輕卡車前風窗玻璃裝配質量影響因素分析
2020-05-03 13:54:12張春艷李蘊澤陳文波
汽車實用技術 2020年7期
張春艷 李蘊澤 陳文波
摘 要:汽車白車身前風窗由前圍焊接總成、左右側圍總成、頂蓋焊接總成、前頂橫梁等多個零部件搭接、拼焊而成。它組成復雜,所以尺寸容易出現問題。文章對一款輕卡車前風窗玻璃裝配困難的現象展開分析,通過三坐標檢測數據、前風窗檢具復檢等進行綜合對比,確定質量改善方向。最終把前風窗開口尺寸控制在公差范圍內,滿足裝配要求,從而改善了整車質量。
關鍵詞:前風窗;裝配困難;夾具
Abstract: The front window of the body-in-white of a car is made by overlapping and welding multiple components such as a firewall welding assembly, body side L/R assembly, a roof welding assembly, and a front roof beam. Its composition is complicated, so the problem of size is easy to occur. This article analyzes the difficult assembly of the front windshield glass of a light truck. Through comprehensive comparison of three-dimensional inspection data, re-inspection of the front windshield inspection fixture, etc., the quality improvement direction is determined. Finally, the size of the front window opening is controlled within the tolerance range to meet the assembly requirements, thereby improving the quality of the vehicle.
前言
某輕卡車型白車身生產線自動化水平很高。尤其主下線,達到90%左右。在商用車領域屬于行業(yè)中高端水平,生產一致性很高。在這樣的高自動化率的白車身生產線上生產的輕卡車,被總裝車間反饋前風窗玻璃裝配困難。出現了裝配不到位、需要用橡膠榔頭敲擊的情況,并且敲擊過程中有前風窗玻璃破損的現象。針對這種情況,進行了相關分析。
1 前風窗玻璃安裝困難的原因分析
依據當前生產狀態(tài),從生產源頭入手,對人、機、料、法、環(huán)等多方因素進行分析并討論。具體如下:
1.1 人的因素
在前風窗合拼成型過程中,側圍和前圍在主拼工位由主拼夾具定位后,頂蓋通過機器人抓取上件。在這一過程中,人為干涉較少,不會影響生產的一致性和車身精度。所以,判定人的因素排除。
1.2 法的因素:法,即工藝方法
在白車身制造過程當中,可以用到兩種工藝方法。一是針對產品數據工藝。產品數據是工藝生產的根本。在本案中,前風窗X向開口的理論尺寸是762.6mm±1.5mm。而通過現場實測多臺白車身,統(tǒng)計后發(fā)現開口尺寸在754mm-758mm之間。不滿足數據要求。而開口尺寸偏小,恰是裝配困難的原因之一。因此需進一步排查。
