超高壓處理對百香果—火龍果復合飲料品質的影響及殺菌工藝優化
2020-04-13 13:40:24唐美玲段偉文段振華唐小閑
食品與機械 2020年2期
唐美玲 段偉文 段振華 唐小閑
(1. 大連工業大學食品學院,遼寧 大連 116034; 2. 賀州學院食品與生物工程學院,廣西 賀州 542899)
百香果(PassifloraedulisSims)又名雞蛋果,含有多糖、氨基酸以及豐富的鈣、磷、鐵等物質[1],其果香味獨特,非常適宜與其他果蔬汁混合,能有效改善復合飲料的風味[2]。火龍果(Hylocereusundatus)又稱紅龍果,富含維生素、膳食纖維、碳水化合物和礦物質[3],是一種高膳食纖維、低脂、低糖、高水分且微量營養素豐富的熱帶和亞熱帶水果[4]。這兩種水果作為廣西優勢農產品資源,產量高但不耐貯藏[5-6],將二者復配制作飲品,可以轉化為高附加值加工產品的形式解決原料不耐貯藏問題[7]。然而,百香果、火龍果均為熱敏性原料,采用熱力殺菌會不同程度地破壞復合飲料中的營養成分和感官品質[8]。
超高壓技術(UHP)是目前農產品非熱殺菌的研究熱點之一[9],能在殺菌、鈍酶的同時保持產品原有營養和感官品質,其中施壓方式是影響超高壓殺菌效果的一個重要因素[10],有研究[11]表明,間歇式超高壓可以強化對微生物的致死率,減少超高壓處理時間。現有研究中采用間歇性施壓處理單一水果飲料已有報道,如胡蘿卜汁[11]、西番蓮果汁[12]、椰肉原漿[13]9等,但應用于百香果—火龍果復合飲料的研究尚未見報道。
試驗擬采用間歇式超高壓處理百香果—火龍果復合飲料,研究不同低高壓壓力組合、保壓時間、低高壓時間比和協同溫度對復合飲料殺菌效果及品質的影響,為其工業化加工應用提供一定的參考。
1 材料與方法
1.1 材料與試劑
百香果:紫果,泰和水果店;
火龍果:紅肉,泰和水果店;
富硒黑木耳:廣西昭平;
白砂糖、食鹽:市售;
果膠酶:食品級,諾維信有限公司;
果膠、黃原膠:食品級,浙江多味化工食品有限公司;
無水乙醇、氯化鈉:分析純,廣東光華科技股份有限公司;
平板計數瓊脂:生化試劑,廣東環凱微生物科技有限公司。
1.2 試驗儀器與設備
破壁料理機:XP07型,佛山市順德區喜萊家電器有限公司;
數顯恒溫水浴鍋:HH-S2型,江蘇金怡儀器科技有限公司;
立式壓力蒸汽滅菌器:LDZX-75KBS型,上海申安醫療器械廠;
