自動涂膠設備在焊裝車間的成本控制方案
2020-05-03 13:54:12陸浩升張展鴻鄧汝炬
汽車實用技術 2020年7期
關鍵詞:成本控制
陸浩升 張展鴻 鄧汝炬

摘 要:文章從多維度講述自動涂膠設備導入在焊裝車間中的成本控制方案。合理的設備選型是成本控制的基礎。在選型合理的基礎上,設備方案優化可實現進一步的技術降本。在項目管控過程中做好規劃階段的模擬仿真分析,統一設備規格以減少備件數量以及爬產階段落實低產量對應措施均可以進一步削減設備導入的成本。
關鍵詞:自動涂膠;焊裝車間;成本控制;設備導入;選型
Abstract: In this paper, the cost control scheme of the automatic gluing equipment introduced into the welding workshop is described from multi-dimensional. Reasonable equipment selection is the basis of cost control. On the basis of reasonable selection, the optimization of equipment scheme can achieve further cost reduction. In the process of project management and control, it is required to do a good job of simulation analysis in the planning stage, unify the equipment specifications to reduce the number of spare parts and implement the corresponding measures of low production in the creepage stage, which can further reduce the cost of equipment import.
1 前言
企業生存,在于產生效益,效益產生,始于成本控制。優勝劣汰,適者生存,時下汽車行業的競爭愈發激烈,企業的競爭就是成本的競爭,成本的控制是企業的生死之地,必查之域[1]。在焊裝車間中,根據造車工藝、產能以及自動化率的規劃要求,一般需要導入較多的自動涂膠設備系統。在項目規劃前期,合理選型和優化設備規格與工藝方案是實現技術降本的重要舉措,是控制企業成本的重要一環。
2 合理選型控制成本
涂膠工藝就是根據產品涂膠設計要求,在產品指定的位置涂抹對應膠的過程[2]。自動涂膠設備是實現自動涂膠的工具,主要由膠泵(含加熱系統)、定量機、定量機控制器、自動涂膠槍、膠管等組成。
自動涂膠系統是目前已成熟配套系統[3],但自動涂膠設備的選型需要滿足工藝要求,這是最基本的。即不能選型錯誤,導致后期改造的成本浪費;也不能選的規格過高,使設備導入成本過高。
下面以頂蓋普通天窗的涂膠設備選型為例,講述涂膠設備選型的核算過程。普通天窗版頂蓋使用的是直徑8mm圓形膠條的減震膠,一共34段,涂膠總長度約為2500mm。
2.1 涂膠泵選型
自動線為了保證設備開動,一般選雙泵自動切換。
涂膠泵在焊裝車間一般使用5加侖與55加侖這兩種規格,需結合工廠設計產能以及工位涂膠量綜合分析。若一個工廠設計產能為20萬/年,按焊裝設備開動率86%計算,每天標準產量880臺。結合下表計算,該頂蓋工位適合選用55加侖的涂膠泵,每生產1351臺車即大概每天更換一次膠桶,頻率較為恰當。
