攪拌摩擦焊近20年研究與發展情況概述
2020-05-07 05:35:18楊坤玉1袁朝橋1彭彬1宋佳寅1賀地求
焊接 2020年1期
楊坤玉1,2,袁朝橋1,彭彬1,宋佳寅1,賀地求
(1.長沙航空職業技術學院,長沙 410124;2. 湖南省飛機維修工程技術研究中心,長沙 410124;3.中南大學,高性能復雜制造國家重點實驗室,長沙 410083)
0 前言
攪拌摩擦焊(FSW,Friction Stir Welding)是1991年英國焊接研究所(TWI)發明的一種固態焊接方法,其顯著優勢是使金屬在固態下完成焊接,焊接總輸入熱量少,焊接區金屬受熱循環影響明顯低于其他焊接方法,特別適合熔化焊易產生缺陷的低熔點金屬的焊接[1-4]。FSW過程無弧光輻射、無須添加焊絲、無煙塵飛濺、對環境無污染、易于實現機械化操作和高速焊接、是一種理想的綠色環保連接技術,因此一出現就受到航天航空、國防工業、軌道交通等制造領域的青睞。
1995年,英國焊接研究所在中國申請了專利。FSW在中國大地上經過20多年的研究與應用實踐,在裝備制造、工具研制、可焊材料、焊接工藝、產品應用等方面取得了很大發展,在焊縫成形過程、熱源模型建立、數值模型與仿真分析、焊縫成形機理等基礎研究方面,也取得許多進展。尤其是專利保護期結束以后,FSW以更迅猛的方式在裝備制造業的各個領域內蓬勃發展。同時,FSW在工程應用過程中也遇到了很多的挑戰和瓶頸問題[5-8]。針對上述情況,文中系統總結了20多年來FSW方法在應用研究和基礎研究方面的發展情況,調研了中國裝備制造類企業在應用攪拌摩擦焊技術中遇到的挑戰和難題,提出了相應的對策,為裝備制造企業能更好的應用和研發FSW技術指明方向。
1 攪拌摩擦焊裝備、材料工藝的研究現狀
FSW過程,即通過高速旋轉的攪拌工具(俗稱攪拌頭,主要包括軸肩和攪拌針)扎入焊接區金屬,利用攪拌針和軸肩與焊接區金屬接觸之間產生的摩擦熱和塑性變形熱,使焊接區金屬產生熱塑性軟化,并隨著攪拌針的高速旋轉和進給運動,發生流變遷移,填充入攪拌針后方的空腔里,形成具有一定鍛造組織特性的焊縫;完成焊接后,攪拌針回抽,在焊縫尾部留下匙孔。圖1為FSW過程原理示意圖[1]。
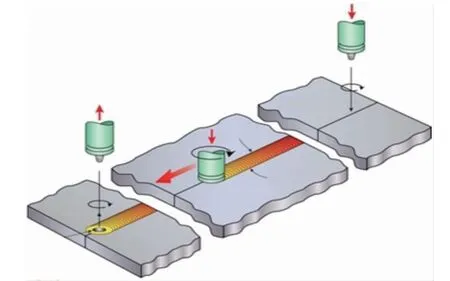
