劃線間距下的出墨量(均值僅計算前400m)(單位:mg/100m)

表4 640/0.5筆芯出墨量均值比較(單位:mg/100m)

表5 640/0.5筆芯不同間距的出墨量變化比較
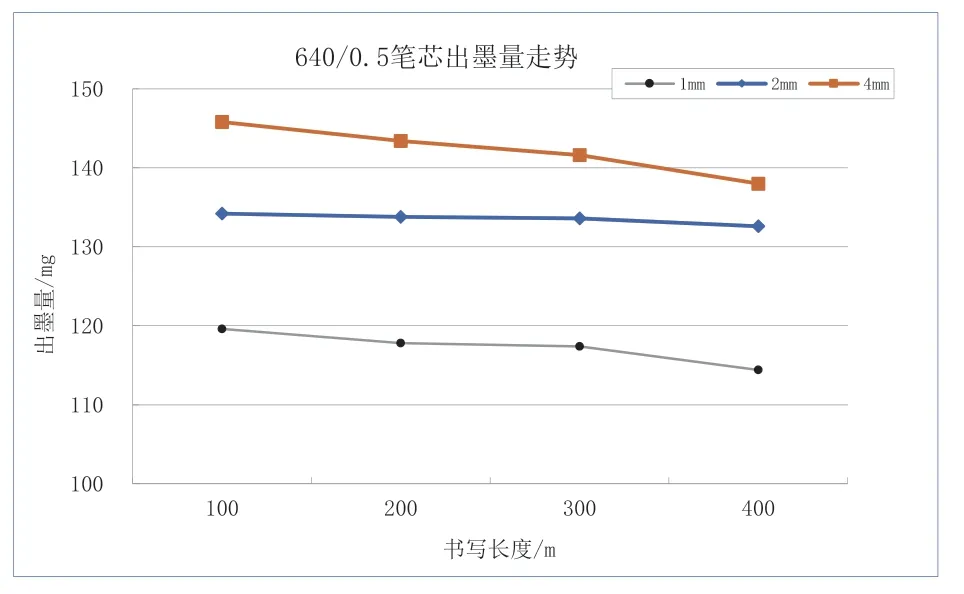
圖2 640/0.5針管筆芯不同劃線間距下的出墨量曲線圖
不同劃線間距的出墨量差距見表5。由表5 可見,出墨量隨劃線間距增大而逐步增大,劃線間距從1mm 到2mm,出墨量的增幅大于從2mm 至4mm。實測的出墨量增幅大于理論增幅。
(二)第二組樣品試驗結果
第二組樣品同樣分三批分別以劃線間距為1mm、2mm、4mm 經(jīng)過書寫劃線檢測,得到了各自的出墨量結果。表6 為670/0.5 筆芯1mm 劃線間距下的出墨量,表7 為670/0.5 筆芯2mm 劃線間距下的出墨量,表8 為670/0.5 筆芯4mm 劃線間距下的出墨量。
根據(jù)上述實測數(shù)據(jù),得出670/0.5 筆芯的出墨量對比見表9 及走勢圖3。
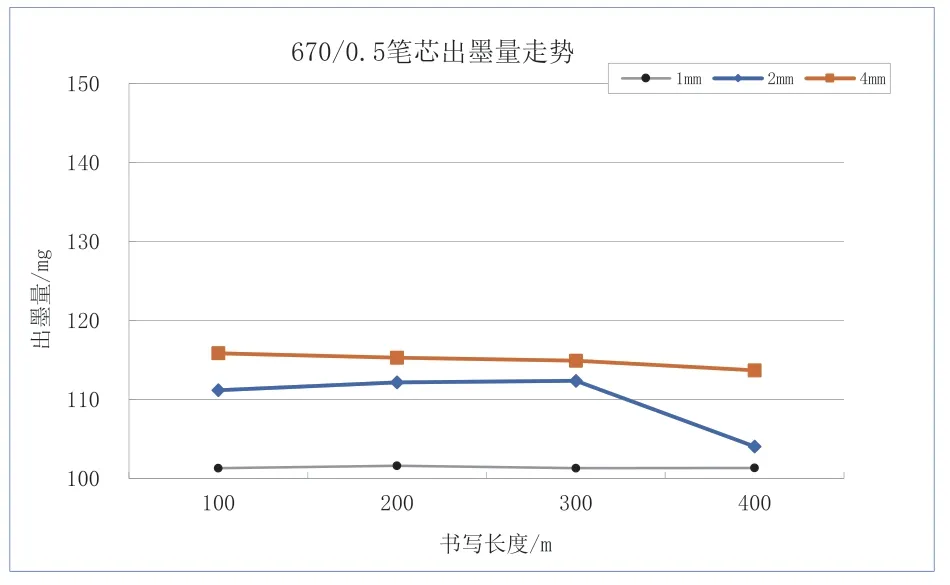
圖3 670/0.5子彈頭筆芯不同劃線間距下的出墨量趨勢
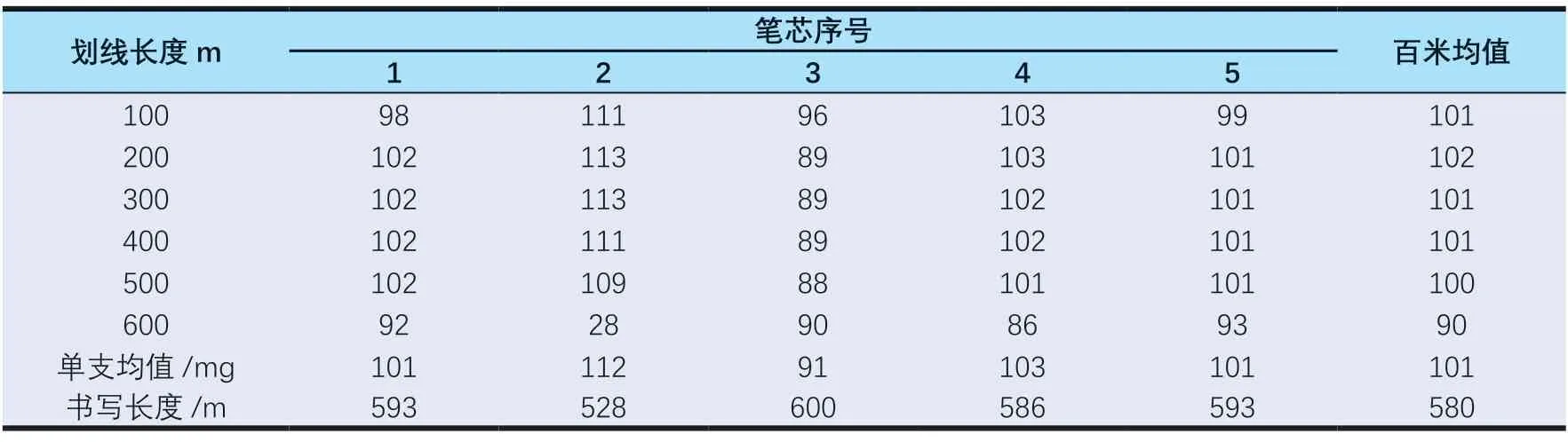
表6 670/0.5子彈頭筆芯1mm劃線間距下的出墨量(均值僅計前400m)(單位:mg/100m)
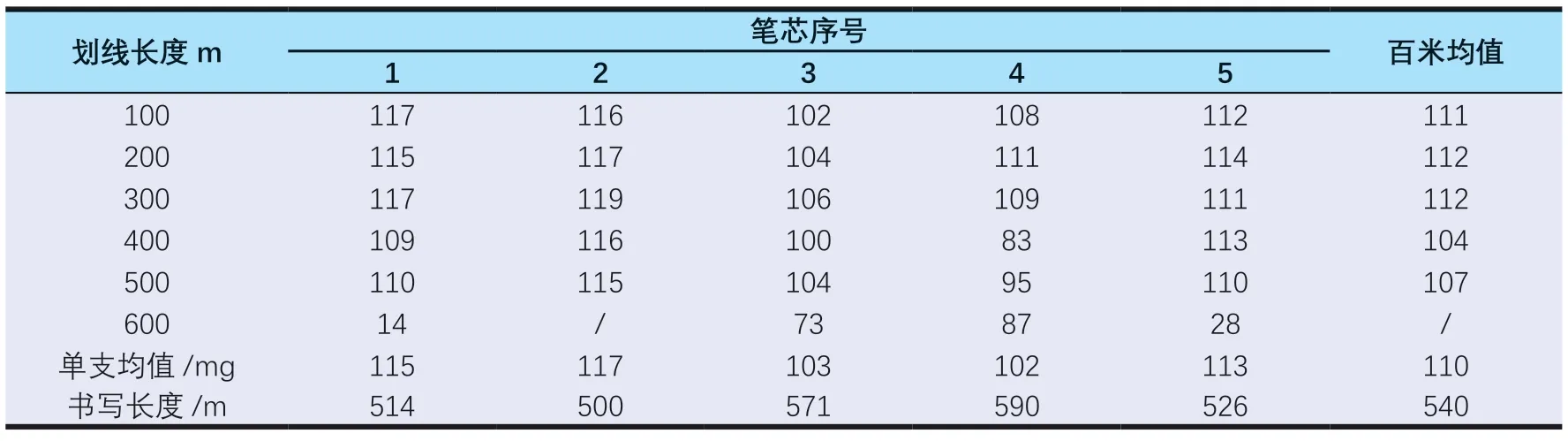
