MTBE純度分析方法的建立
2020-04-22 09:13:26劉梅花蘭州石化三葉公司質檢部甘肅蘭州730060
化工管理 2020年9期
劉梅花(蘭州石化三葉公司質檢部, 甘肅 蘭州 730060)
目前MTBE純度分析使用色譜儀是我公司異丁烯裝置投資建立時購買的,由于使用時間比較長,熱導檢測器靈敏度下降,分析準確率特別低。即使更換新色譜柱、清洗檢測器,用該儀器分析MTBE樣品,純度基本都是100%。這樣分析出的數據沒有任何意義,對異丁烯產品的生產和成品質量的提高起不到任何指導作用。
為此,公司為質檢部配置了三臺新色譜儀(SP-3420A 色譜),質檢部安排專人負責對色譜儀的汽化室溫度、檢測器溫度、柱溫、載氣流速等主要參數進行了多次調試。確定了MTBE純度分析的最佳條件,建立了MTBE 純度分析方法。為異丁烯裝置生產提供了可靠數據,為下一步提高異丁烯產品質量提供了基礎數據。
目前我國丁基橡膠的使用量越來越多,從2000年的4.24萬t 增加到2005 年的15.46 萬t,增長速率很高。好多發達國家輪胎丁基化率已經是80%左右。但是當下我國的丁基化率相比很低。所以,我國在丁基橡膠的使用率上還有很大潛能和發展空間潛力。有科學預估,在N 年以后我國將會大力發展子午胎,所以未來丁基橡膠及鹵化丁基橡膠需求量也是不可預估的。因為龐大的丁基橡膠市場,多以對聚合級異丁烯的純度有了更高的要求,也正因此有前所未有的挑戰。我公司內部將現有的異丁烯裝置生產規模改擴建為6萬多噸/年,對產品的要求也是很高,而對于我們實驗室也提出了要對異丁烯純度進行精確分析。
1 實驗部分
1.1 儀器與材料:
色譜柱:SP-3420A型氣相色譜儀,熱導檢測器。
數據處理儀:色譜數據工作站;
色譜柱:不銹鋼填充柱;∮3mm.
微量注射器:1ul。
載氣:氫氣;純度≥99.99%。
1.2 色譜主要參數的設計:
色譜參數主要由5 個主要參數因素控制:A:汽化室溫度;B:柱溫;C:熱絲溫度;D:進樣量;E:載氣壓力;
1.2.1汽化室溫度的選擇
目標值既是設定值,為了整個過程的形成及反應,須使其形成一個閉循環。這就是諸多事物反應及進化的潛在規則。一氧二青組成了水,給萬物提供了生命;一氧化碳組成了有毒氣體,影響著生命;每個組合是特定的,從反應過程到裂變到結果。已然,色譜它的整個過程也是需要循規蹈矩的。
汽化室的功能是將從進樣口進入汽化室的樣品瞬間汽化。所以汽化室內溫度將樣品中所有組分瞬間汽化就可以,MTBE樣品主要的組份是甲醇、MTBE、甲醚、叔丁醇、混合碳四、戊烯等,因為以上MTBE 樣品主組份沸點低,因此,我們先將汽化室溫度設為125℃、150℃、185℃。
1.2.2柱溫的選擇
柱溫決定樣品的分離程度和分析速度,色譜柱溫實際操作溫度不得高于柱子最高使用溫度。但柱溫太低,分析速度慢,分析時間長。
1.2.3 熱絲溫度的要求
在符合分析要求的情況時,經過多次試驗得知,熱絲溫度不能高,最好熱絲溫度控制在1.5ⅹ100℃,這樣才能滿足試驗分析。
1.2.4 進樣量的選擇
進樣量的選擇和直接影響最終的分析結果,如果進樣量大,色譜峰會高于檢測上限,準確率會受到很大影響。若進樣量太小,這樣就低于檢測下限,不能被檢測。因此,為了得出準確的分析率,在選擇進樣量時就得選用最為合適的。所以我們通過下表來選擇進樣量。
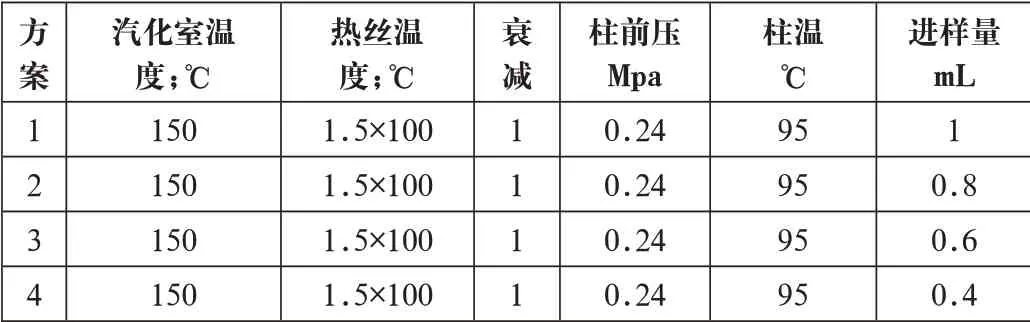
表-1 進樣量調試結果統計情況
通過以上4 個方案的反復試驗,進樣量為0.6 mL 時各主要組分峰形較為理想。
1.2.5柱前壓的調試
通過對色譜柱溫的調試,需適當調整柱前壓(載氣流速)。如下表進行試驗。
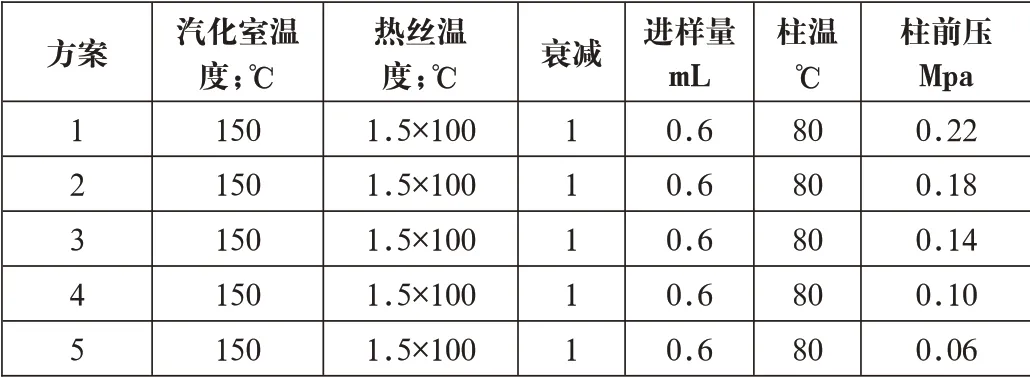
表-3 柱前壓的調試結果統計情況
按上述各方案進行重復試驗,結果表明方案5條件下,碳四峰與異丁烯峰可完全分離,因此,柱前壓應選擇為0.06 Mpa,載氣流速為20ml/min。
2 調試結果
從以上五組分析數據可看出在當前色譜條件下,分析異丁烯樣品中異丁烯含量相對誤差的絕對值都小于0.5%,說明分析重復性較好。
色譜儀調試后的參數見下表-4,調試后樣品分析色譜圖見圖1