圖1 攪拌摩擦焊過程原理示意圖
1.1 攪拌摩擦焊裝備的研究與應用進展
FSW裝備主要包括兩部分:焊接機床與攪拌工具。其中,焊接機床也稱FSW設備,其原理與銑床非常類似,主要提供給攪拌頭自轉運動和焊接進給運動,以及相應的軸向頂鍛力和進給力。經過20多年的發展,FSW設備已經從單一的銑床模式類型,發展成為了專機與通用機并存的系列化產品,其中最主要的是臺式、龍門式、牽引式三類設備,如圖2所示。目前FSW設備的主要研究方向在3個方面,一是大型化、高頂鍛力、高進給力;二是多維運動、特定產品專機定制、FSW機器人等,如圖3,圖4所示;三是便攜式攪拌摩擦焊設備,主要用于戰場緊急搶修等場合[9]。
攪拌工具——攪拌頭則被譽為“攪拌摩擦焊的心臟”,是攪拌摩擦焊的核心關鍵技術。其材質、幾何形狀與尺寸、軸肩和攪拌針的結構設計對焊縫的形成和性能影響至關重要。由于攪拌針在焊接過程中直接承受熱載荷、力載荷和摩擦磨損,故攪拌頭的材質必須具有比被焊材料明顯更高的熔點、紅硬性、強度、韌性以及良好的動態高溫性能等。經過20多年的應用和研究發展,攪拌頭的選材和結構形式已經出現標準化、系列化和多樣化,如圖5所示。例如焊接鋼、銅、鈦等高熔點材料多采用鎢錸合金、聚晶立方氮化硼、金屬陶瓷等材料,焊接鋁、鎂等低熔點金屬的攪拌頭多選用工具鋼和模具鋼等。攪拌頭軸肩的設計由最初的平底,發展出了凹面型軸肩、同心圓槽軸肩、花心形軸肩、半底軸肩、卷繞形軸肩等。攪拌針的形狀,由最初的光滑圓柱形、圓錐形,發展出圓柱螺紋、三棱柱、四棱柱、錐形螺紋、削面螺紋、三槽錐形螺紋、偏心圓、偏心圓螺紋攪拌針等[10-14]。

圖2 FSW焊接設備常見的三種類型
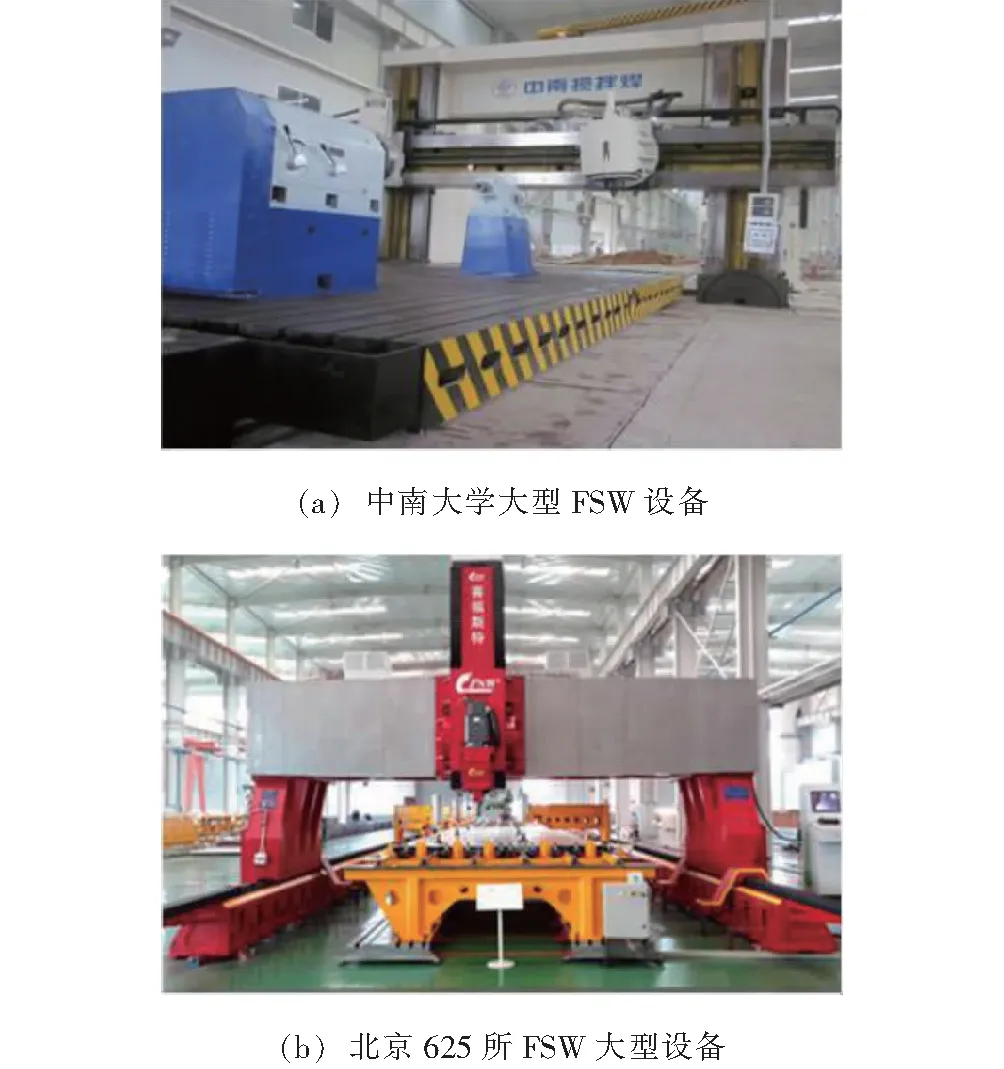
圖3 國內最大的FSW設備
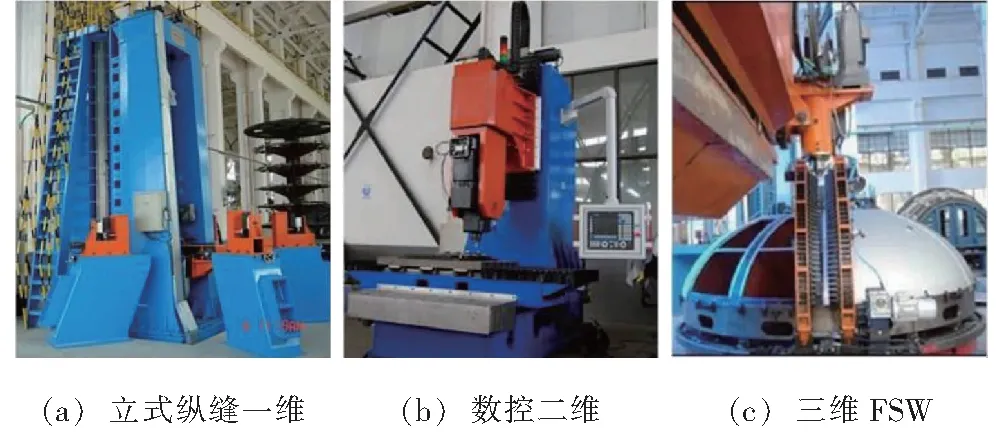
圖4 三種專機型FSW焊接設備
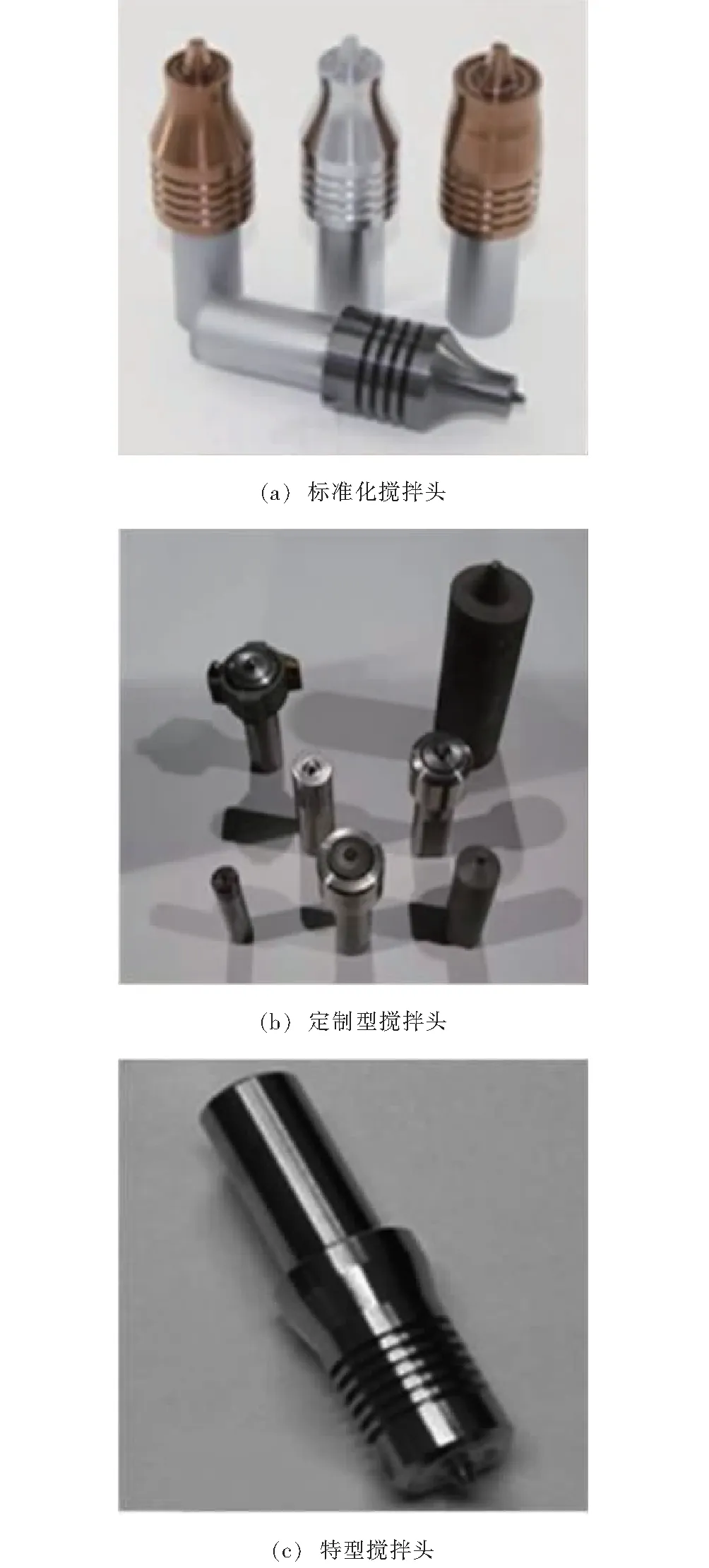
圖5 常見的各型FSW攪拌頭
