淺談一種鋼骨柱梁柱節點定型護筒技術
2020-04-20 11:37:28楊銳明
建筑與裝飾 2020年3期
關鍵詞:施工技術
楊銳明
摘 要 眾所周知,傳統木模散拼的施工方法在鋼梁柱節點處的操作性難度極大,對施工進度和成品質量影響較大,因此我們針對性的制定了相關技術措施,減輕了支模難度,有效提高了整體施工水平效果,并且能夠提前進行下道工序的施工,以下對這些技術的要點進行了全面的介紹。
關鍵詞 鋼骨柱;梁柱節點;定型護筒;施工技術
隨著我國城市工業化建設的不斷推進,大型工業廠房工程日益增多,廠房建成投入使用的工期要求也越來越高,改進傳統工藝,加快施工進程成為首要目標,定型護筒施工工藝具有操作方便、成品質量優良且縮短場內施工工期的特點,它的出現能夠滿足廠房建設對工期的要求。
1技術原理
本工藝結合了裝配式施工工藝及高樁護筒施工工藝于一體,有效地發揮了定型模具在梁柱節點處施工便捷,成品質量好的優勢,同時實現了SRC柱與樓承板同步施工的要求。
2施工工藝
2.1 施工準備
成立策劃小組,召開專題研討會議,按照規范優化施工方案,確定并繪制護筒構造詳圖。經計算確定護筒內箍筋數量和間距,確定護筒厚度及大小尺寸。相關人員及材料準備到位,材料需檢驗合格[1]。
2.2 護筒制作
下料前用角鐵焊接制作模具,完成后對模具進行測量,確保模具偏差在目標值之內,按照模具制作加工護筒外壁,需選用尺寸與質量合格的鋼材進行加工,定期對模具尺寸進行校核,確保混凝土澆筑完成后無漲模等質量問題。
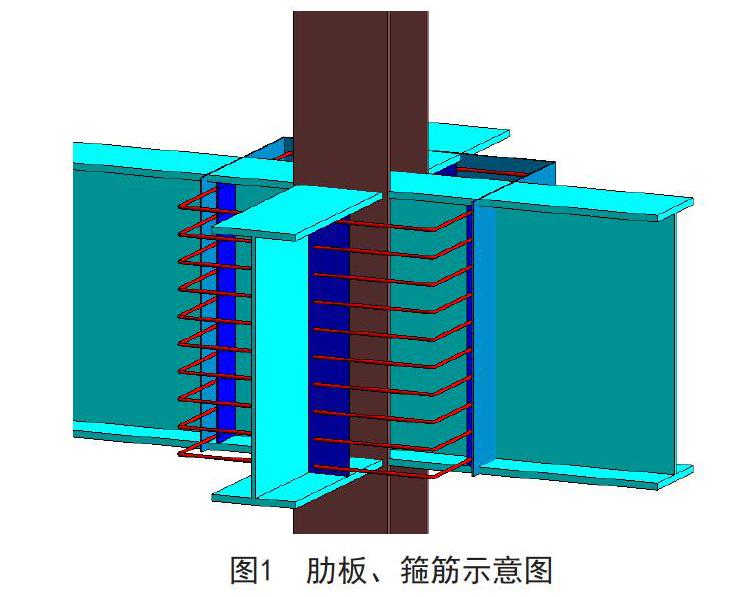
2.3 焊接肋板、箍筋及角鐵
在鋼梁上放設肋板的定位線,精確定位焊接在鋼梁上,同時將鋼梁與鋼柱整體焊接,箍筋間距定位提前在肋板上畫線,箍筋從上至下依次在肋板上進行焊接,并焊接臨時支架,過程中需要嚴格控制焊接位置,確保內部受力符合驗算要求。依據深化圖紙中的角鐵長度,將角鐵焊接在護筒外部,角鐵的一邊與護筒上口平齊。形成樓承板安放平臺,保證澆筑時不漏漿,同時能夠滿足樓承板與SRC柱同步施工。
2.4 現場整體吊裝
選用驗收通過的起重機進行吊裝,確保吊裝作業的安全性。采用全站儀提前在筏板上測設軸網及柱邊線,控制鋼柱位置在設計位置上,在鋼骨柱上畫1m控制線,使用水準儀對標高進行復核,檢測鋼柱及護筒高度是否符合要求。
2.5 架體搭設
柱操作架采用鋼管扣件腳手架,柱子高度小于7米的采用移動架,大于7米的采用固定架,架體設置為回字形,內排立桿中心距柱邊距離不小于300mm,立桿間距1m-2.5m間,橫桿步距為1.8-2m,中間設置攔腰桿,不大于600mm,按要求設置斜拉桿及剪刀撐;操作面滿鋪鋼踏板,上下層操作面間距為1.8-2m,踏板底部均設置防墜網。頂部操作平臺兩側護身欄不小于1.2m高,中間加設一道攔腰桿。架體搭設完成必須經驗收合格后方可使用。