臺式低速大容量離心機:L550型,湖南湘儀實驗室儀器開發有限公司;
真空包裝機:AS-Z0L型,泉州市安森機電有限公司;
超高壓設備:HPP.L2-600/1型,天津華泰森淼有限公司;
pH計:FE28型,梅特勒—托利多儀器(上海)有限公司;
可見分光光度計:722型,上海佑科儀器儀表有限公司;
數顯糖度計:LH-B55型,陸恒生物有限公司;
色彩色差計:CR-400型,日本柯尼卡美能達控股株式會社。
1.3 試驗方法
1.3.1 百香果—火龍果復合飲料的制備
百香果汁、火龍果汁→混合、調配→均質→袋裝(100 g/袋)→真空封口→超高壓殺菌→冷卻→成品
操作要點:
(1) 混合、調配:將制備的百香果汁、火龍果汁按最佳配方即百香果與火龍果復配比1∶1 (g/g),料液比1∶3(g/g)進行混合后,加入具有保健功效且可均衡營養的黑木耳粉0.35%,白糖9%和穩定劑0.1%調配。
(2) 均質:將調配好的混合果汁置于膠體磨中處理7 min。
(3) 袋裝:將均質后的復合飲料裝至耐壓性能優良的PET/PE復合真空食品包裝袋中。
(4) 真空封口:裝袋后在0.1 MPa下進行真空熱封,封口時間為2.0 s,冷卻時間為1.7 s。
(5) 超高壓殺菌:將包裝好的復合飲料置于超高壓滅菌容器內,以水作為傳壓介質,采用先低壓處理,待卸壓完成后立即進行高壓操作,處理結束取出樣品。
1.3.2 單因素試驗設計 試驗設定超高壓處理基本條件為低高壓壓力組合200 MPa/400 MPa、保壓時間10 min,低高壓時間比1∶1,協同溫度30 ℃,以低高壓壓力組合(100 MPa/400 MPa、200 MPa/400 MPa、200 MPa/500 MPa、300 MPa/500 MPa、300 MPa/600 MPa)、保壓時間(2,6,10,14,18 min)、低高壓時間比(5∶1,2∶1,1∶1,1∶2,1∶5)和協同溫度(25,30,35,40,45 ℃)為超高壓處理的考察因素,以菌落總數、pH、可溶性固形物、穩定系數和色差值△E為指標。改變其中一個因素條件,固定其他因素條件,分別考察各因素對復合飲料品質的影響。
1.3.3 正交試驗優化設計 依據單因素試驗結果,采用L9(34)進行三因素三水平正交試驗因素水平設計。
1.3.4 測定指標