NASA、馬歇爾焊接工程中心、波音公司等還開發出了多種類型的可伸縮式攪拌針,通過手動或自動方式調整針長,來焊接不同厚度的材料,并在焊接結束階段攪拌針縮回軸肩,避免形成匙孔。TWI開發了無軸肩的錐形攪拌頭和雙軸肩攪拌頭,用于環形、半球形等封閉性焊縫的FSW[15]。青島四方集團開發了靜止軸肩攪拌頭用于焊接高鐵車體的側墻板[16]。賀地求、王海軍等開發出了用于攪拌摩擦點焊的可伸縮無匙孔攪拌頭等。各種新型攪拌頭如圖6所示。此外,因研究發現軸肩與攪拌針的直徑大小與配比、螺紋的牙距等參數對FSW焊縫的組織和性能有顯著的影響[17]。因此,針對特定產品開發專用系列攪拌頭和配套工藝,漸漸成為發展的主流。目前攪拌頭的主要發展趨勢在三個方面:①低成本、高性能、長壽命攪拌頭新型材質的研發與制造;②針對匙孔消除、焊縫成形等方面的攪拌針形貌與軸肩幾何尺寸的設計與優化;③黑色金屬、鈦合金等高熔點材料的攪拌頭設計、制造和抗摩擦磨損性能的研究與優化等。

圖6 各種新型FSW攪拌頭
1.2 可焊材料的研究與應用進展
在可焊材料方面,FSW顯示了獨特的優越性。以鋁合金為例,無論是傳統的MIG,TIG焊接,還是先進的等離子弧焊、激光焊、電子束焊接,都無法徹底解決鋁合金熔焊時易產生的氣孔、熱裂紋及焊后應力腐蝕問題。雖然業界采用脈沖電流等方法解決了5000系、6000系鋁合金的部分焊接性問題,但是高強鋁合金2000系、超高強鋁合金7000系以及鋁鋰合金的熔焊缺陷問題,仍然是航空航天大型復雜高性能構件焊接制造的瓶頸。因為FSW是在固態下完成焊接,所以從根本上避免了鋁合金熔化焊缺陷,可以焊接所有系列的鋁合金,尤其是對2000系、7000系列鋁合金的焊接,有著不可替代的優勢,且可焊厚度范圍達到了1~100 mm[18-20]。
FSW焊接銅合金也有同樣的優勢。銅合金因具有極好的導電性和導熱性,優良的耐腐蝕性、延展性和加工性能,在裝備制造領域用量很大。用熔焊方法焊接銅合金時,易產生焊不透、氣孔和熱裂紋現象,且接頭塑性、導電性、耐蝕性下降明顯。采用FSW則可以極好的避免熔焊類缺陷。英國焊接研究所(TWI)2005年將FSW用于密封壁厚為50 mm的核廢料容器,2010年日本將FSW用于銅合金板材的冷加工批量生產。中南大學、北京625所、南昌航空大學、蘭州理工大學等對紫銅FSW進行了深入研究。其中,中南大學賀地求等人[21]成功實現了厚度50 mm紫銅、厚度12 mm鉻鋯銅的FSW 。圖7為紫銅的FSW對接焊縫的表面和橫截面,圖8為鉻鋯銅的FSW焊縫。
