燃氣管道搶修技術應用分析
2020-04-25 16:04:04王超濟南港華燃氣有限公司
環球首映 2020年11期
關鍵詞:裂紋
王超 濟南港華燃氣有限公司
如今人們越來越依賴各種燃氣他們都需要燃氣。萬一煤氣管道出了問題,會對人們的生活產生非常不利的影響,因此,確保及時和有效的搶修至關重要。
一、常見燃氣管道突發事故成因
1.人為損壞。由于一些施工位的疏忽,在鉆探作業中沒有事先了解地下管網的分布情況,規章制度的不規則建造直接損害了的天然氣管道。
2.管道腐蝕。管路必須在運行前放置在室外。自然風干燥可能導致管道保護層老化,并可能導致管道斷裂。在建設過程中,如果用力過大或不規范操作,就會形成漏洞。當管道埋在地下時,由于土壤的化學成分,如果管道的保存層受損或保存措施不適當,就會與土壤發生離子反應,化學或電化學反應會導致管道腐蝕和穿孔,從而導致氣體泄漏。
3.施工質量問題。施工質量問題主要包括:第一,用于某些工程的管接頭質量不令人滿意。第二,一些工人缺乏責任心為了盡快完成工作,鉆孔時切削深度不足或填充礫石。第三,焊縫質量不夠,焊縫參數不正確,存在外部缺陷,如咬邊、燒端口等;此外,內部缺陷、焊接不當氣孔夾渣問題也可能導致氣體泄漏。
二、燃氣管道搶修技術的具體應用
1.泄壓補焊方法。當燃氣泄漏時,如果泄漏管段能夠停氣,通常采用泄壓補焊接法,這也是首選的方法。泄壓補法是一種有效的修復技術,不僅安全,而且相對可靠。使用泄壓補法搶修燃氣管路時,應遵循以下步驟:第一,關閉泄漏位置兩側的截止閥。第二,打開兩個管段的放散閥,釋放管道中的剩余氣體。解放時也要注意技能維修人員需要檢查閥門的開度,剛開始只需要開四分之一左右。其目的是防止管道中的顆粒與管道壁碰撞并產生過度影響,導致火災、甚至爆炸。維修人員應根據修理現場的情況逐步調整閥門開度,以盡量減少排放時間。當氣體壓力降到30~100 mm汞柱時,釋放工作完成。第三,維修者必須使用電鉆在管道裂紋的兩端鉆兩個小孔,以確保小孔穿透管道,消除應力,避免延伸裂縫,甚至在輔助焊接時創建新的裂紋。鉆孔后,氣體在鉆孔處煤氣點燃,以防止泄漏、熏蒸或爆炸。第四,當火焰在約1厘米高度燃燒時,修理人員應使用角磨機打開裂紋,同時用它做坡口槽,然后焊接并檢測裂紋的開口。開口焊接和一致性檢查后,應在裂紋開口處焊接另一節鋼板提高管道安全性。最后,關閉排氣閥,打開截止閥充氣管路。打開截止閥時,先打開進氣閥,壓力達到平衡狀態時再打開進氣閥。此外,搶修完成后,應使用氣體探測器檢測焊接接頭。只有在檢查合格后才能進行防腐處理和填土。
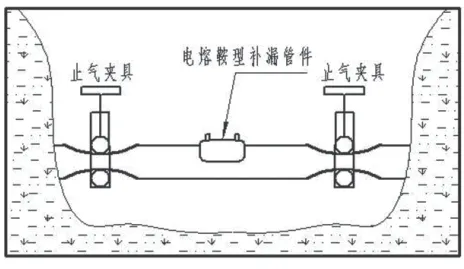
圖1
2.馬鞍修補法。如果燃氣管道沒有嚴重損壞,可以使用馬鞍修補方法。在氣體修復前,應清洗管道表面的灰塵等污物,然后將溶解的氧化膜刮到管道表面。也可以減少壓力,停氣。然后,維修馬鞍修補固定在損壞的管路上,并保持與維修密封件垂直。然后,必須調整某些相關參數,例如熔接時間、熔接應力等,然后焊接過程。焊接后,等待焊接件冷卻,然后檢查管道,檢查修復焊接件部位,圖1示意圖是馬鞍修補法。3.帶壓加套封焊搶險技術。該工藝質量低,價格低,操作比較簡單安全。總體因素很高,運營成本低,經濟效益高,從而能夠考慮到社會效益。這種技術在管道維修方面具有相當大的優勢。但是他也有他的要求壓力焊接和套管應急技術對具體操作要求非常嚴格。這要求救援人員始終堅持嚴格的工作態度,對待修理工作如果焊接能量不足,可能會出現氫氣裂紋。過大的能量不行,可能導致燒穿不管能量的大小,都會發生火災甚至爆炸,要解決這些問題,必須選擇合適的焊條規格、類型、速度和能量大小,以確保在許多壓力條件下進行安全焊接。使用帶壓加套封焊搶險技術修理煤氣管道時必須嚴格遵循以下步驟:第一步是維修修理工必須在技術上做好準備,有足夠的準備,維護部門必須開展思想動員活動,使維護人員做好積極應對這一挑戰的準備。同時,在維修部門進行技術交流,維修人員討論維修問題,設計壓力焊接技術的科學方案。方案中應明確規定技術要求和安全措施,應制定應急計劃。其次,在改焊接前應控制壓力,關閉上游閥,使用下游閥供氣,減少下游段壓力。等待下游管道壓力下降可以焊接1.3MPa。當管道壓力降至1MPa時,必須打開上游閥以增加下游管道的壓力,以確保不會影響用戶的正常使用。當壓力降至1.3MPa時,必須再次關閉下游管道當壓力降至1.0MPa時,繼續增加壓力并重復此過程。同時,壓力焊接壓力必須保持在1.0~1.3 MPa范圍內,以確保焊接安全且不會影響其他正常用氣用戶。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