(1) 色差值:分別將超高壓處理樣品與對照樣品平鋪于臺面,采用色差計對樣品的L、a、b進行測定,然后對比分析[14]。其中,L表示樣品亮度;a表示樣品紅綠度;b表示樣品黃藍度,△E表示樣品色澤總體變化,△E越大表明顏色變化越明顯。△E的計算公式為:
△E= [(L-L0)2+(a-a0)2+(b-b0)2]1/2,
(1)
式中:
L、a、b——超高壓處理樣品測定值;
L0、a0、b0——對照樣測定值。
(2) pH值:采用pH計進行測定。
(3) 可溶性固形物:將復合飲料充分混勻,采用數顯糖度計進行測定。
(4) 穩定系數:量取5 mL復合飲料于50 mL容量瓶中,蒸餾水定容,混勻后用分光光度計測定其最大吸收波長處的吸光值A1。然后量取10 mL復合飲料置于離心管內,以2 000 r/min的轉速于低速離心機內處理10 min,取5 mL上清液按A1前處理方法稀釋10倍,混勻后在其最大吸收波長處測定吸光值A2,按式(2)計算復合飲料的穩定系數R[15]。R越大表明復合飲料穩定性越好。
R=A2/A1。
(2)
(5) 菌落總數的測定:按GB 4789.2—2016執行。
1.3.5 數據處理與分析 試驗結果以(均值±標準差)表示(n=3),采用Word 2010、Excel 2010、Origin 8.5和JMP 10.0進行數據處理和圖表繪制。
2 結果與分析
2.1 低高壓壓力組合對復合飲料品質的影響
百香果—火龍果復合飲料中初始菌落總數為4.48 lg(CFU/mL),隨著壓力組合的升高,菌落總數呈下降趨勢。經壓力組合100 MPa/400 MPa、300 MPa/600 MPa 處理的復合飲料中菌落總數分別下降至2.48,1.74 lg(CFU/mL),表明復合飲料中的不耐壓微生物隨著壓力組合的升高逐漸失活;在200 MPa/500 MPa下復合飲料的殺菌率為99.64%。當壓力組合在200 MPa/500 MPa、300 MPa/500 MPa和300 MPa/600 MPa時,復合飲料中菌落總數并沒有隨著壓力組合的增大而顯著減少。分析原因:超高壓處理后,大部分對壓力敏感的細菌已經死亡,而在有限的范圍內繼續升高壓力,因施壓壓力遠未達到耐壓菌的閾值,其菌落總數也不會顯著減少[16]。
