基于激光選區(qū)熔化的鋁合金模塊盒成形技術(shù)研究*
2020-04-13 02:20:08崔興斌甘愛鋒
工程技術(shù)研究 2020年1期
關(guān)鍵詞:力學(xué)性能
崔興斌,王 攀,張 遙,甘愛鋒
(北京航天新風(fēng)機(jī)械設(shè)備有限責(zé)任公司,北京 100084)
隨著激光選區(qū)熔化成形技術(shù)在鈦合金、鋁合金、高溫合金、結(jié)構(gòu)鋼、不銹鋼等材料上的成功應(yīng)用,已對(duì)航空航天工業(yè)產(chǎn)生了非常重要的影響。航天產(chǎn)品中大量采用鋁合金,可以滿足輕量化和高強(qiáng)度的設(shè)計(jì)要求,將激光選區(qū)熔化成形技術(shù)應(yīng)用在航天薄壁鋁合金產(chǎn)品的研制過程中,能夠有效控制生產(chǎn)周期,加快研制進(jìn)度。
本文以航天鋁合金薄壁零件為研究對(duì)象,開展了激光選區(qū)熔化技術(shù)(SLM)工藝參數(shù)研究,對(duì)打印成形的零件力學(xué)性能、產(chǎn)品質(zhì)量進(jìn)行了分析。
1 模塊盒結(jié)構(gòu)特點(diǎn)
薄壁零件模塊盒三維模型如圖1 所示,零件壁厚2mm,內(nèi)部有較多凸臺(tái)特征,屬于薄壁型腔零件。傳統(tǒng)的機(jī)械加工采用2A12 T4 的鋁塊為原材料,通過將鋁塊銑加工成形,材料去除量大,內(nèi)應(yīng)力較多,加工時(shí)易變形,生產(chǎn)周期長(zhǎng),而且加工成本高。

圖1 模塊盒三維模型
2 確定設(shè)備和工藝參數(shù)
2.1 材料及設(shè)備選擇
該項(xiàng)目采用材料為AlSi10Mg(ISO 3522 標(biāo)準(zhǔn)),AlSi10Mg 是一種廣泛使用的鑄造鋁合金,具有優(yōu)良的鑄造性能。AlSi10Mg 的主要化學(xué)成分如表1 所示。

表1 AlSi10Mg 合金的化學(xué)成分
采用德國(guó)EOS 的M208 型SLM 成形設(shè)備進(jìn)行零件打印。采用數(shù)字顯微硬度測(cè)試儀 HVS-1000 對(duì)試樣的試樣的顯微硬度進(jìn)行測(cè)量。采用SBF322H 型真空釬焊爐對(duì)成形試樣進(jìn)行熱處理。采用AG-100kN 材料高溫性能試驗(yàn)機(jī)對(duì)試樣的抗拉強(qiáng)度、屈服強(qiáng)度和延伸率等指標(biāo)進(jìn)行測(cè)試。采用壓縮測(cè)試儀測(cè)試常溫壓縮性能。采用液壓萬能試驗(yàn)機(jī)測(cè)定常溫拉伸性能。采用沖擊測(cè)試儀測(cè)定沖擊強(qiáng)化性能。
2.2 工藝參數(shù)的確定
通過單道掃描試驗(yàn)可以確定單道掃描寬度、激光功率和掃描速度之間的關(guān)系。可以在單道掃描的基礎(chǔ)上開展多道掃描試驗(yàn)。掃描間距是多道掃描的關(guān)鍵參數(shù)。重熔對(duì)多道質(zhì)量有重要影響,重熔可以解決多道掃描中出現(xiàn)的球化現(xiàn)象、單道熔池之間搭接不均勻等問題。但是重熔也存在不足的地方,即熔池搭接地方的雜質(zhì)無法完全去除。通過對(duì)重熔掃描路徑的改變,即將重熔的掃描方向和第一次掃描方向設(shè)置成90°,可以有效去除搭接處的雜質(zhì),提升SLM 成形的單層表面質(zhì)量。
為了確定最優(yōu)的掃描速度,采用不同的掃描速度成形小方塊試樣,致密度與掃描速度的關(guān)系如圖2 所示。當(dāng)掃描速度為2000mm/s 的時(shí)候,致密度達(dá)到最高;當(dāng)掃描速度大于2600mm/s 的時(shí)候,致密度發(fā)生較大變化,孔隙率隨掃描速度的增大而增加。通過分析,確定最優(yōu)的掃描速度為2000mm/s。