另一個是生產工藝。重新核查生產工藝文件及執(zhí)行情況。未發(fā)現異常。因此,對于這部分的問題可以排除。
1.3 環(huán)境的因素:環(huán)即環(huán)境
白車身生產環(huán)境普遍要求不高。普通工業(yè)廠房即可生產。所以,判斷環(huán)境因素排除。
1.4 料的因素
頂蓋單件為外協供貨。經頂蓋單件檢具檢測,頂蓋尺寸在產品數據要求公差范圍內。因此,判斷頂蓋單件質量符合要求,可以排除。
1.5 機的因素
因白車身前風窗尺寸由前圍焊接總成、左右側圍總成、頂蓋焊接總成等多個零部件搭接、拼焊而成。需對與之有關的工位進行綜合分析。[1]
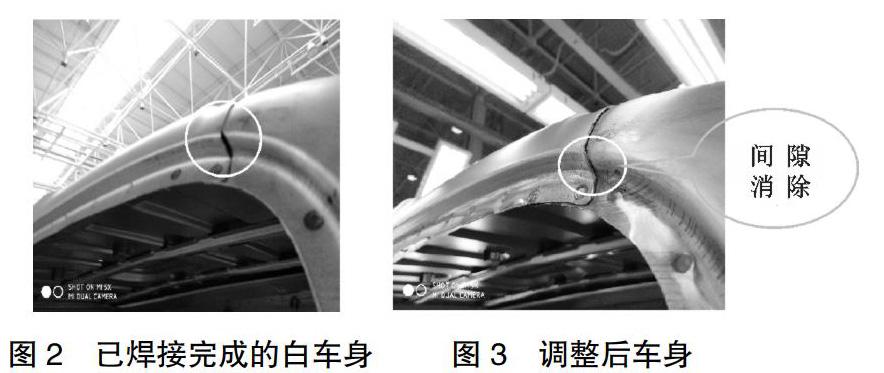
(1)首先用前風窗檢具對白車身前風窗開口尺寸進行了檢測(共5臺),檢測結果如圖1所示。圖中6、7兩處檢測塊與車身頂蓋干涉,無間隙,可判定頂蓋中部下塌至少3mm,8、9、10共計3處測點間隙偏小。
(2)為了固化分析方向,又把白車身送到三坐標檢測間對前風窗區(qū)域進行加測。
依據以上檢測數據,可以確認前圍、左右側圍對前風窗尺寸的影響不大。基本判斷主拼人工工位的影響可以排除。但是頂蓋總成與左右側圍合拼后有明顯傾斜,左側向前,右側在理論值公差范圍內,左側X、Z向存在超差現象。
經過全面的綜合分析,總結出白車身影響總裝裝配問題的原因。詳細如下:
1)前風窗實際開口X向尺寸小;
2)定位偏;
3)焊點不平;
針對以上原因,逐一進行整改及驗證。
2 措施及驗證
2.1 措施
涉及到前風窗尺寸變化的的主要是兩套夾具:頂蓋焊接夾具、主焊線頂蓋合拼夾具。
2.1.1 頂蓋焊接夾具
首先將前期完成的頂蓋焊接總成放在頂蓋焊接夾具上,發(fā)現頂蓋前部中間位置支撐塊與零部件存在3mm以上間隙。
解決措施:
(1)先將頂蓋焊接總成夾具送到三坐標測量間,用雙懸臂三坐標檢測儀復測它的精度;
(2)根據三坐標檢測報告進行分析、研討,然后進行夾具調整;[2]
(3)把頂蓋單件抬到夾具上,檢查它上面壓緊塊是否與零件有非常規(guī)間隙,再把頂蓋抬下來,進行夾具二次調整;
(4)試焊一臺頂蓋總成,送到主線驗證。
結論:夾具間隙已消除。
2.1.2 主焊線頂蓋合拼夾具
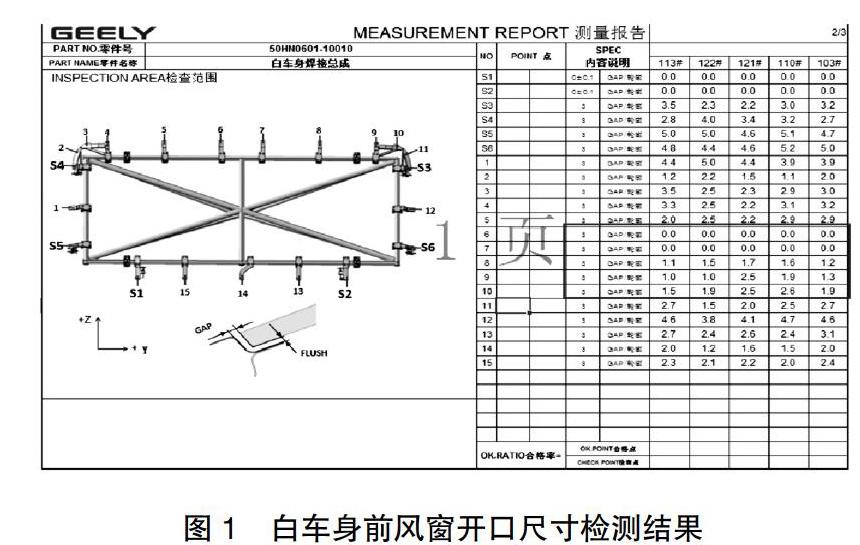
檢測已焊接完成的白車身,發(fā)現頂蓋與側圍存在較大間隙,約3mm左右(如圖2所示)。
因頂蓋焊接總成工位為機器人自動焊工位,分別對人工上件滑臺、機器人搬運及定位抓手進行跟蹤、分析。[6]
(1)把已調整好的頂蓋焊接總成抬到上件滑臺上進行檢查,發(fā)現零部件與滑臺支撐面貼合良好,定位間隙合理。判斷上件滑臺設計、加工及安裝都正常。[3]
(2)將機器人速度調整到正常速度的10%,軌跡設置成手動控制,操控機器人搬運及定位抓手到上件滑臺上搬運頂蓋焊接總成。發(fā)現頂蓋抓手定位位置多處不貼合。
解決措施:
協調便攜式三坐標測量儀對搬運及定位抓手進行復測。根據檢測結果,分析不合格數據產生原因(設計、加工、安裝),做出搬運及定位抓手初步優(yōu)化方案;再用已調整好的頂蓋焊接總成匹配頂蓋型面,對搬運及定位抓手的限位進行實物確認,最終鎖定搬運及定位抓手優(yōu)化方案。然后由鈑金師傅通過增加調整墊片、修磨個別型塊等方式完成。