由表1可知,不同低高壓壓力組合對復合飲料的pH、可溶性固形物、穩定系數和色差△E與對照樣均無顯著差異(P<0.05)。這與朱香澔等[12]研究超高壓處理西番蓮果汁品質的影響時結果一致,經超高壓處理西番蓮果汁的pH、可溶性固形物、穩定系數和色差△E均無顯著性差異。其中,在100 MPa/400 MPa、200 MPa/500 MPa時,色差△E相較于其他組合更小。綜合各項指標及生產成本考慮,較佳的壓力組合為200 MPa/500 MPa。
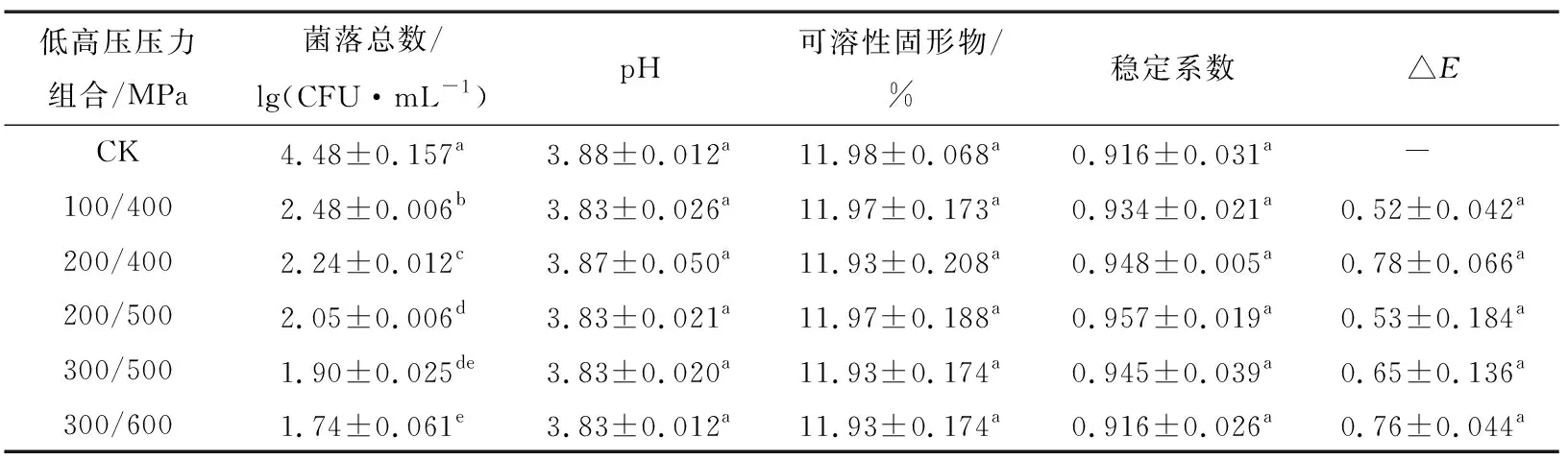
表1 低高壓壓力組合對復合飲料品質指標的影響?
? 同列小寫字母不同表示差異顯著(P<0.05)。
2.2 保壓時間對復合飲料品質的影響
隨著保壓時間(2~18 min)的延長,菌落總數顯著減少,因此延長保壓時間對殺滅復合飲料中的細菌效果顯著(表2)。這與任杰等[17]報道的隨著超高壓殺菌時間的延長,菌落總數的滅活率逐漸上升結果相互一致。當保壓時間>10 min時,復合飲料的菌落總數下降趨于平緩,可能是由于復合飲料中的大部分微生物已在10 min內被殺死,而剩余的微生物具有較高的耐壓性,故繼續延長保壓時間對復合飲料中菌落總數的變化不明顯。
由表2可知,與對照組相比,經超高壓處理對復合飲料的pH、可溶性固形物和穩定系數影響較小,均無顯著性差異,表明超高壓處理可較好地保持復合飲料的甜酸度及穩定性。這與方亮等[18]研究超高壓中溫協同處理對獼猴桃果汁pH及可溶性固形物含量的影響結果一致。隨著超高壓處理中保壓時間的延長,復合飲料的色差值△E在18 min時最大,與處理組間差異顯著,可能是經超高壓處理后,復合飲料中的內源酶會被鈍化,同時保壓時間越長,越有利于細胞內呈色物質的溶出,從而使復合飲料的色澤有所變化[19]。綜合各項指標及生產成本考慮,較佳的保壓時間為10 min。
2.3 低高壓時間比對復合飲料品質的影響
隨著低壓時間占比的減少,高壓時間比例的增大,復合飲料菌落總數下降幅度較大,由2.56 lg(CFU/mL)下降至1.76 lg(CFU/mL)(表3)。這是因為增大高壓時間占比的同時間歇性施壓方式對微生物的特殊脅迫作用得以增強,高壓時間比越大,對微生物的特殊脅迫作用也越強,復合飲料中微生物的殺菌效果越好[13]16。在低高壓時間比為1∶2,1∶5時,菌落總數曲線趨于平緩,繼續延長高壓時間對復合飲料殺菌效果的影響不明顯。
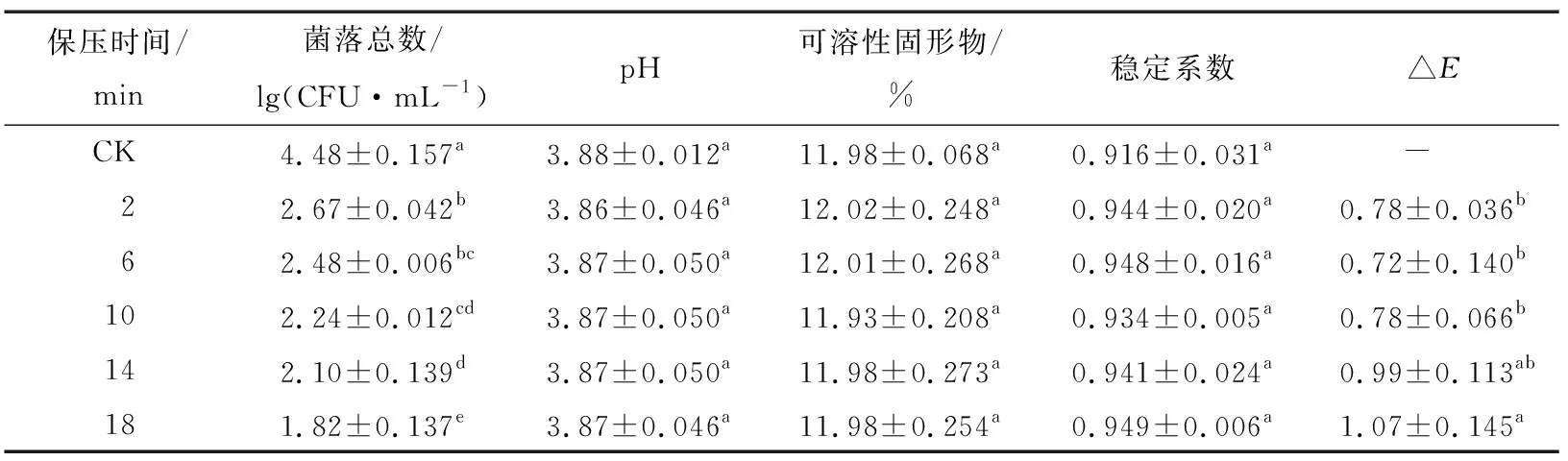
表2 保壓時間對復合飲料品質指標的影響?
