具有工件公轉與自轉功能的高精度回火爐蓋的研發
2020-04-24 12:49:14常富明劉俊杰李賢君張文良胡博安偉騁
金屬加工(熱加工) 2020年4期
常富明,劉俊杰,李賢君,張文良,胡博,安偉騁
1.內蒙古北方重工業集團有限公司 內蒙古包頭 014033 2.北京機電研究所有限公司 北京 100083
隨著管坯壽命要求的提高,需要韌性好、高溫強度和耐磨損、耐燒蝕性高的高強度鋼,而高強度鋼整體性能的均勻性被提到了一個新的高度。高強度鋼整體性能的均勻性需通過有效的熱處理手段來保證,尤為重要的就是高強度鋼的二次回火處理,傳統的常規靜止吊掛爐蓋已無法滿足高精度回火處理的要求。本文介紹的公轉+自轉功能高精度回火爐蓋即為實現高強度鋼均勻回火而研制,新型回火爐蓋通過連續生產檢驗,經回火處理后的各項性能均勻性遠優于常規靜止吊掛爐蓋處理水平,達到了高強度鋼的性能均勻性要求,設備運行良好。
1 研發背景
目前,行業上應用的厚壁管回火設備幾乎都是傳統的兩半對開式爐蓋靜止吊掛的井式爐,在爐子的圓周方向一次吊掛多件厚壁管進行回火,在這個加熱過程中,工件始終處于靜止狀態[1]。因為井式爐結構的特點,只能在其圓周四壁上布置加熱元件,工件在加熱時不可避免地會造成靠近加熱元件的部分受熱溫度高、遠離加熱元件的部分受熱溫度低,即“陰陽面”問題。工件在此種情況下加熱不僅造成圓周方向的屈服強度、抗拉強度、伸長率和硬度等關鍵性能指標超差,甚至產生廢品,而且也會造成工件的變形。配備傳統爐蓋的井式爐已不能滿足新一代高強度鋼的高精度要求[2]。因此,我們迫切需要解決高強度鋼加熱“陰陽面”的問題,從而研發出公轉+自轉爐蓋,以滿足新的需求。
2 公轉+自轉爐蓋簡介及主要技術參數
根據實際需處理工件的直徑、長度和裝爐數量不一的要求,研制直徑3.4m公轉+自轉爐蓋。將公轉+自轉爐蓋設計成6工位帶底座、可旋轉的行星齒輪結構,具有使高強度鋼回火時繞爐體中心軸公轉+自轉的功能,可滿足2、3、4、6工位裝爐需求。
2.1 公轉+自轉爐蓋簡介
雙旋轉爐蓋為6工位整體密封爐蓋結構,引入行星齒輪結構,僅需一臺變頻減速電動機通過銷齒鏈驅動爐蓋旋轉,從而帶動爐內工件繞爐體中心軸公轉的同時進行自轉。
2.2 主要技術參數
