稀油密封圓形高爐煤氣柜運行濺油問題研究
2020-04-20 11:09:57陳凡
中國科技縱橫 2020年1期
陳凡

摘 要:稀油密封圓形高爐煤氣柜是目前國內技術最先進的煤氣柜,施工復雜,安裝精度要求高。在目前國內已投產運行的圓形煤氣柜中,絕大多數圓形煤氣柜在運行一段時間后都存在不同程度的濺油問題,濺油一方面造成密封油的損失,大大增加了氣柜的運行成本,另一方面密封油覆蓋在活塞板、活塞上部走臺上給檢修人員造成很大的安全隱患。本文針對圓形煤氣柜濺油問題進行分析研究,并給出了解決措施。
關鍵詞:稀油密封圓形高爐煤氣柜;氣柜運行;濺油
中圖分類號:TQ547.9 文獻標識碼:A 文章編號:1671-2064(2020)01-0187-02
0 引言
稀油密封圓形高爐煤氣柜(以下簡稱“圓形煤氣柜”)是目前國內技術最先進的煤氣柜,施工復雜,安裝精度要求高。在目前國內已投產運行的圓形煤氣柜中,絕大多數圓形煤氣柜在運行一段時間后都存在不同程度的濺油問題,具體表現在活塞板上表面、活塞上部走臺到處飛濺著密封油,濺油一方面造成密封油的損失,大大增加了氣柜的運行成本,另一方面密封油覆蓋在活塞板、活塞上部走臺上給檢修人員造成很大的安全隱患。因此,濺油一直是圓形煤氣柜設計、施工、生產檢修等人員關注的主要問題,是圓形煤氣柜運行過程中需要解決的主要問題。
1 圓形煤氣柜密封系統工作原理及濺油原因分析
1.1 圓形煤氣柜密封系統工作原理
圓形煤氣柜鋼制活塞的環形周邊油溝內布置有密封裝置,密封件采用補強丁腈橡膠,通過杠桿配重機構加背壓力使其與圓筒形柜體緊密貼合,以減少密封油的泄漏量,油溝內充裝有一定高度的密封油,起到液柱密封的作用,能可靠地防止煤氣外逸[1]。
密封油在活塞密封油槽中通過柜體側板與密封橡膠之間的微小間隙沿側板內壁緩緩流下,落入煤氣柜的底部油溝中。底部油溝的密封油通過與油泵站相連接的管道進入油泵站,在油泵站里經過油水分離后,將油水分離后的密封油用油泵經油上升管打入煤氣柜上部組合油箱中,每個組合式油箱由2個部分組成,其一為溢流油箱,油泵來油直接進入這部分經側板開口溢流進入氣柜側板內壁,然后沿內壁流入活塞密封油槽中。另一部分為預備油箱,容積~2m3,經常儲滿備用油,因停電或其他故障而致使油泵不能供油時,人工開啟預備油箱與溢流箱連通管的閥門,上述構成密封油的循環供給系統。
1.2 濺油原因分析
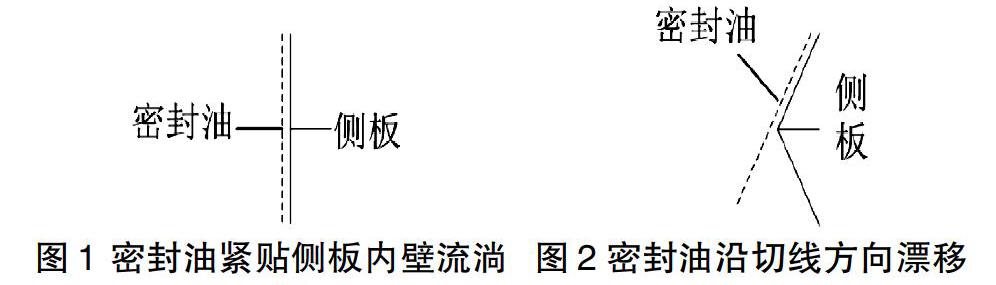