2.2 定量機選型
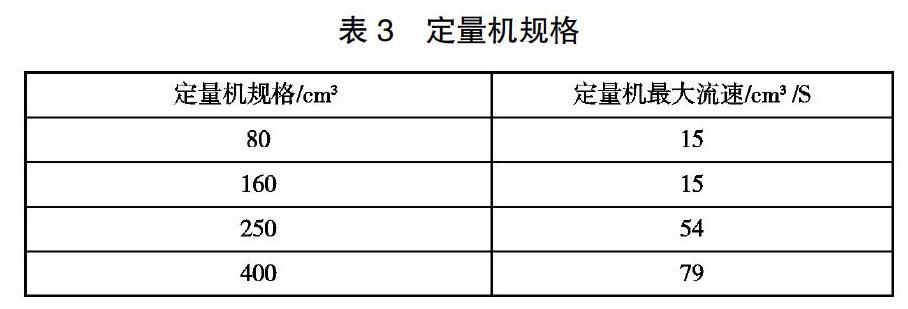
定量機是自動涂膠設備的核心部件,是設備成本的主要組成部分。需根據工位要求的涂膠量以及節拍合理選型,既保留一定的節拍提升空間,又可以控制設備規格,降低項目成本。頂蓋定量機選型計算過程如表2:
2.3 涂膠槍選型
涂膠槍的選擇是由涂膠工藝決定的,不同工藝的涂膠槍成本差異較大。焊裝車間常用的點焊膠、折邊膠、減震膠、結構膠一般選用普通的擠膠槍就可以滿足要求。涂膠直徑小的高粘度結構膠適合高壓噴膠槍。螺旋涂膠工藝需要選用螺旋膠槍。
膠槍選擇的時候,需要關注膠槍槍嘴的選擇,槍嘴直徑一般比涂膠直徑小1mm,比如涂8mm的減震膠,選用7mm的槍嘴就可以滿足要求了。
2.4 環境的影響
材料方面:季節性氣溫變化時,膠體本身材質會變粘稠,在生產過程中增加輔助加熱設備。工藝方面:施工環境溫度過低,可通過增加輔助加熱設備,例如帶加熱裝置的涂膠泵、輸送管、恒溫箱等設備。[4]
環境的影響主要體現加熱系統配置的不同選擇上。自動涂膠設備的加熱可以選擇無加熱,半程加熱以及全程加熱三種。加熱配置的選擇需要綜合考慮膠水性能、地域環境溫度以及設備的維修保養需要。如高粘度的結構膠,為了預防膠水在管道和定量機固化,需配置全程加熱系統;在華南地區,溫度常年不低于10°C,自動涂膠系統配置半程加熱就可以了;在北方地區,則需配置全程加熱系統。
3 優化設備方案實現技術降本
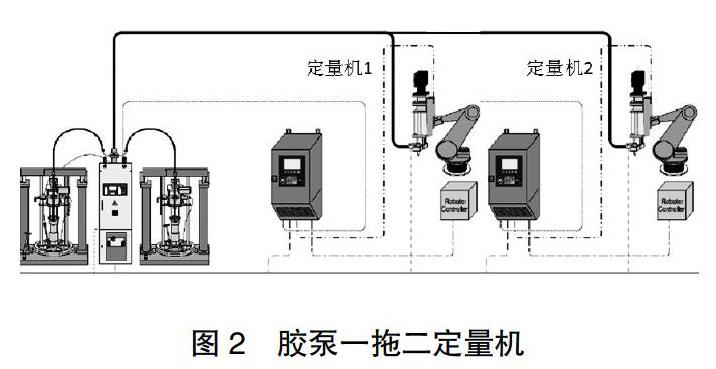
3.1 優先采用膠泵一拖二定量機配置
自動涂膠設備的工作可分為兩個階段,膠泵先給定量機填充膠,定量機再去涂膠,兩者分開進行。因此,膠泵可以檢討一拖二配置,即一臺膠泵在節拍內同時給兩個定量機供膠,且不影響定量機的涂膠工作。
因此,在工藝規劃以及工藝評審階段,把涂膠工位盡可能放置在相近工位,讓膠泵可以同時給兩個工位供膠,實現膠泵共用,減少膠泵的數量。
3.2 部分工位檢討使用定量機一拖二膠槍配置
部分工位在膠泵一拖二定量機的基礎上,可以繼續檢討定量機一拖二膠槍配置的設備方案。該方案定量機上的兩把膠槍,一把膠槍固定,另一把膠槍可以通過伺服移動軸調整涂膠位置。此方案適合使用在單工位涂膠量大,膠條密集,且膠條對稱分布或者平衡分布的工位,如頂蓋涂膠工位,或者前蓋涂膠工位。
3.3 優先采用固定式涂膠,減少設備數量
機器人在涂膠工藝中的應用和改進使得涂膠效率和涂膠質量均大幅提升,其自動控制還大幅降低了人力使用成本;機器人涂膠均勻穩定,返修率低,降低了用膠成本。由于機器人涂膠的各種優勢明顯,在各主機廠的涂膠工藝中將廣泛應用[5]。
機器人涂膠的定量機的安裝方式有移動式和固定式。移動式是指工件固定在涂膠專用夾具上,涂膠機器人帶著涂膠槍進行涂膠。固定式是指涂膠槍安裝在固定支架上,抓件機器人抓著工件進行涂膠。采用固定式涂膠,可以節省涂膠專用機器人和涂膠專用夾具。
因此,在工藝規劃以及工藝評審階段,盡量把涂膠工位設置在線體抓件機器人下件位置,在節拍與工藝布局允許的條件下,讓下件機器人抓件去固定涂膠機涂膠。
3.4 涂膠視覺檢測系統的必要性分析
采用機器人自動涂膠,為了保證涂膠質量以及防止不良流出,需要設置檢查環節。配備涂膠視覺檢測系統可以實時檢測涂膠質量并報警提示異常,保證涂膠穩定。但視覺檢測系統成本較高,不建議全部涂膠系統均配置,僅在人工無法檢查或者無法脫批的工位配置視覺檢測系統。可以設計檢查脫批口;或者在節拍盈余的工位,工件涂膠完成后,機器人抓著工件朝著上件口,以方便員工抽檢。具體對策需要在規劃前期具體分析。