(3)操控機器人搬運頂蓋焊接總成到白車身骨架上。經過仔細觀察,發(fā)現頂蓋焊接總成與左/右側圍總成多處定位間隙大小不均。
解決措施:
通過對頂蓋抓手抓件位置與夾具理論設計進行比對,檢查出個別型塊設計錯誤,要求供應商重新設計、制造、安裝及檢測,同時還對其它定位間隙不均的地方進行調整。
結論:經過反復驗證及調整,白車身總成上間隙大的問題得到解決。具體見圖3。
2.1.3 焊點不平
這款輕卡白車身骨架焊點總數1500多個。焊接強度不合格率≤10‰。前風窗焊點全部合格。說明當前所用焊接規(guī)范符合焊接強度要求。
但是焊點外觀質量不良,存在壓痕深、扭曲等缺陷。[4]對安裝前風窗玻璃有一定影響。因輕卡前風窗由前圍焊接總成、左右側圍總成、頂蓋焊接總成拼焊而成。[1]與之相關的焊點由人工與機器人焊接組合式操作完成。首先對各工位零部件鈑厚、焊接規(guī)范進行統(tǒng)計、分析。然后根據不同工況進行分別處理。
2.1.3.1 人工焊點
初步確定各工位需要修磨電極的焊點數量;再根據現場焊接實際情況,調整各工位需要修磨電極焊點數量。[5]
同時在基地建立培訓角,安排工人參加包含修磨電極在內的焊接理論培訓及實際操作訓練,考試合格才能上崗工作。
日常生產中,加強檢查及自檢力度,強化人工操作能力,力求焊鉗與鈑件垂直、定期修磨電極等,保證焊點外觀質量良好。
2.1.3.2 機器人焊點
根據實際焊接情況,確定修磨電極所需焊點數量。
因機器人對鈑金變形量要求嚴格,所以參考鈑件實際狀態(tài),優(yōu)化機器人焊接軌跡,使焊點外觀質量一致性得到改善。
2.2 驗證效果
(1)用前風窗檢具驗證
頂蓋處間隙有明顯好轉,中間測量點無干涉且存在1.5mm左右間隙,相比理論尺寸差1-2mm,整個開口尺寸測量為761.5mm,比理論值762.59小1mm,已達到控制公差范圍內。具體見圖4。
(2)在焊裝車間用前擋風玻璃進行裝配,裝配效果良好,滿足總裝裝配要求。
3 實際效果
通過檢測,前風窗開口尺寸在762.6mm±1.5mm范圍之內。并且焊點平整度在0±0.5mm以內。從焊裝現場跟蹤到總裝車間,連接裝車10臺,均沒發(fā)生前風窗尺寸偏小的問題。之前的問題已完全解決。初步達到預期目標。
4 結論
通過上述分析及驗證,終于成功解決某款輕卡白車身前風窗玻璃裝配困難的問題。在以后的焊裝項目實施過程中,需要多關注這種影響總裝裝配需求的夾具設計、制造及安調狀態(tài)。生產中一直對焊點強度比較重視,其實焊點成型質量也要特別關注。否則,會將一些質量問題擴大化。
參考文獻
[1] 武文杰.白車身混流焊裝線物流仿真和投產序列研究.中國學位論文全文數據庫,2016.
[2] 孫代豫.質量鏈管理——神龍汽車有限公司質量管理探索與實踐.中國學位論文全文數據庫,2004.
[3] 左延召.淺談企業(yè)機械設備的設計和研發(fā).世界華商經濟年鑒?城鄉(xiāng)建設,2012.
[4] 陳裕明.汽車白車身焊接質量控制措施研究.科技風,2017.
[5] 袁毅.側圍焊接工位焊點分配及路徑規(guī)劃的研究.中國學位論文全文數據庫,2013.
[6] 盧重瑞.輕型貨車焊裝線建設.汽車工藝師,2014.