在圓形煤氣柜正常運行過程中,密封油經側板上部的溢流油箱開口處進入氣柜側板內壁,然后沿側板內壁流入活塞密封油槽中,密封油的理想流動狀態應該是密封油緊貼著側板內壁緩慢流入密封油槽中(見圖1)。根據上述論述可得知圓形煤氣柜發生濺油問題的主要原因有以下幾點:
(1)整個氣柜側板施工垂直度偏差過大,造成氣柜側板內部從上到下形成弧線,從而密封油從側板上部流向活塞密封油槽時在側板弧線位置處不是沿著側板內壁流下而是沿著切線方向漂移,造成密封油不能流入活塞密封油槽內而是飄向活塞上部走臺、活塞板等部位(見圖2)。
(2)側板上部油箱溢流口處密封油供油量過大,造成密封油在側板上部油箱溢流口處就開始飛濺,使得密封油不能貼著氣柜內壁緩慢流淌。
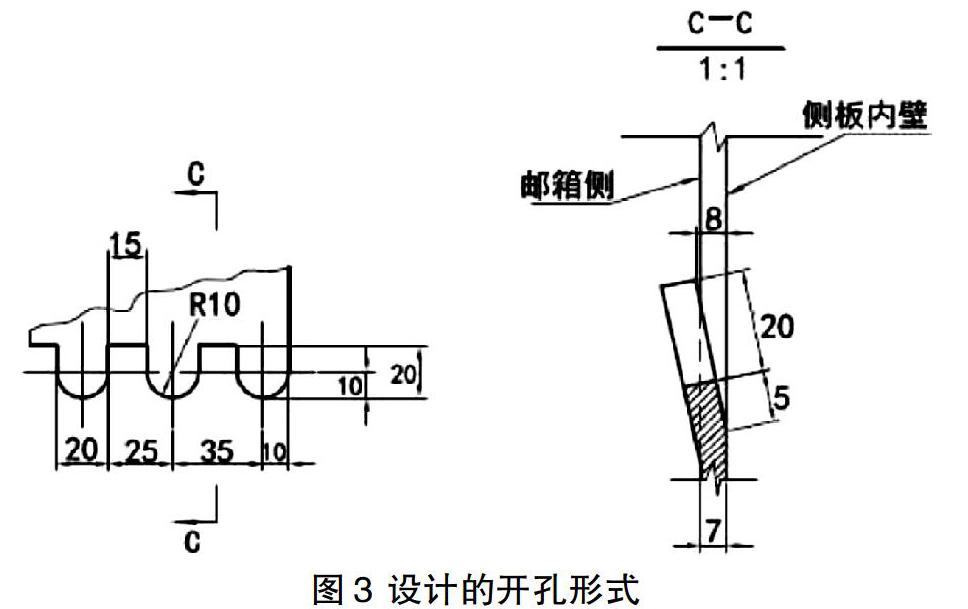
(3)上部郵箱溢流口開孔不合理,上部油箱溢流口設計開孔形式如圖3,頂部為平的,根部為圓弧形,且頂部向油箱有一定的傾斜。設計要求出油口的水平度偏差≤0.05mm,弧形表面光滑無毛刺。實際施工時,溢流口開孔頂部、根部均為平的,且頂部沒有向油箱側傾斜或者傾斜角度不夠,出油口加工也不夠精細,使得密封油從上部油箱溢流口進入煤氣柜內壁,不是呈靜流狀態,而是形成油滴飛濺,濺入氣柜內壁,致使密封油一部分流入活塞油槽內,一部分飛散到活塞油槽外部即活塞走臺及活塞板上,造成密封油的大量損失。
2 改進措施
根據近些年來國內大部分圓形煤氣柜運行的實踐經驗,由上述原因引起的密封油濺油問題經常發生,問題比較嚴重的氣柜還出現活塞板上部積油現象。結合本文上述分析的情況,為了改善或減輕圓形煤氣柜濺油問題帶來的不利影響,現總結以下改進措施:
(1)改進立柱和側板的制作、安裝工藝,提高立柱和側板的制作、安裝精度,具體有以下實施要點:
1)普通立柱H型鋼內側面翼緣兩邊緣、防回轉立柱內側面及翼緣兩邊緣的加工應采用組合銑床,以立柱中心線為基準進行定位(固定時不得用外力強行調直,以免加工后應力釋放造成變形)。一次加工成型,加工后逐根進行檢測,合格后,送下道工序制孔。立柱制作允許偏差見表1。
2)普通立柱H型鋼內側面兩端、防回轉立柱內側面的加工應采用組合銑床一次加工成型,保證其平直度和表面粗糙度100%滿足設計要求。
3)側板與T形肋的裝配應采用特制弧形胎具,胎具的弧度為側板安裝的實際弧度。進行側板與T形肋的裝配時應以安裝孔做為定位的基準,夾緊后裝配,并在專用的焊接胎架上進行焊接,焊接后逐一檢查,達到質量標準后,再放在弧形的胎架上存放(運輸),供安裝使用。
