高效、低耗、長壽、環保的高爐升級改造技術
2020-04-24 02:27:26段國建王得剛
天津冶金 2020年2期
段國建,全 強,羅 凱,王得剛
(中冶京誠工程技術有限公司,北京100176)
0 引言
長期以來,受“有風就有鐵”高強度冶煉思想的影響,一些高爐工藝配套不合理,導致送風系統和煤氣處理系統能力富裕太多,浪費嚴重;一些高爐由于結構設計不合理導致壽命短,噸鐵折舊費用高;一些高爐利用系數過高,造成能耗過高,導致噸鐵成本過高;一些高爐由于工藝選擇不當而導致生產維護成本高;一些高爐由于建設時技術不成熟而導致環保不達標。以上種種缺陷,造成很大的成本壓力和環保壓力,嚴重影響到市場競爭,甚至可能被淘汰出局。因此,針對以上問題亟待提出合理的升級改造技術。
1 挖掘潛力,優化爐型,提升高爐生產指標
長期以來,一些高爐因利用系數高就被認為效率高、技術好,成為眾多鋼鐵企業的追求方向。但利用系數過高的高爐(尤其是部分中小高爐),普遍能耗高,噸鐵成本較高,尤其是在目前超低排放要求和市場波動的情況下,這些高爐的缺陷逐漸凸顯出來,甚至被貼上落后產能的標簽。
1.1 優化爐型,選擇合適的單位爐缸面積工作爐容(VW/A)
高爐生產指標與原燃料和操作制度密切相關,與高爐爐型也有密切的關系。為什么一些高爐(尤其是中小高爐)容易強化冶煉、產量高,但能耗較高,其根本原因在于單位爐缸面積對應的工作爐容偏小。
高爐單位爐缸面積利用系數是比較接近的,但爐容利用系數差別很大。關鍵在于一些高爐(尤其是中小高爐)單位爐缸面積對應的工作爐容(VW/A)較小,往往在16~20 之間,而指標較好的大高爐多在24~27 之間。按照爐容計算出來的利用系數,VW/A較小的高爐比VW/A 較大的高爐多出30~60%,甚至翻倍。
爐缸面積越大,燃燒燃料越多,煤氣量就越大,產量也會相應增加。但是單位爐缸面積對應的工作爐容(VW/A)與煤氣在爐內的停留時間是密切相關的,它直接影響到煤氣利用率。
煤氣在高爐內的停留時間:

式中,VW為高爐工作容積,m3;ε 為工作容積內爐料的平均孔隙率;A 為爐缸面積,m2;υ 為空塔爐缸煤氣流速或者爐腹煤氣指數,m/min;T 為工作容積內煤氣平均溫度,K;P0為標準狀態下大氣壓力,0.1MPa;P 為工作容積內煤氣平均壓力,MPa。