? 同列小寫字母不同表示差異顯著(P<0.05)。
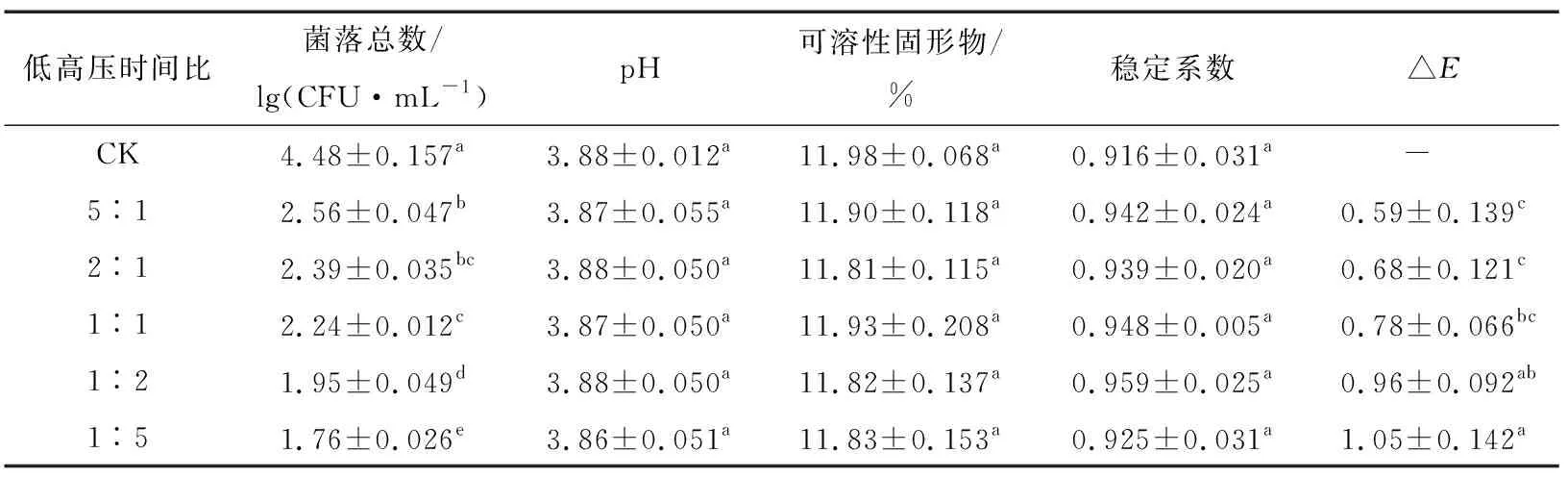
表3 低高壓時間比對復合飲料品質指標的影響?
? 同列小寫字母不同表示差異顯著(P<0.05)。
由表3可知,保壓時間對復合飲料的pH、可溶性固形物、穩定系數與對照樣無顯著差異,而色差值△E隨著高壓時間的延長而逐漸增大,在低高壓時間比1∶2,1∶5時存在顯著性差異,可能是由于高壓時間的延長,復合飲料中果肉細胞組織破損,呈色物質大量溶出,色差△E增大。綜合各項指標及生產成本考慮,較佳的低高壓時間比為1∶1。
2.4 協同溫度對復合飲料滅菌效果及品質的影響
隨著協同溫度的升高,復合飲料中菌落總數呈下降的趨勢,但整體下降趨勢較為平緩,處理組間差異不顯著。這與康蕊等[10]研究超高壓處理中保壓溫度對椰肉原漿滅菌效果的影響一致。對照組的pH、可溶性固形物、穩定系數含量分別為3.88、11.98%、0.916;隨著超高壓處理協同溫度的升高,復合飲料的pH、可溶性固形物、穩定系數與對照組均無顯著性差異,而色差值△E隨著協同溫度的升高而增大(表4)。綜合各項指標及生產成本考慮,較佳的協同溫度為30 ℃。
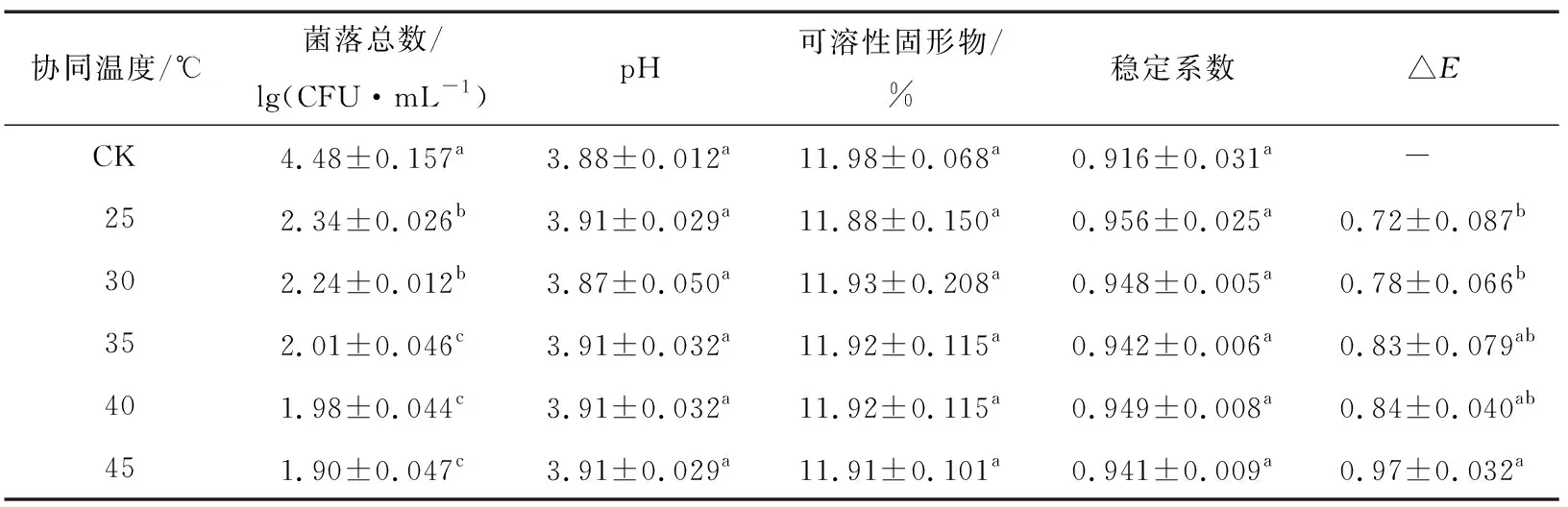
表4 協同溫度對復合飲料品質指標的影響?
? 同列小寫字母不同表示差異顯著(P<0.05)。
2.5 超高壓殺菌正交試驗結果與分析
