海洋工程鋼結構焊接橫向裂紋產(chǎn)生原因及控制措施分析
2020-04-30 10:20:32張大偉海洋石油工程股份有限公司天津300451
化工管理 2020年10期
張大偉(海洋石油工程股份有限公司,天津 300451)
0 引言
海洋工程鋼結構作為目前海洋油氣資源開發(fā)的主流載體,其質量情況關乎整個油氣資源開發(fā)的周期、成本甚至成敗,而焊接橫向裂紋是諸多質量缺陷中危害比較大的一種,在近些年的海洋工程鋼結構施工中愈發(fā)常見,本文將從橫向裂紋的特點及危害、產(chǎn)生原因和控制措施幾個方面對其進行分析。
1 橫向裂紋的特點和危害
氣孔、夾渣、未熔合、咬邊等是常見的海洋工程鋼結構焊接缺陷,橫向裂紋在我們以往的焊接中是比較少見的,但是近些年,出現(xiàn)的頻率逐漸增加,它具備其自身的特點和危害:
1.1 特點
普遍發(fā)生在焊接應力集中區(qū)域。
主要在埋弧焊(SAW)和氣體保護藥芯焊(CO2+FCAW)這兩種焊接方法中產(chǎn)生,尤其是CO2氣體保護藥芯焊最容易產(chǎn)生橫向裂紋。
返修難度高,越修越裂,隨著氣刨跑。
1.2 危害
橫向裂紋一開始不容易發(fā)現(xiàn),但是后續(xù)生長速度快,對焊接質量產(chǎn)生重大影響,嚴重情況影響整體鋼結構強度和穩(wěn)定性,為整個海洋工程鋼結構質量安全帶來重大隱患。圖1為典型橫向裂紋圖片。
2 橫向裂紋產(chǎn)生原因分析
截至目前,橫向裂紋產(chǎn)生的原因判斷如同現(xiàn)如今癌癥診斷類似,還無法準確判斷其具體誘因,一般是由其誘發(fā)因素中的一種或幾種共同作用而發(fā)生的,我們現(xiàn)階段能夠做到的是將其誘發(fā)因素逐步識別出來。根據(jù)目前掌握的情況,海洋工程鋼結構焊接橫向裂紋產(chǎn)生的原因主要有以下幾項因素。

圖1 典型橫向裂紋
2.1 母材
含碳量越高的鋼材在焊接過程中越容易產(chǎn)生橫向裂紋,在鋼結構焊接過程中要特別留意所用鋼材碳含量是否在規(guī)定范圍內。
2.2 焊材
2.2.1 雜質
埋弧焊和藥芯焊都有藥粉(劑),如果藥粉(劑)純度不足或本身帶有雜質,就會影響焊縫性能,在這一環(huán)節(jié)不能完全排除有些焊材廠家偷工減料,使用不合格材料的可能性,需要做好焊材選用篩查。此外,埋弧焊在焊接的過程中回收沒有熔化的藥粉時,會同時把鋼板氧化物(氧化皮)、其它雜質、焊渣、沙塵粉末等一并吸收回料斗之中,造成污染。
2.2.2 保存及使用不當
焊材儲藏和使用方法不當很容易令焊材受潮,而焊材受潮是焊道產(chǎn)生裂紋的主要原因之一。無論是普通包裝還是真空包裝,無論是何種品牌的焊材,都明確規(guī)定了儲存條件,如果在運輸、流轉過程中沒有做到妥善保存,則很容易令焊材受潮。在使用過程中,如果沒有嚴格遵守相應的保管、烘干要求,對于未使用完的焊材處置不當,也會造成焊材受潮。從而導致在焊接過程中出現(xiàn)橫向裂紋。
2.2.3 焊接過程操作不當
焊接過程操作是其中最主要的原因。海洋工程鋼結構焊接都需要有一套完整、成熟的施工工藝程序和技術規(guī)定,其中包括:焊接方法、焊前預熱溫度、組對要求、焊接材料、焊接設備、焊接順序、焊接工藝參數(shù)以及焊后處理等,此外還有對焊接人員資質、焊接施工環(huán)境、返修工藝等等多方面要求,而容易導致焊接橫向裂紋的情況主要有以下幾種:(1)坡口角度間隙過小。(2)防雨、防潮措施不到位,尤其在陰雨天氣或濕度較大的環(huán)境進行焊接作業(yè)時。(3)焊道表面油污、水跡未清除干凈。(4)在返修作業(yè)后沒有將碳化物清除干凈。(5)CO2氣體的含水量超標,氣刨的壓縮空氣含水量超標。(6)焊前預熱溫度不夠。(7)焊接線能量過大。(8)焊后熱處理不當。
2.3 應力