表7 670/0.5子彈頭筆芯2mm劃線間距下的出墨量(均值僅計前400m)(單位:mg/100m)

表8 670/0.5子彈頭筆芯4mm劃線間距下的出墨量(均值僅計前400m)(單位:mg/100m)
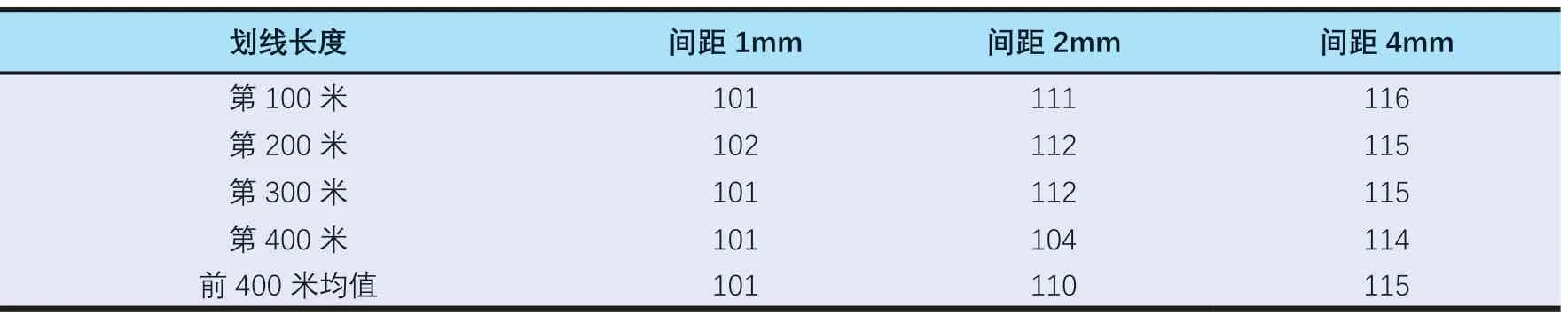
表9 670/0.5筆芯出墨量均值比較(單位:mg/100m)

表10 670/0.5筆芯不同間距的出墨量變化比較
670/0.5 筆芯的不同劃線間距的出墨量差距見表10。由表10 可見,出墨量隨劃線間距增大而逐步增大,劃線間距從1mm 到2mm,出墨量的增幅大于從2mm 至4mm。實測的出墨量增幅略大于理論增幅。
三、試驗結果分析
根據(jù)上述兩組試驗,均可得出同樣結論,隨劃線間距增大,出墨量呈上升趨勢,上升的幅度為先快后慢。設計實驗的實測結果趨勢與理論計算結果接近,差距的原因在于線跡寬度的假設。如640/0.5 針管筆芯,初始線跡寬度越大,交叉面積也越大,對于小間距的影響也越大。在對比驗證的實測中,寬度大于假設的0.25mm,其實測變化幅度也要大于理論值。而670/0.5 子彈頭筆芯,初始線寬與理論假設接近,則實測變化幅度略大于理論值。
(一)對劃線長度的影響
因為采用不同的間距而出現(xiàn)的不同出墨量大小,對同樣的筆芯的劃線長度的影響是比較明顯的,表11為640/0.5 針管筆芯書寫長度比較,圖4 為640/0.5針管筆芯不同劃線間距下的劃線長度趨勢圖。