圖2 掃描速度對(duì)相對(duì)密度的影響
通過研究掃描間距及重熔方式對(duì)ALSi10Mg 成形薄壁零件孔隙結(jié)構(gòu)的影響,SLM 激光能量密度對(duì)成形質(zhì)量的影響,以及掃描速度對(duì)致密度的影響等,形成了加工所用的參數(shù),如表2 所示。
3 試樣力學(xué)性能測(cè)試結(jié)果
按照表2 所示的工藝參數(shù),成形的檢測(cè)試樣如圖3所示,并對(duì)試樣做退火熱處理,退火溫度為300℃,保溫時(shí)間為2h,隨爐冷卻。

表2 試驗(yàn)所用主要參數(shù)

圖3 SLM 成形的隨爐試棒
常溫拉伸試驗(yàn)、壓縮試驗(yàn)及沖擊試驗(yàn)如表3、表4、表5 所示。從表中可以得到:抗拉強(qiáng)度可達(dá)到340MPa以上,屈服強(qiáng)度可以達(dá)到260MPa 以上,延伸率超過6%,壓縮強(qiáng)度超過320MPa,沖擊強(qiáng)度在11J 以上。
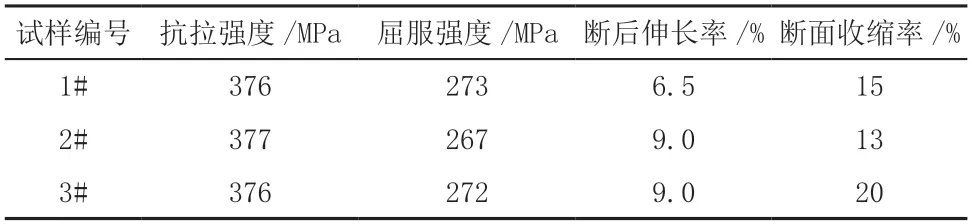
表3 拉伸試驗(yàn)測(cè)試結(jié)果
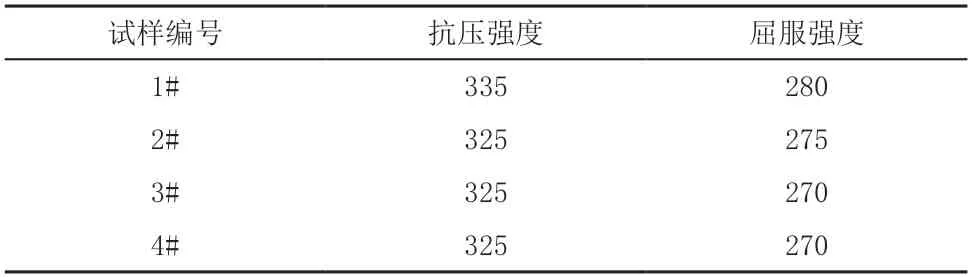
表4 壓縮試驗(yàn)測(cè)試結(jié)果 單位:MPa
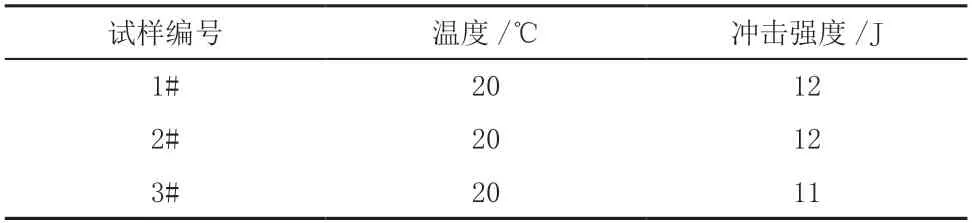
表5 沖擊試驗(yàn)測(cè)試結(jié)果
在YOZ 和XOY 面上分別進(jìn)行顯微硬度測(cè)試,每個(gè)面上分別測(cè)試16 個(gè)點(diǎn),得到其顯微硬度如圖4 所示。由圖可見,其平均硬度分別為95±10HV 和97±10HV,且YOZ 面和XOY 面,顯微硬度沒有明顯差異,且顯示出各向同性。
4 模塊盒成形
為了保證裝配精度,對(duì)有精度要求的配合安裝面,SLM 成形時(shí)留有0.2mm 的機(jī)械加工余量,后續(xù)通過機(jī)械加工到位。對(duì)于四個(gè)側(cè)立面上的方槽,SLM 成形無法實(shí)現(xiàn),也由后續(xù)機(jī)械加工到位。零件壁厚僅為2mm,而且力學(xué)性能不及鍛件,需要在加工過程中控制裝夾力和切削參數(shù),防止零件因裝夾變形。