固定超高壓處理時協同溫度為30 ℃,采用L9(34)進行三因素三水平正交試驗,因素水平設計見表5。
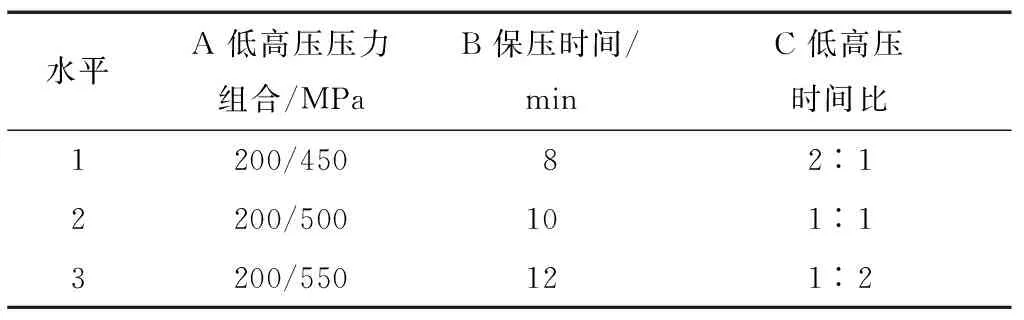
表5 正交試驗因素水平表
由表6可知,經超高壓正交優化試驗的復合飲料中均未檢出霉菌和酵母菌。根據各因素均值分析可知,A3

表6 不同超高壓處理條件對復合飲料殺菌效果的影響

表7 正交試驗方差分析表
2.6 不同殺菌方式對復合飲料品質指標的影響
由表8可知,對最佳超高壓殺菌條件A3B3C3進行驗證實驗,并以未經殺菌處理作為對照組,從復合飲料的各項品質指標對超高壓殺菌與巴氏殺菌(85 ℃,15 min)兩種處理方式進行比較。檢測到經超高壓殺菌處理的復合飲料中菌落總數<10 CFU/mL,巴氏殺菌處理的復合飲料中未檢出菌落;兩種殺菌方式處理對復合飲料的pH、可溶性固形物和穩定系數影響不大,而色差△E分別為
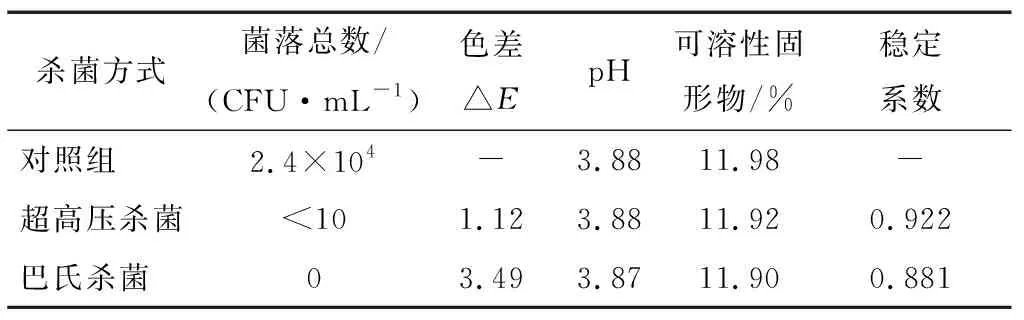
表8 殺菌方式對復合飲料品質指標的影響
1.12和3.49,即巴氏殺菌與對照組的色差存在較大差異,超高壓殺菌則相對較小,說明采用超高壓殺菌可以較好地保持復合飲料原有色澤。
由表9可知,在感官品質方面,兩種殺菌方式對復合飲料感官評價存在不同影響,其中超高壓殺菌與未殺菌樣品較為相近。
表9殺菌方式對復合飲料感官品質的影響
Table9Effectofdifferentsterilizationmethodsonsensoryevaluationofcompoundbeverage