表11 640/0.5筆芯書寫長度比較(單位:m)
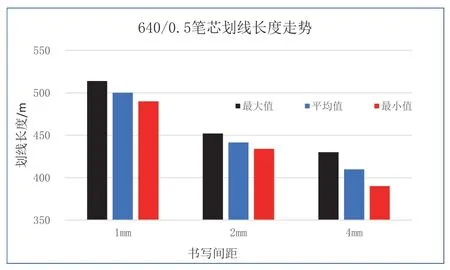
圖4 640/0.5針管筆芯不同劃線間距下的劃線長度趨勢圖
表12 為670/0.5 筆芯書寫長度比較,圖5 為670/0.5 筆芯不同劃線間距下的劃線長度趨勢圖。

表12 670/0.5筆芯書寫長度比較(單位:m)
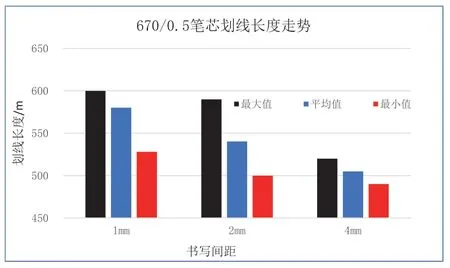
圖5 670/0.5子彈頭筆芯不同劃線間距下的劃線長度趨勢圖
由上述圖表可見,同等灌墨量的筆芯,隨著劃線間距的增加,劃線長度呈下降趨勢。其中,640/0.5筆芯采用4mm 間距測試時存在劃線長度不足400m的筆芯,已不符合輕工行業(yè)標準QB/T 2625-2011《中性墨水圓珠筆和筆芯》的要求。同樣的產(chǎn)品,均按標準檢測,會出現(xiàn)檢測判定截然不同的結果,對于處于臨界狀態(tài)的產(chǎn)品會產(chǎn)生較大的爭議。
(二)與實際書寫狀況的比較
由于東亞地區(qū)書寫的方塊字筆劃和轉折較多,以漢字為例平均筆畫為7劃[7],筆劃間的間距更小,比較喜歡用線跡較細的筆,即球珠的直徑在0.5mm及以下的;相對于拉丁文系的字母筆劃連續(xù)的更多,比較喜歡用線跡較粗的筆,即球珠的直徑在0.8mm及以上的。因此,采用1mm間距更為接近實際書寫中漢字筆劃間的間距(見圖6),符合東亞地區(qū)的書寫習慣[8]。