簡化得到

據統計,對于高爐空塔爐缸煤氣流速或者爐腹煤氣指數υ,經濟技術指標較好的在58~66m/min 左右[1],P 也相對固定,要保持煤氣在爐內足夠的停留時間,必須有合理的VW/A 范圍。
由于中小高爐爐內壓力P 較小,VW/A 應該更大,而不是現有中小高爐比大高爐小得多。當然煤氣停留時間也不宜過長,在爐內6~7s 時,煤氣基本完成了自身熱能與化學能的傳導[2],因此需要一個合理經濟的VW/A。
1.2 優化爐型的經濟分析,并挖掘潛力
高爐工藝流程中,高爐本體所占總投資的比例并不高,大約10%左右,高爐其他約90%的投資都是與產量掛鉤的,跟高爐本體容積大一點或小一點關聯性并不大。如果改造高爐只是為了改善生產指標,不以提高產量為目的,假設適當增加工作爐容100 m3,其投資并不是增加3000 萬元(按照30 萬元/立方米爐容計算),其實只增加300 萬元或者更低,因為爐缸的投資大于爐腹及以上部位。如果將厚壁高爐改造成薄壁高爐,工作容積增加,投資反而下降。
淘汰部分小高爐,選擇合適的VW/A,適當增加改造高爐的爐容,通過控制煤氣流速和爐內停留時間,提高煤氣利用率,同時降低冶煉強度及利用系數,都可以降低噸鐵耗風量和煤氣產生量。改造過程中充分挖掘原有送風系統和煤氣處理系統的潛力,不僅能夠提高高爐產量,而且可以降低燃料比、降低噸鐵成本,真正達到高產低耗,實現提升競爭力的改造目的。
燃料比假設降低10kg,1000 m3級高爐每年就節省近1000 萬元,僅半年就可以收回增加工作爐容的投資,今后每年可以增加1000 萬元的利潤。
2 采用先進可靠技術,盡可能延長高爐壽命
高爐長壽的關鍵在爐缸,爐缸的可靠性決定了一代爐役的長壽。爐缸壽命主要取決于爐缸結構是否合理,冷卻能力是否足夠及冷卻能力是否能得到充分的發揮。
2.1 合理的薄壁爐襯結構
高爐改造,可以采用薄壁爐襯結構,適當增加爐腰直徑,降低爐腹角和爐身角,調整合適的VW/A。采用密排水管的球墨鑄鐵冷卻壁、鋼冷卻壁,甚至銅冷卻壁,并滿鑲磚,以確保爐腹及以上爐墻的壽命。
薄壁高爐爐型是將厚壁高爐經火法修正后,指標較好時期的內型在一代爐齡中固定下來,使得高爐在整個一代爐齡中都以高效低耗的狀態順行生產。需要注意的是,薄壁高爐如果只是把冷卻壁熱面推移到厚壁高爐的內型線位置,簡單地沿用厚壁高爐內型,既不能獲得較好的生產指標,還會導致冷卻壁過早破損、高爐短壽。
2.2 合理的爐缸結構
2.2.1 采用斜爐缸結構
當“象腳”侵蝕形成后,爐缸炭磚還有足夠的安全厚度,炭磚受熱膨脹可以進一步壓實冷卻壁和炭磚之間的炭搗料,使得炭磚的冷卻更加有效。
2.2.2 穩定且密封的陶瓷杯結構
從生產實踐來看,全炭磚和“炭磚+陶瓷杯”兩種爐缸耐材結構都是可行的,都可以避免炭磚與鐵水的直接接觸,從而保護炭磚免遭鐵水侵蝕。但最近發現高爐停爐后,陶瓷杯存在但炭磚被粉化,粉化物內無滲鐵,但含有大量的有害元素鋅,詳見圖1。

圖1 陶瓷杯壁存在的情況下炭磚的侵蝕圖
圖1 說明陶瓷杯除了需避免鐵水與炭磚直接接觸外,還需擋住堿金屬和Zn 對炭磚的侵蝕。因此要求陶瓷杯具有更高的穩定性和密封性。不合理的陶瓷杯結構會產生過大的熱應力,導致陶瓷杯過早破損甚至垮塌,不能有效保護炭磚。
對于小塊磚陶瓷杯結構,其設計、制造和施工都很簡便。較多的磚縫能夠吸收一定的熱膨脹釋放熱應力,因此與炭磚接觸面不需要設置寬縫。寬縫處于堿金屬和鋅蒸汽活躍的溫度范圍,為堿金屬和鋅蒸汽進入炭磚提供了通道和溫度條件,同時寬縫也會導致小塊陶瓷杯的穩定性下降。
大塊陶瓷杯結構較少的磚縫和常采用的互鎖結構、熱應力釋放等措施,使其具有較好的密封性和穩定性,但這種結構相對復雜,對設計和施工的要求都很高。
2.2.3 提升炭磚及搗料質量
為避免堿金屬在砌體中液化富集后對砌體產生破損侵蝕,建議提高炭磚導熱性能,降低炭磚熱應力,避免爐墻產生裂縫,堿金屬趁虛而入。炭磚還需要較高的抗鐵水溶蝕能力。
碳復合磚抗鐵水熔蝕能力、抗氧化性能和抗鋅侵蝕能力均強于普通炭磚,并應用到部分高爐,使用情況值得關注。
碳素搗料的導熱系數在不焙燒僅烘干的條件下應該>15 W/m·k。炭磚與冷卻壁之間的碳素搗料填料必須搗實,其體積密度與導熱率密切相關,要求搗后體積密度>1.6 g/cm3。
2.3 高效節能的冷卻系統
根據冷卻壁換熱能力與各參數之間的定量關系[3],對于相同制造工藝和相同種材料的冷卻壁,管壁溫度tw和熱面溫度都可以看作一定熱流強度條件下冷卻壁的冷卻能力。溫度越低,冷卻壁冷卻能力越強。