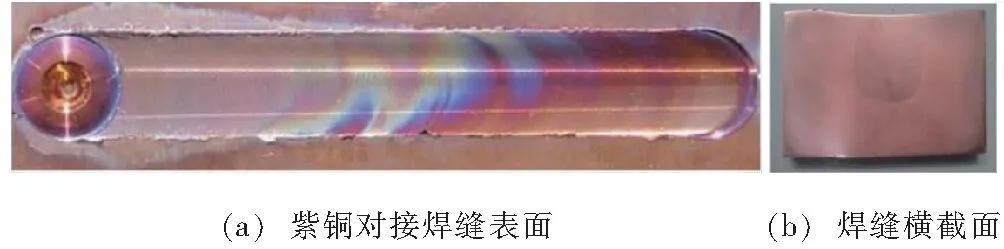
圖7 紫銅FSW對接焊縫的表面和橫截面
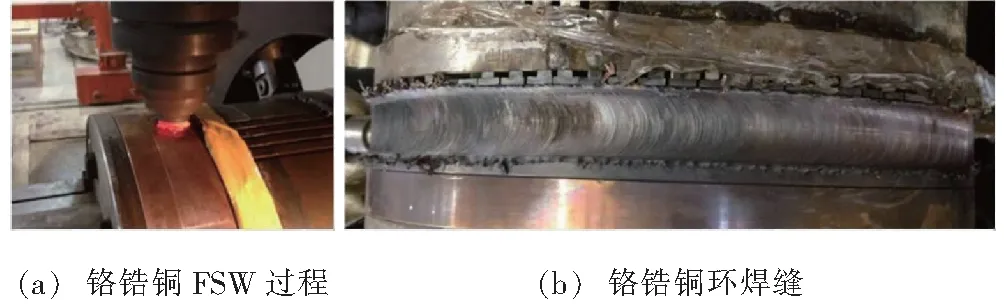
圖8 鉻鋯銅的攪拌摩擦焊縫
實踐結果表明,銅合金FSW除了接頭的強度和塑性可以超過熔焊,最重要的優勢是焊接接頭電阻率與母材基本相當,因此,FSW是未來焊接紫銅、鉻鋯銅材質電機部件最有潛力的焊接方法。
鎂合金比強度高、比剛性好,是結構減重和節能減排最理想的材料之一,但鎂合金在鎢極氬弧焊、激光焊接、電子束焊接等熔焊過程中易產生氧化、燃燒、氣孔、裂紋、夾渣、飛濺、根部空洞、熱影響區過寬以及焊后變形量大等問題,其根本原因是鎂合金的結晶溫度區大、熔點低、化學活性大、導熱系數和線膨脹系數高等。采用FSW焊接鎂合金,不僅避免了熔焊類方法的焊接缺陷,比起同為固態焊接方法的超聲波焊,也具有焊縫質量更好、變形和殘余應力更小等優點,因此,FSW已經成為鎂合金最具有潛力的焊接方法。
在異種材料的連接方面,在銅-不銹鋼、銅-鋁、紫銅-鎂合金、復合材料-鋁合金等異種材料的連接領域,FSW也體現了獨特優勢,獲得了比傳統方法綜合性能更優的焊接接頭。邢麗、柯黎明等[22]在對鋁合金LF6與工業純銅T1的FSW試驗時發現采用合理的工藝參數匹配,可以獲得鋁銅異種金屬的有效連接 。劉會杰等人[23]提出了鋁-銅阻隔對接新方法,即選擇與母材類型相同的鋁或鋁合金作為阻隔材料,通過合理控制攪拌頭的偏移量,獲得了表面成形良好且無內部缺陷的接頭,強度系數達到鋁合金強度的63%,斷裂位置在焊核中部或焊核與母材的界面上,其焊縫表面及分界面金相如圖9所示。賀地求、王浪波等利用FSW成功完成電解錳陰極板上紫銅與不銹鋼的搭接,不僅提高了連接強度和導電率,延長了陰極板的使用壽命,且降低了制造成本,為傳統產品的更新換代和節能減排提供了新的思路。FSW電解錳陰極板如圖10所示。
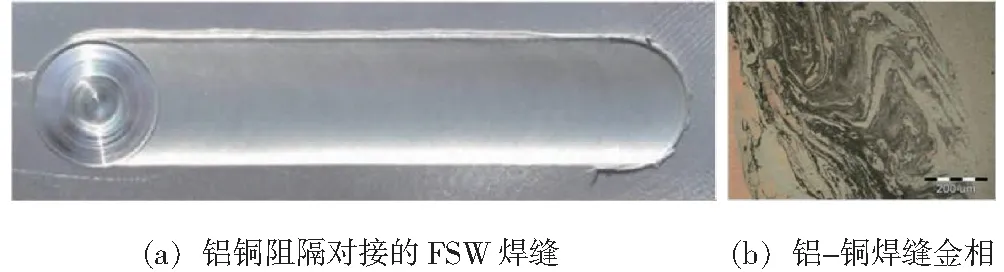
圖9 鋁-銅阻隔對接新方法
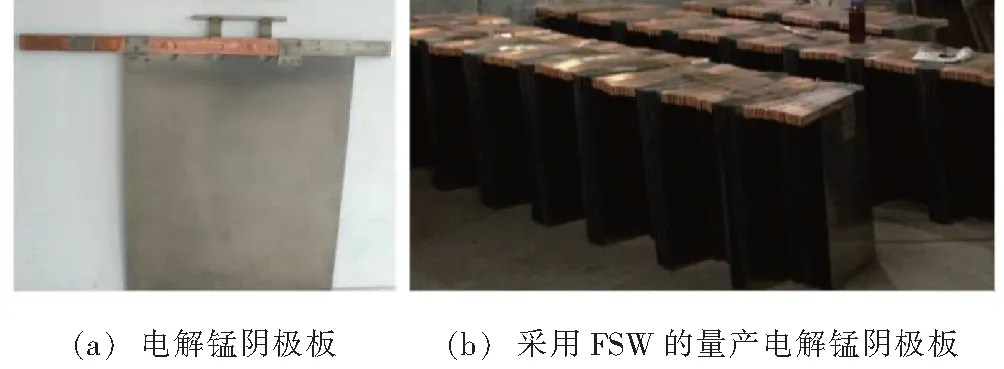