4)側板安裝前,首先要進行側板的現場滾弧處理,滾床的滾制弧度控制在設計的柜側板弧度,然后再進行側板T形肋與弧形板的拼裝,拼裝與焊接在專用胎具上進行,只焊接板與T形肋外部連接焊縫,焊接后,按側板制作檢項對裝配后的側板進行檢查。
5)圓形煤氣柜浮升施工后,側板的安裝方法同浮升前(用柜頂起重機安裝),但每安裝一帶側板,安裝方向要更換一次。每浮升一次,安裝一帶側板。
(2)減小側板上部油箱溢流口處密封油供給量。
1)傳統的圓形煤氣柜工藝設計是每個油泵站對應一個側板上部溢流油箱,密封油在油泵站經過油水分離后,將油水分離后的密封油用油泵經上升管打入煤氣柜上部溢流油箱中。以30萬m3稀油密封圓形高爐煤氣柜為例,一般設計共分為6個油泵站、6個側板上部溢流油箱,每個油泵站對應一個側板上部溢流油箱。而改進措施是每個油泵站在上升管合適位置采取分支系統,每個油泵站對應兩個側板上部溢流油箱,這樣在每個油泵站啟動時能顯著減少每個側板上部溢流油箱的密封油供給量,從而大大降低了密封油在側板上部溢流油箱處飛濺的概率。在天鐵集團15萬m3稀油密封多邊形煤氣柜中就采用該方案,具有良好的應用效果。
2)同理,在密封油上升管合適位置處增加支管,將支管引入油水分離器,支管閥門最好帶有刻度顯示。在氣柜調試過程中,調試人員根據觀察的側板上部溢流油箱溢流口處密封油流淌情況來調節支管閥門開啟程度,從而達到控制側板上部溢流油箱的密封油供給量的目的。在氣柜生產運行過程中,生產檢修人員也可以根據每個上部溢流油箱的密封油流淌情況來調節該閥門。
(3)確保側板上部溢流油箱溢流口處密封油流淌順暢。
1)側板上部溢流油箱溢流口的毛刺、卷邊必須打磨干凈。
2)因為現場安裝精度的原因,側板上部溢流油箱各個溢流孔的水平度一般都會有偏差。在氣柜調試時需在溢流口處觀察密封油的流淌情況,用銼刀等工具對溢流口進行處理,保證密封油從各個溢流口處均勻緩慢向下流淌,不能出現密封油只從個別溢流口流淌,別的溢流口不工作的現象出現。
3)溢流口處的鋸齒需要彎曲,在氣柜調試時需在溢流口處密切觀察密封油的流淌情況,根據流淌情況再進一步對彎曲尺寸進行矯正。
3 結論
綜上所述,由于圓形煤氣柜濺油問題涉及到多個因素,因此需要設計、施工、生產檢修人員各司其職,不斷積累經驗,及時發現問題并解決問題,才能徹底解決圓形煤氣柜運行中的濺油問題。
參考文獻
[1] 付淑艷.煤氣柜密封油損失的原因及補救措施[J].冶金動力,1997(5):56-58.