式中:q 為冷卻壁熱流強度,W/m2;F 為單根水管對應的冷卻壁面積,m2;tw為冷卻水管內壁溫度,℃;ti為冷卻水入口溫度,℃;di為冷卻水管內直徑,m。
將常規比表面積(S’=Lπdw/F)修正為新的“比表面積”(K=Lπd0.8i /F),更有科學性。
冷卻能力與管徑、水量、水速以及比表面積,可以通過對三種型式分別布置不同數量冷卻水管的爐缸鑄鐵冷卻壁的對比看出其關系,如表1 和圖2。

表1 三種爐缸冷卻壁的冷卻能力比較

圖2 三種爐缸冷卻壁的冷卻能力比較
分析表1 和圖2 可以發現,增加水管直徑、冷卻水量和水速,并不意味著可以提高冷卻壁的冷卻能力。對于小管徑、密排設計的冷卻壁,其換熱能力比大管徑的要好,冷卻能力不是隨著水管直徑和水量的增大而變強。
冷卻水管小而密的布置可以降低冷卻壁熱面溫度、提高冷卻能力,降低爐墻冷卻的不均勻性,通過降低自身熱應力可以提高使用壽命、通過減少供水量可以降低運行成本,減薄冷卻壁可以降低投資。
圖3 所示為中冶京誠開發的組合式冷卻壁,近年來在爐腹至爐身下部區域得到大量的成功應用。組合式冷卻壁是在鑄鐵冷卻壁的熱面安裝銅冷卻條作為渣皮的“錨固釘”,既具有易結渣皮壽命長的優點,又克服了銅冷卻壁冷卻過度帶來的渣皮太厚,繼而頻繁脫落給高爐帶來的操作問題,同時其投資較銅冷卻壁大幅降低。