2.6 柱鋼筋綁扎
柱鋼筋按照最新版SRC柱鋼筋深化設計圖紙進行鋼筋的制作綁扎。套柱箍筋:按圖紙要求間距,計算好每根柱箍筋數量,先將箍筋套在下層伸出的搭接筋上,然后立柱子鋼筋,進行綁扎,柱子主筋同一斷面的接頭率不大于50%。
2.7 柱模板支設
鋁模板組合方式:根據設計圖紙要求提前出具配模圖,采用不同規格的模板進行散拼,柱角進行倒角處理;模板高度到鋼構套筒底部,比設計高度尺寸小20mm預留調整空間。柱模板安裝前先在柱根部地面上設置定位鋼筋,定位鋼筋采用14鋼筋,每邊設置兩道。模板安裝采用分塊按順序從低到高拼裝,相鄰兩塊模板立好后安裝銷釘鎖牢,柱四邊模板及時形成圍合,整個柱模板拼裝組合完后安裝柱箍,采用方圓扣型柱箍,間距不大于400mm,首道柱箍距地為150mm,采用專用銷釘銷緊。
2.8 混凝土澆筑
使用插入式振搗器應快插慢拔,插點要均勻排列,逐點移動,順序進行,不得遺漏,做到均勻振實。移動間距30cm。振搗上一層時應插入下一層5cm,以使兩層砼結合牢固。振搗時,振搗棒不得硬撬鋼筋。混凝土在振搗過程中宜將振動棒上下略有抽動,使上下混凝土振動均勻,每次振搗時間以20~30s 為宜(混凝土表面不再出現氣泡、泛出灰漿為準)振搗時,要盡量避免碰撞鋼筋,管道預埋件等。振搗棒插點每次移動距離不超過混凝土振搗棒的有效作用半徑的1.25倍,振搗操作要“快插慢拔”,防止混凝土內部振搗不實;要“先振低處,后振高處”。
3結束語
鋼骨柱梁柱節點的施工是廠房建設的關鍵環節之一,高質量、高效率的完成施工,不僅能夠增加其觀賞性,同時為項目帶來巨大收益。本文結合兩種施工工藝,從技術層面提供合理的施工方法,確保施工按照要求如期完成,從根本解決問題,為項目節省工期及成本。
參考文獻
[1] 申彥利,王雪祺.一種新型鋼骨梁柱節點性能研究[J].山西建筑,2019,(10):34-35.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:55:25
中國科技博覽(2016年19期)2016-10-19 13:53:59
中國科技博覽(2016年19期)2016-10-19 12:09:22
中國科技博覽(2016年18期)2016-10-19 11:00:47
中國科技博覽(2016年18期)2016-10-19 09:07:55
中國科技博覽(2016年18期)2016-10-19 09:05:46
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:56:23
中國科技博覽(2016年18期)2016-10-19 08:47:45
中國科技博覽(2016年18期)2016-10-19 08:41:37