圖10 采用攪拌摩擦焊的電解錳陰極板
經過20多年的研究與實踐,FSW已經可以成功焊接鋁合金、鎂合金、銅合金、鈦合金、低碳鋼、不銹鋼、塑料、鋁基復合材料等多種材料[24-29]。
1.3 攪拌摩擦焊接工藝與產品應用的研究與進展
在焊接工藝方面,發展速度最快的是鋁合金FSW焊接工藝,其次是銅合金、鎂合金等。在產品應用方面,航天、航空、高鐵、船舶等輕金屬大量使用領域的應用產品已達百余種,包括巨型火箭、飛船的燃料貯箱、航天飛機、火箭箭體、導彈外殼等;大型飛機機翼、尾翼、機身、油箱、蒙皮壁板等;高速列車車體地板和壁板、集裝箱箱體、油罐車、汽車大梁等。航天一院與航天八院成功實現了全FSW燃料貯箱的研制,確立了FSW在連接技術中的主流地位。圖11是FSW在航天領域的典型應用。
在航空領域, FSW已用于大型民航貨機和大型軍用運輸機的載重梁、地板、機身、機翼、蒙皮與衍梁等結構件的焊接和修理。FSW與鉚接和螺紋連接相比,不僅降低了制造成本,還減輕了飛機的重量。FSW在航空制造領域的應用實例如圖12所示。
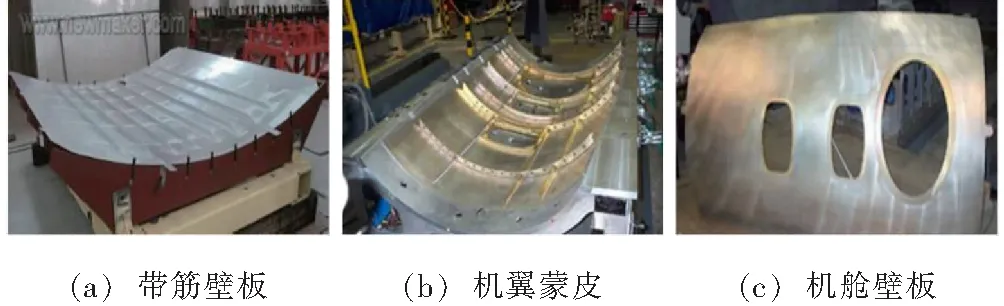
圖12 FSW在航空領域的典型應用
在船舶制造領域, FSW主要應用于推進電機和船體制造中,如新一代艦用推進電機轉子和高速貨船的甲板、側墻及船體、漁船上的冷藏箱板等。賀地求等成功實現了新一代艦用推進電機轉子端面的FSW焊接。圖13為FSW在艦用轉子端面焊接實例。

圖13 艦用轉子的FSW應用
在高速列車制造領域,中國攪拌摩擦焊中心成功實現了高速列車、貨物列車及城軌地鐵的車輛箱體、窗體、側墻及車鉤面板等結構件的攪拌摩擦焊制造,有效減輕車輛自重,為軌道交通工業開辟了新的制造技術途徑。圖14為128 m長“軌道交通領域”專用FSW焊接技術裝備。
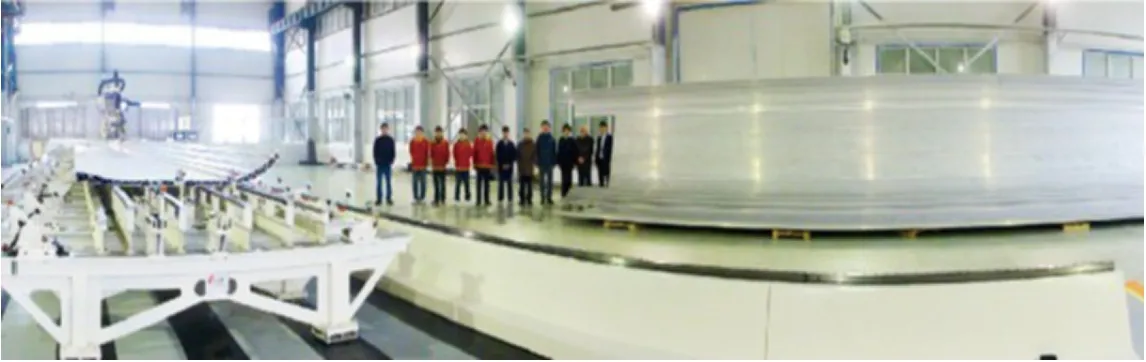
圖14 128 m長的高鐵車體焊接專用裝備
2 攪拌摩擦焊的基礎研究進展