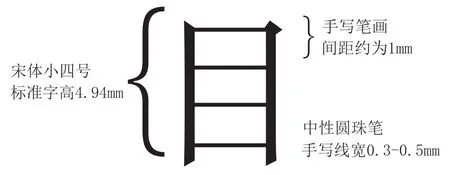
圖6 漢字筆劃間距示意圖
此外,采用書寫劃圓機進行劃線檢測的目的不僅是為了劃線長度,同時需要對劃線的線跡質量作出評判,例如線跡單邊、空心、斷線和積墨等。大量的試驗證明,劃線間距小的比間距大的更容易發(fā)現(xiàn)上述的異常與問題。因此,在制訂國家標準GB/T 37853-2019《中性墨水圓珠筆和筆芯》時,提出了間距為1mm~5mm 的連續(xù)螺旋線(周長100mm),UF 及EF 筆頭推薦采用劃線間距1mm。其目的是為了更符合中國的實際狀況,盡可能避免檢測結果判定中出現(xiàn)不必要的爭議。
結論
1.影響中性墨水圓珠筆書寫出墨量的因素很多,既有墨水也有筆頭,還有筆或筆芯的其他零部件以及生產(chǎn)工藝等各方面,本身就比較復雜,如果再加上標準的檢測方法也有變數(shù)的話就更復雜了。作為產(chǎn)品標準需要有統(tǒng)一規(guī)范的檢測方法,尤其是對于臨界值和測量不確定度,以及容易引起爭議方面,更需要有針對性的解決方案。國家標準GB/T 37853-2019《中性墨水圓珠筆和筆芯》制訂中對書寫劃線間距范圍的調整,特別是明確了“UF 及EF 筆頭推薦采用劃線間距1mm”,應該是一種有益的嘗試。
2.不同文化所形成的文字會有不同的書寫方式和習慣,采用1mm 的劃線間距更貼合以漢字為代表的方塊字書寫的實際情況,并且在劃線檢測中更容易辨別發(fā)現(xiàn)線跡質量的異常情況。