表-4 調試后色譜儀參數
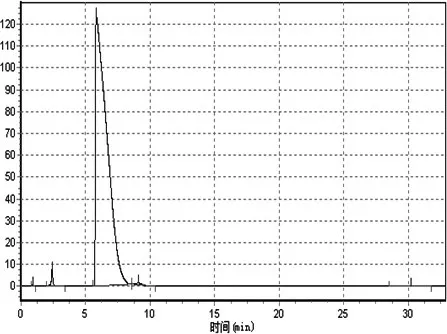
圖1 色譜儀參數調試后的色譜圖
3 精密度和準確度
3.1 精密度試驗

表-5 樣品分析的精密度
從以上四組分析數據可看出在當前色譜條件下,分析異丁烯樣品中異丁烯含量相對誤差的絕對值都小于0.5%,說明分析重復性較好。
3.2 準確度試驗

表-6 樣品分析的準確度
通過上表中2 組分析,MTBE 樣品分析再現性小于0.5%,說明樣品分析再現性較好。因此,目前調試的色譜參數基本滿足MTBE樣品分析要求。
4 結語
MTBE 色譜儀通過調試,新更換的柱子對樣品各組分離效果較佳,分析重復性也較好。但是由于柱前壓較低,載氣流速較低,因此,MTBE 出峰時間為32分鐘左右,一個MTBE 樣品順利分析結束約需40分鐘,整個分析過程耗時長,所以接下來的主要工作就是如何縮短時間,提高工作效率。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
山東工業技術(2016年15期)2016-12-01 05:31:22
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