縱觀近20多年國內外機構對FSW的研究,雖然FSW在各個領域的應用成果頗多,但其基礎研究卻遠遠落后于其應用研究。究其原因主要是FSW過程是焊接區金屬在短時間內完成的極其劇烈局部塑性流變和遷移,無法直接精確觀測到焊接區金屬的流動行為,給FSW基礎研究帶來了極大的困難。國內外學者主要通過研究焊接區金屬的熱塑性流動行為來揭示FSW焊縫的形成機理。常用的研究方法主要有試驗和數值模擬兩大類。其中試驗方法有焊中急停法、標記材料法、異種材料接頭顯微組織圖像分析法及多種方法綜合等。數值模擬方法主要是通過ANSYS,FLUNE,AQUAS等商業軟件,對FSW過程進行簡化和假設,設定邊界條件,對溫度場、流速場、應力場進行仿真分析。
2.1 FSW焊縫成形機理的試驗研究進展
鋼球跟蹤及停止運動技術是最早應用于FSW材料流動的試驗研究方法,并在此基礎上發展出了標記材料法和異種材料接頭圖像分析法。Reynolds等人[30]采用標記材料法研究了FSW焊接區金屬的流動情況,發現了攪拌頭幾何參數對材料流動的影響規律,給出了半定量的焊接區材料三維視圖。王希靖等人[31]研究發現,焊縫洋蔥環的實質是攪拌針旋轉前進時其帶動的軟化層,與上一軟化層塑性金屬間相對移動摩擦疊加后產生的一種軌跡 。趙衍華等人[32]采用標記材料法研究了2014 鋁合金FSW焊縫金屬塑性流變過程,建立了二維焊縫金屬塑性流變模型 。柯黎明等人[33]通過多種方法綜合試驗,發現攪拌針表面的螺紋是驅動焊縫塑化金屬在焊縫厚度方向流動的主要因素,提出了焊縫塑化金屬厚度方向流動的“抽吸—擠壓”理論,對預測和解釋FSW焊縫成形有一定的正確性。
2.2 FSW焊接過程數值模擬的研究進展
FSW過程中溫度場和流場的數值模擬研究,對建立和完善FSW基礎理論,指導實踐中FSW工藝參數的確定有著重要的學術意義和實用價值。FSW生熱和塑性形變熱是FSW過程中熱量的主要來源,但兩種熱量的比例以及在焊縫中的分布,研究者們提出了多樣化的熱源模型,但沒有形成共識。業界關于FSW產熱機制模型的研究也經歷了3個階段:從只考慮軸肩產熱不考慮攪拌針產熱的模型,到同時考慮軸肩產熱和攪拌針產熱的模型,到將二者耦合起來分析綜合產熱效果,甚至不考慮軸肩產熱,主要考慮攪拌針產熱(如靜軸肩FSW)的模型。張昭[34]利用ABAQUS對FSW過程流場和溫度場進行數值模擬,發現FSW過程中材料流動最為劇烈的區域發生在返回側,切向流動構成了材料流動的主要形式,且攪拌頭轉速和焊接進給速度的增加, 都會使材料在返回側的流動變得更為劇烈;發現隨著攪拌頭轉速的增加,最高溫度和FSW所需的功率均增加 。