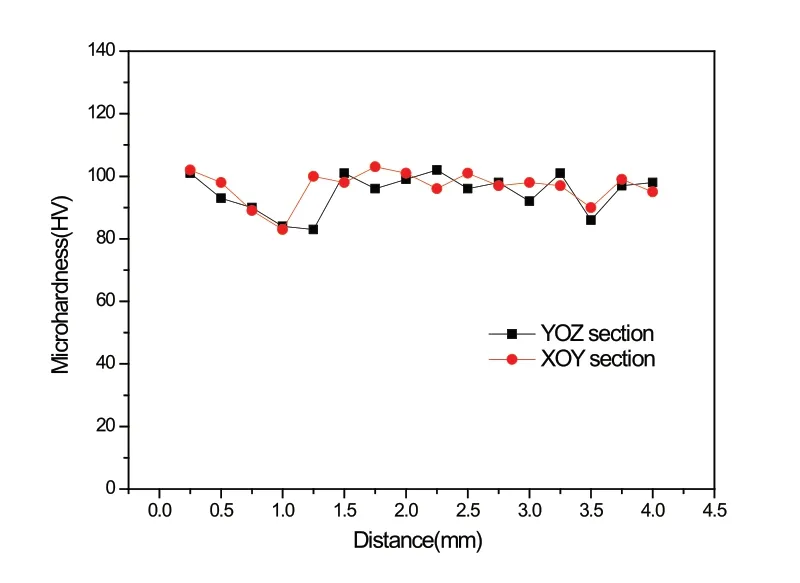
圖4 力學(xué)性能試樣顯微硬度
優(yōu)化參數(shù)所制備的薄壁零件如圖5 所示。通過對(duì)零件外觀檢查,成形良好,無肉眼可見的裂紋、孔洞等缺陷。經(jīng)X 光檢驗(yàn),零件內(nèi)部質(zhì)量符合使用要求。經(jīng)過測(cè)量,尺寸精度都滿足GB/T 1804-m。

圖5 采用SLM 技術(shù)制備的薄壁零件
5 結(jié)束語
文章以航天鋁合金薄壁零件為對(duì)象,研究了激光選區(qū)熔化技術(shù)(SLM)成形技術(shù)工藝參數(shù),并完成了薄壁零件的打印成形,通過對(duì)零件力學(xué)性能、外觀、內(nèi)部質(zhì)量、外形尺寸的檢測(cè),滿足使用要求。ALSi10Mg 鑄造性能優(yōu)良,力學(xué)性能略低于鍛造鋁合金2Al2,但遠(yuǎn)遠(yuǎn)高于鑄造鋁合金ZAlSi9Mg,為航天薄壁鋁合金零件的設(shè)計(jì)提供了更多的選擇,有利于實(shí)現(xiàn)復(fù)雜結(jié)構(gòu)的設(shè)計(jì)。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國(guó)鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國(guó)塑料(2016年6期)2016-06-27 06:34:16
西安工程大學(xué)學(xué)報(bào)(2016年2期)2016-06-05 12:25:17
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
中國(guó)塑料(2015年9期)2015-10-14 01:12:26
中國(guó)塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53