因結構特殊或焊接順序不當,導致的殘余應力和焊接應力過大且無法釋放,超出焊縫所能承受的拉應力,則會出現(xiàn)橫向裂紋。目前在海洋工程領域,常見的橫向裂紋常發(fā)生在立柱環(huán)板、吊機立柱環(huán)板等閉環(huán)結構區(qū)域,圖2為典型立柱環(huán)板的橫向裂紋。
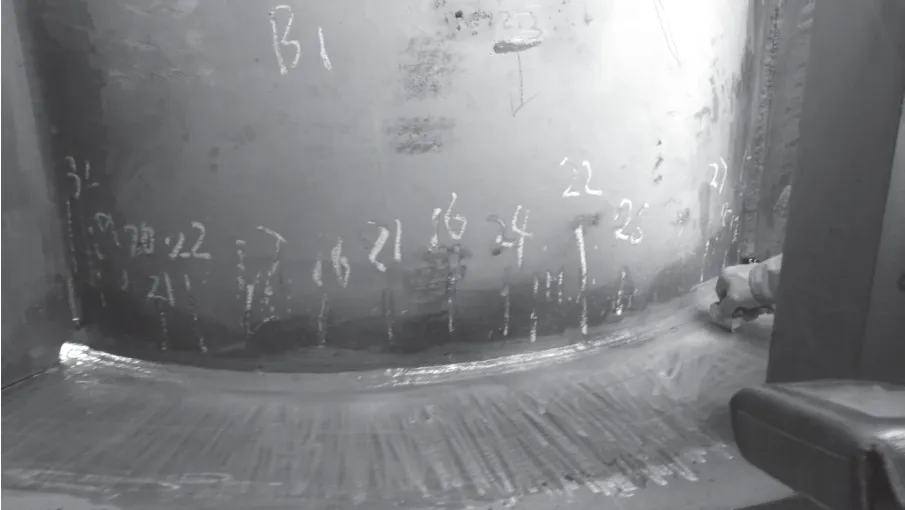
圖2 典型立柱環(huán)板的橫向裂紋
3 控制措施
針對橫向裂紋的控制措施主要采用對癥下藥的方式,具體舉措如下。
3.1 母材
是否使用含碳量較高的高強鋼,是由海洋工程結構強度需要決定的。對于使用含碳量較高的高強鋼結構焊接,要給予更多關注。對于普通低碳鋼,我們需要關注其含碳量是否超標。
3.2 焊材控制
嚴選焊材,選用有品牌保證、信譽良好廠家的焊材。
建立一級庫二級庫制度,制定完善的焊材保管和使用、回收制度,避免焊材受潮、過期等情況發(fā)生。
保證藥劑(粉)純凈度,尤其要在回收環(huán)節(jié)重點控制。
3.3 焊接過程控制
構建安全舒適的焊接環(huán)境,做到防風、防雨、防雪、防潮,密閉空間做到通風透氣,光照充足。
嚴格執(zhí)行焊工資質準入制度,對于容易出現(xiàn)橫向裂紋的焊接位置,選用相關經(jīng)驗豐富的焊工進行焊接。
在組對環(huán)節(jié),要調整合適的坡口角度和坡口間隙。
焊前嚴格清理焊縫表面污漬,如油污、水漬、鐵銹等,如果有氣刨作業(yè),應將表面碳化物處理干凈。
嚴格控制CO2氣體的含水量以及氣刨的壓縮空氣含水量。
嚴格執(zhí)行焊接工藝,焊前做好預熱工作,焊接過程中嚴格控制電流、電壓、焊接速度等要素,焊后要做好保溫緩冷消氫工作(一般使用保溫棉、電加熱毯)。
定期保養(yǎng)焊機、焊槍,定期校驗焊機電流表和電壓表。
4 消除應力
優(yōu)化設計形式,盡量減少閉環(huán)結構,釋放應力,例如將環(huán)板結構由整體分割成兩個拼接體,雖然增加了焊縫,但是卻能有效釋放應力。
調整焊接順序,分散應力,避免應力集中積累,如圖3所示,單一方向順序焊接極容易產(chǎn)生較大的應力集中,從而產(chǎn)生橫向裂紋。但如圖4所示,將焊縫均勻分布,先將四個焊接點按照對稱原則進行小段焊接,再將分開的四個區(qū)域按照對稱原則分別焊接,則能控制應力均勻分布,避免了應力集中,從而大大降低了橫向裂紋的產(chǎn)生概率。
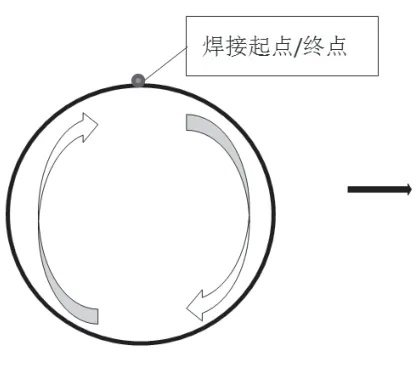
圖3 順序焊接
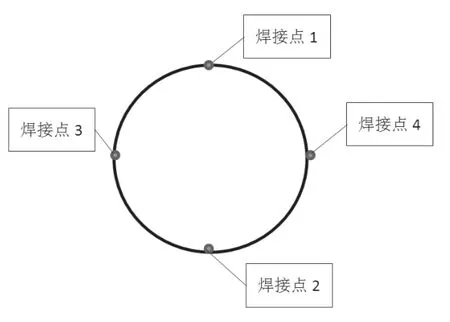
圖4 均勻對稱焊接
5 結語
通過對海洋工程鋼結構焊接橫向裂紋產(chǎn)生原因及控制措施的分析,我們能夠更加清楚地認識到橫向裂紋的特點及危害性,也希望能夠引起廣大海洋工程從業(yè)者的重視和關注,在實際施工過程中,我們要逐條排查其各項可能的誘發(fā)因素,并嚴格控制每一項步驟和措施,將橫向裂紋扼殺在搖籃中,保證我們的海洋工程鋼結構高質量完成,平穩(wěn)安全地在海上運行,為我國海洋油氣資源開發(fā)奠定堅實基礎。
猜你喜歡
建材發(fā)展導向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導向(2022年14期)2022-08-19 02:08:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導向(2022年2期)2022-03-08 01:43:36
建材發(fā)展導向(2021年22期)2022-01-18 06:11:52
大眾投資指南(2021年35期)2021-02-16 01:06:06
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:43
建筑材料學報(2014年3期)2014-03-11 17:08:02