有效尺寸:φ1.9m;外形尺寸:φ3.4m×1.5 m;最大工件尺寸:φ0.38m×10m;最大一次裝爐量:22t(含吊具);單支最大裝載重量:5t(含吊具);最大裝爐數量:6支;最高使用溫度:650℃;裝爐形式:吊掛式;爐蓋公轉和工件自傳速度:≥10圈/h。
3 公轉+自轉爐蓋結構及主要特點
公轉+自轉爐蓋由吊裝爐蓋、爐蓋旋轉座、驅動裝置、支撐及定心裝置、中心軸固定梁及定位柱、水冷油封裝置和電氣控制系統組成,如圖1所示。
3.1 吊裝爐蓋
吊裝爐蓋由支撐殼體、硅酸鋁纖維氈、行星齒輪傳動裝置、散熱裝置、工件吊裝鉤頭、傳動部件防護罩及爐蓋定位導向裝置組成。
(1)支撐殼體 支撐殼體主要由型鋼和鋼板組合焊接而成,底部爐內部分為不銹鋼材質,在吊裝軸軸肩和與爐蓋旋轉座結合處設計為Z形迷宮密封結構,防止熱量直接逸出爐蓋,以減少熱損失。
(2)行星齒輪傳動裝置 主體是由1套中心齒輪(太陽輪)與6套行星齒輪緊密嚙合而成。中心齒輪和中心軸相對于爐體靜止不動,行星齒輪和行星軸在繞中心軸公轉的同時自轉,從而使得吊掛在行星軸上的工件能夠在繞爐蓋中心公轉的同時自轉。圖2為公轉+自轉爐蓋的俯視圖。
(3)爐蓋定位導向裝置 爐蓋定位導向裝置分為導向柱和導向套兩部分構成,圓周均布2 個,通過導向柱和導向套的配合定位吊裝爐蓋對中位置,導向套安裝在爐蓋上。
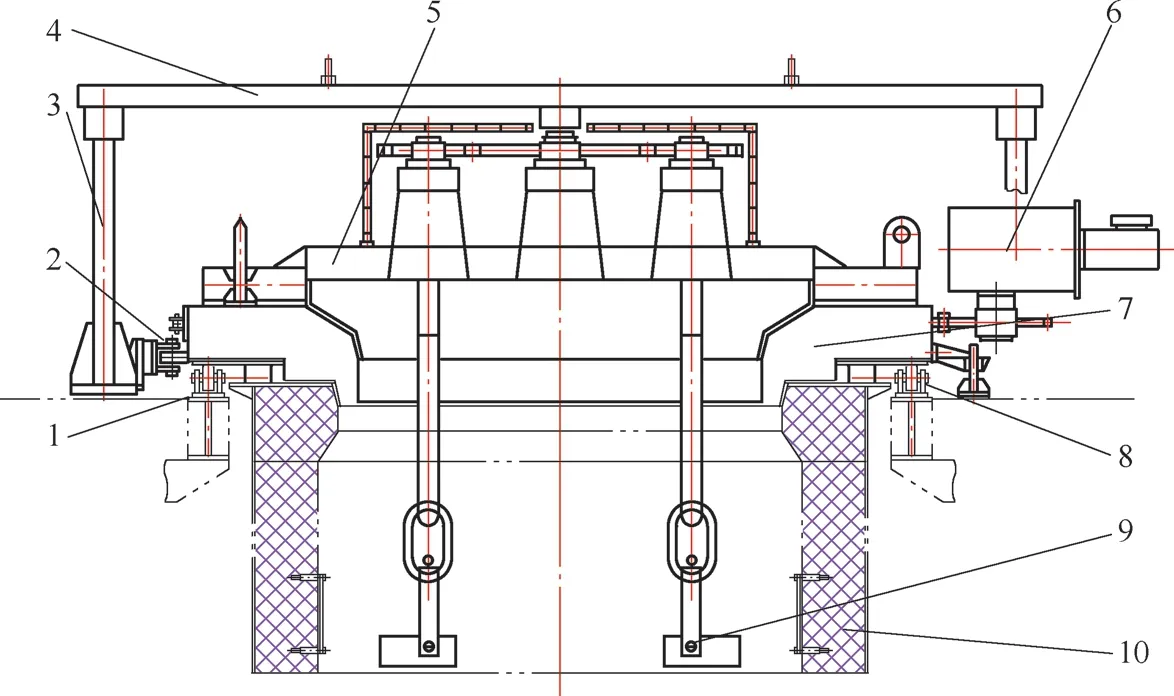
圖1 高強度鋼回火公轉+自轉爐蓋

圖2 公轉+自轉爐蓋俯視圖
3.2 爐蓋旋轉座
爐蓋旋轉座由殼體、硅酸鋁纖維毯、定位導向裝置組成:殼體由碳素鋼外圈、上支撐板、下支撐板、殼體之內支撐筋板和不銹鋼內圈、Z形迷宮密封圈板組合焊接而成。在靠近爐膛部分使用不銹鋼材料制作。下支撐板下部設置密封圈板,與油封裝置結合保證爐蓋與爐體間的密封;定位導向裝置即吊裝爐蓋定位導向裝置,導向柱安裝在旋轉座上,配合爐蓋上的導向套定位爐蓋。
3.3 驅動裝置
驅動裝置由減速機、銷齒鏈輪、銷齒鏈條和減速機安裝座組成:減速機選用低轉速高扭矩K型變頻減速機,輸出軸轉速1.0~1.6r/min,保證爐蓋公轉和工件自傳速度≥10圈/h;銷齒鏈條安裝在爐蓋旋轉座的外圈板上,形成整圈傳動鏈,減速機通過銷齒鏈輪嚙合銷齒鏈條驅動爐蓋旋轉;減速機安裝座為碳素鋼板組合焊接而成,安裝座設置螺桿螺母位置調整裝置,以便調整減速機安裝位置。