張利國、姬書得等人[35]利用FLUNT對2024鋁合金FSW過程中金屬的塑性流動進行數值模擬,發現攪拌頭轉速增加會使攪拌頭附近區域的材料流動則更劇烈,高速流動的材料區域范圍變大 。Wu等人[36]構建了FSW焊接區金屬的層狀流動模型,其中焊核區形狀與計算結果與實測數據吻合。
綜上所述,雖然溫度場、流場的數值模擬取得了一定的進展,但因產熱模型的建立,均沒有考慮工藝傾角,攪拌針形狀也簡化成規則幾何形狀,導致分析結果與實際工況還有很大的差距。因此,將工藝傾角、攪拌頭形狀等重要因素需考慮在熱源模型內,來對FSW工藝過程進行仿真分析,是未來數值模擬研究必須攻克的瓶頸。
在對FSW接頭的殘余應力變形和殘余應力的研究方面,學術界和產業界則形成了比較統一的認識。
FSW接頭的縱向應力是主要殘余應力,其峰值遠遠大于橫向應力; FSW 接頭的縱向殘余應力分布具有明顯的非對稱性, 前進側明顯高于返回側,呈雙峰型分布,其最大峰值出現在前進側熱影響區,且為拉應力;FSW接頭中的殘余應力平均水平明顯低于熔焊接頭,但其產生原因涉及到熱、力及其耦合情況,以及機械攪拌和焊接溫度場的疊加作用造成焊縫兩側縱向殘余應力的不對稱分布[37-38]。
3 攪拌摩擦焊工程應用所面臨的挑戰和對策
3.1 面臨挑戰
雖然FSW技術在裝備制造領域各個行業中的推廣應用如火如荼,但在實踐過程中遇到了很多挑戰和瓶頸問題。通過對中國裝備制造行業各類企業的系統性調研發現,攪拌摩擦焊工程應用推進目前所面臨的瓶頸問題,主要表現以下五個方面:
(1)基礎性研究深度不夠。在FSW研究領域中,多側重于應用研究,對于基礎研究投入不夠。雖然在試驗研究方面有很大進展,但因FSW過程時間極短,試驗結果對焊縫成形成性機理的說服力不強。而在數值模擬研究方面,因未考慮工藝傾角和攪拌頭實際細節,數值模型與FSW實際工況仍存在較大的差距,僅能作為方向性參考,實際價值不大。
(2)對中高端設備系統性力學要求把握不準。在FSW裝備制造方面,因對FSW機床所需的頂鍛力和進給力要求研究不透,導致研制的大型FSW設備無法正常實現穩定焊接。