4 從管理上的降本
4.1 模擬仿真
在生產制造前,要求集成商利用PDPS等軟件進行仿真分析。仿真布局除了考慮可行性,還要滿足安全性、人機工程和維護操作性,還要保證和現場布局的一致性、完整性,機器人管線包、涂膠臺、控制柜、安全光柵、安全圍欄、抓手放置臺、線槽橋架等的具體位置都要體現在布局中,驗證其干涉、工藝流程、節拍等[6]。通過充分的仿真分析,提前發現問題,記錄問題并落實對策,可以避免后期不必要的改造成本。
4.2 設備規格一致性
在車間選型清單有個初步的列表之后,需要進一步評審分析,在滿足使用的前提下,盡量保證設備規格的一致性。使定量機、膠槍、槍嘴、膠管等設備部件的規格種類盡可能少,有利于減少車間備機備件的數量與成本。若車間只有一臺160cm3規格的定量機,其余大部分都是250cm3規格的,那就把該臺定量機升級為250cm3規格。
4.3 低產量的對應方案
自動涂膠設備安裝調試結束后,新車型調試以及產量爬升會有較長的一段時間,需要制定合理的設備保養方案,保證設備使用壽命和避免設備使用不當而造成的維修成本損失。
如每天至少排膠2次,每次至少300ml,防止膠水硬化;如果設備確認長時間不使用,則應當關閉加熱柜,并且打開排膠口釋放管路內的壓力。
低產量階段,根據焊裝車間直材實際需求情況,可以定制?桶或者?桶的膠水,以減少耗材的采購成本,同時避免膠水變質。
5 結束語
以上為實際項目跟進的經驗總結,詳細講述了在設備合理選型、設備方案優化以及項目導入管理三個方面的降本對策,對于焊裝車間其他設備導入同樣具有參考借鑒價值。好的項目好的結果是策劃出來的。在項目規劃前期,給自己定一個明確的降本目標,提前準備體系化的設備導入檢證體系以及標準流程,組織技術骨干評審以及多去調研考察,不斷總結提煉,就能發現更多的降本對策,就可以實現設備導入的QCD最優化。
參考文獻
[1] 馮玉濤,田金波,李永強,等.小產量車型工藝設計中的成本控制_以某品牌汽車焊裝門蓋線工藝方案為例[J].汽車工業研究,2015(7): 28.
[2] 馬德旻.B公司新生產線涂膠工序質量改進研究[D].北京:北京工業大學,2016.
[3] 戴力.汽車涂膠工藝應用研究[J].研究與開發,2017(8):74.
[4] 王仁宏,于超.結構膠在車身骨架上的應用[J].汽車工藝師.2018(3): 48.
[5] 婁潔,戴龍泉.機器人技術在轎車車身涂膠工藝中的應用[J].綏化學院學報,2017(2):150.
[6] 朱云娟,胡瑞.汽車前門自動化涂膠生產線規劃[J].裝備維修技術, 2017(3/4):54.
猜你喜歡
現代經濟信息(2016年19期)2016-10-20 17:45:45
現代經濟信息(2016年19期)2016-10-20 17:43:56
中國科技博覽(2016年19期)2016-10-19 12:38:45
中國科技博覽(2016年18期)2016-10-19 08:54:14
中國科技博覽(2016年18期)2016-10-19 08:46:18
中國科技博覽(2016年18期)2016-10-19 08:40:54
中國科技博覽(2016年18期)2016-10-19 07:10:56
中國市場(2016年36期)2016-10-19 04:14:26
中國市場(2016年35期)2016-10-19 02:49:35
商場現代化(2016年22期)2016-10-18 20:20:42