圖3 組合式冷卻壁
2.4 高效的傳熱體系
圖4 所示為中冶京誠專利技術“無間隙冷卻結構”[4],該結構中的彈簧可以在高爐生產過程中保證冷卻壁與耐材的緊密接觸。設置冷卻壁熱面壓漿孔,通過壓漿以避免爐殼和耐材膨脹不同步而導致的氣隙,形成高效、緊密的傳熱體系,能夠充分發揮冷卻壁的冷卻作用,保證冷卻系統的完整高效。
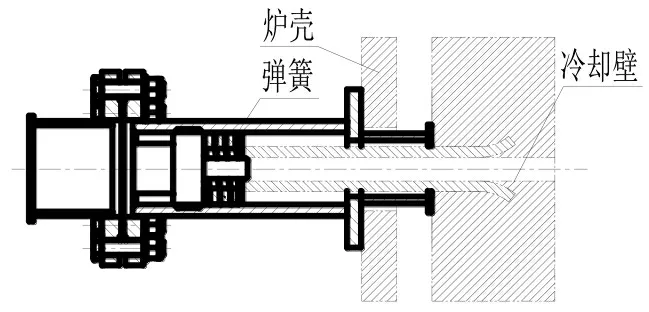
圖4 “無間隙冷卻結構”安裝圖
3 節能減排,改善環境,提升競爭力
3.1 超高風溫熱風爐技術
近年來,很多高爐入爐風溫雖然有所提高,但與先進高爐1250 ℃左右的風溫相比還是有差距的。高爐升級改造中提高風溫一般可以采取以下措施。
3.1.1 采用旋切式頂燃熱風爐
旋切式頂燃熱風爐空煤氣僅在燃燒器內充分混合,不燃燒,避免了煙氣對未燃空煤氣混合的阻礙,可以降低空氣過剩系數。煙氣中含O2量在0.3%時,CO 的含量小于0.03%,而常規熱風爐CO 的含量在0.3%以上。空氣過剩系數≤1.03,相對于過剩系數1.1,可以提高風溫20~30 ℃。
上旋下切燃燒器,空煤氣混合充分,煙氣分布均勻度≥95%;有利于格子磚換熱和蓄熱能力的充分利用,從而提高送風溫度。
3.1.2 提升爐箅子的材質
通過改善爐箅子的材質、優化支撐結構,可以提高廢氣溫度,既能提高熱風爐蓄熱量,強化換熱,又能提高煤氣、空氣預熱后溫度,也不增加運行成本,是提高送風溫度的最佳措施。
3.1.3 熱風爐采用獨立混風技術
把混風管接至助燃空氣支管,從燃燒器助燃空氣噴口進入熱風爐,根據熱風出口溫度的變化調節混風量。即可以減小燃燒器燒爐期和送風期的溫差,減輕砌體熱震破損;又可以降低熱風出口和熱風支管的溫度,提高該部位的可靠性;還可以盡可能多地利用爐內熱量,提高送風溫度。
3.1.4 采用低應力熱風管系結構
中冶京誠低應力熱風管系從1997 年開始在寶鋼1 號大修高爐上得到應用,經歷了一代爐齡年均送風溫度1246 ℃的考驗,是目前最為成功的熱風管系。低應力熱風管系主要技術要點有:三岔口設置固定支座;固定支座之間設置波紋管以吸收支座間管道的熱膨脹;熱風支管和總管均設全程拉桿;熱風總管自由末端設置波紋管以吸收全程拉桿的變形;熱風支管拉桿著力在熱風爐本體抱箍上;熱風閥前后采用彈簧支座以減緩支管向下的剪切應力。
3.2 環保底濾技術
環保底濾爐渣處理技術是中冶京誠在公司傳統底濾法處理技術基礎上,自主研制開發的一種新型爐渣處理新工藝。該技術目前已獲得5 項國家發明專利及19 項實用新型專利,被評為中國專利獎優秀獎。實踐證明,環保底濾高爐爐渣處理技術性價比高、可靠性好,為鋼鐵企業的降本增效、節能減排提供了最優的解決方案[5]。
環保底濾爐渣處理技術具有粒化效果好、渣水分離好、占地面積小、系統投資低、運行成本低、維護工作少、環境友好等優點,實現了最佳粒化、最佳過濾、最佳環保、最省投資和最低運行成本的最佳組合。
3.3 高效環保物料轉載技術
礦焦槽系統是煉鐵廠粉塵污染較為嚴重的環節,中冶京誠高效環保物料轉載技術包括圖5 所示的環保卸料車和圖6 所示的新型物料轉載系統,能夠通過減少物料破碎實現提高物料成品率、減少粉塵排放的目的,助力實現綠色高效的煉鐵生產。

圖5 環保卸料車

圖6 新型物料轉載系統
4 結語
(1)通過挖掘潛力、優化爐型,對高爐的高效改造能夠提高煤氣利用率、降低燃料比、提高產量,實現低耗高產,提升競爭力。
(2)采用合理的爐缸結構對高爐進行改造,采用“無間隙冷卻結構”和高效的冷卻系統,保證冷卻能力的充分發揮,能夠有效延長高爐壽命。
(3)采用旋切頂燃式熱風爐、環保底濾爐渣處理技術、高效環保物料轉載技術、爐頂均壓煤氣回收技術等高效、節能、環保的新技術對煉鐵工序進行改造,能夠實現高爐煉鐵的節能減排,有效改善環境,大幅提升鋼鐵企業的競爭力。