(3)高效低成本攪拌工具研發能力不足。在攪拌頭設計與研制方面,曾走過一段“攪拌頭越大越好”的彎路,雖然現在攪拌頭的研制已經進入系列化和多樣化,但在工程一線依然存在制造成本居高不下、攪拌針容易磨損、使用壽命短、在焊接過程中攪拌頭易折斷等問題。
(4)高端專用工藝研發力量薄弱。在焊接加工一線,雖然很多設備實現了專機化,但因供貨者對FSW工藝研究不夠深入,使用者對FSW焊接機理理解不到位,且FSW工藝窗口狹窄,導致焊縫缺陷率高,需要反復返工和補焊,嚴重影響生產效率。
(5)操作技能型人才沒有系統培養規范。雖然FSW屬于機械化與自動化焊接方法,但要獲得質量穩定的焊縫,需要操作者對FSW焊接機理及機床特性有非常深入的理解和體驗。而目前大多數一線操作者都是從機床加工崗位轉崗而來,沒有系統的培養規范和標準培訓,因此焊接質量很難保證。
3.2 提出對策
(1)建立從設備與工具研制、專用工藝研發、來料加工等一攬子解決方案的高科技公司,來為高質量需求提供專業服務。即設備提供商、攪拌頭提供商、焊接工藝研發者、焊接來料加工者合為一體。這是針對FSW獨特的技術難度,解決裝備、工藝、生產中集中問題的有效途徑。在實踐中,有些研究機構也在做這方面的努力如帝球機械、中國攪拌摩擦焊中心等,取得了一些進展。但要真正做到高質量、高效率的專業服務,還有很長的路要走。
(2)整合研究資源,加大對FSW基礎性研究和新方法的研發。雖然FSW在原理上有獨特優勢,但也存在焊縫“漏斗型”溫度場等原理性缺陷,針對其研發新的焊接方法(如超聲輔助、激光輔助等),是克服其缺陷最有意義的研究方向。這不僅需要國家和裝備類企業在基礎研究方面加大投入,更需要整合優質研究資源,強強合作,共同攻關,才能取得更大的成果,為應用研究的推進打下堅實的理論和試驗基礎。
4 結論
FSW經過20年的研究與實踐,已經取得了長足的進展。針對目前在各類裝備制造企業中存在的應用瓶頸,提升FSW技術的高質量服務水平,整合資源,增強克服其缺陷的新方法研發,有希望重振FSW為裝備制造業高質量、高效率服務的新興之路。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
制造技術與機床(2018年12期)2018-12-23 02:40:58
汽車工程學報(2017年2期)2017-07-05 08:13:02