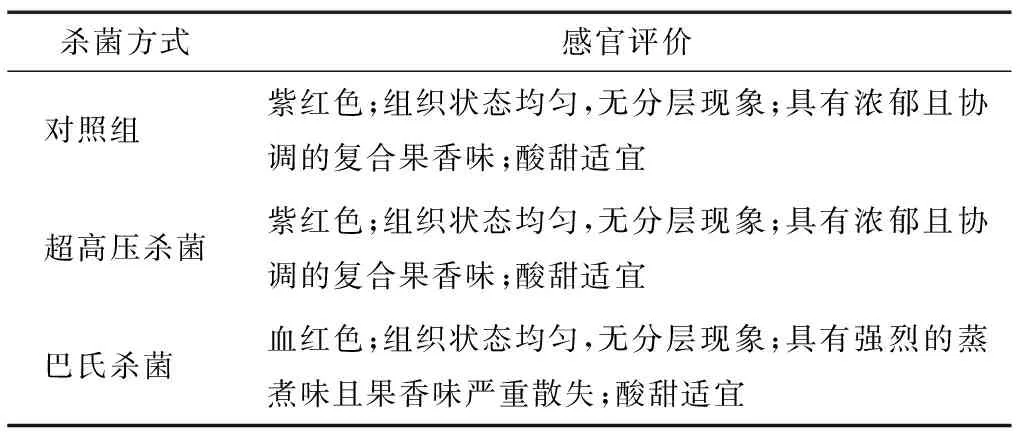
殺菌方式感官評價對照組 紫紅色;組織狀態均勻,無分層現象;具有濃郁且協調的復合果香味;酸甜適宜超高壓殺菌紫紅色;組織狀態均勻,無分層現象;具有濃郁且協調的復合果香味;酸甜適宜巴氏殺菌 血紅色;組織狀態均勻,無分層現象;具有強烈的蒸煮味且果香味嚴重散失;酸甜適宜
綜合以上對菌落總數、pH、可溶性固形物、穩定系數、色差△E和感官評價的分析,采用超高壓殺菌(200 MPa/550 MPa,12 min,1∶2)和巴氏殺菌(85 ℃,15 min)處理復合飲料的微生物指標均可達到飲料相關標準(NY/T 434—2016),但超高壓殺菌可以較好地保持百香果—火龍果復合飲料原有色、香、味等各項品質。
3 結論
超高壓處理新鮮百香果—火龍果復合飲料的殺菌效果顯著,并且能較好地保持復合飲料原有品質,其中壓力越大,保壓時間越長,殺菌效果越好;對復合飲料的pH、可溶性固形物、穩定系數均無顯著性差異,但延長保壓時間和增加高壓時間占比,色差值△E增大。經試驗研究,確定百香果—火龍果復合飲料的超高壓最佳殺菌條件為:低高壓壓力組合200 MPa/550 MPa,保壓時間12 min,低高壓時間比1∶2,保壓溫度30 ℃。在此條件下,菌落總數<10 CFU/mL,產品符合飲料食品的衛生標準要求。此外,超高壓處理百香果—火龍果復合飲料貯藏期間的品質變化有待進一步研究。