3.4 支撐及定心裝置
支撐及定心裝置由支撐環板、支撐輪組和定心輪組組成:支撐輪組圓周均布12套,固定在旋轉支撐固定平臺上,支撐爐蓋旋轉座;定心輪組圓周均布5套,固定在支撐固定平臺上,調節形式為螺桿螺母結構,從側面頂緊爐蓋旋轉座外圈板,起旋轉定心作用。
3.5 中心軸固定梁及定位柱
共一套固定梁和兩套定位柱,起固定中心軸的作用。中心軸固定梁由一根型鋼梁和一個中心軸套、兩個梁端定位方軸組成,保證具有足夠的強度、剛度,承受扭轉變形的外力,本身不變形;定位柱由型鋼焊接而成,支撐定位固定梁。
3.6 水冷油封裝置
水冷油封裝置是爐蓋旋轉座與爐體密封的裝置,安裝在爐體面板上,由兩圈板及爐體面板組成密封槽,盛裝密封油,密封油閃點260℃。
冷卻水通過布置在油封槽內的環管冷卻密封油的油溫。冷卻水量2m3/h,進水壓力0.2~0.3MPa,進水溫度≤28℃。
3.7 電氣控制系統
電氣控制系統主要完成對驅動裝置的起停、調速控制,并設有爐蓋定位檢測裝置和報警裝置。
根據高強度鋼回火的工藝要求,調節變頻器的頻率以調整公轉和自轉的速度,爐蓋定位檢測裝置確保爐蓋每次停止位置一致,方便工件的裝卸。
報警裝置對減速機的運轉情況和密封油油溫、油位、冷卻水供應起監督提醒作用。
4 管坯回火旋轉爐蓋測試效果及產品性能檢測
4.1 管坯回火旋轉爐蓋性能指標測試結果
經實際測試,總承重22t,單承重5t,爐蓋公轉和工件自轉速度均≥10圈/h,滿足用戶要求和設計指標。
4.2 產品性能檢測指標
公轉+自轉爐蓋投產以來運行穩定。處理最大單件5t,產品性能穩定,處理完成的高強度鋼的指標優于常規靜止吊掛爐蓋所處理的工件最好指標。工件硬度性能檢測(常規靜止吊掛爐蓋和公轉自轉爐蓋對比)見表1。

表1 工件硬度性能檢測結果
5 結束語
1)該公轉+自轉爐蓋采用了行星齒輪結構技術,使工件在回火過程中繞爐體中心軸公轉的同時自轉,大大提高了工件圓周方向上的性能均勻性。
2)經生產實踐檢驗,設備滿足和超過設計指標,公轉+自轉爐蓋處理的高強度鋼熱處理質量完全超過了常規靜止吊掛爐蓋所處理高強度鋼的熱處理水平。
3)公轉+自轉爐蓋的成功研制為更高規格的高強度鋼提供了有效的精確熱處理手段,國內首創,并獲得了國家專利[3]。
