熱輸入對(duì)T4003/Q450NQR1異種鋼焊接接頭組織及性能的影響
2020-05-10 01:27:34李蘇珊李連勝馬青軍2趙明劍趙清宇
焊接 2020年1期
李蘇珊, 李連勝, 馬青軍2, 趙明劍, 趙清宇
(1. 哈爾濱焊接研究院有限公司,哈爾濱 150028;2.天津市特種設(shè)備監(jiān)督檢驗(yàn)技術(shù)研究院,天津 300192)
0 前言
隨著工業(yè)技術(shù)的快速發(fā)展,核電、化工、航空航天、鐵路車(chē)輛、海洋與鋼結(jié)構(gòu)等工作環(huán)境對(duì)金屬材料的韌性、強(qiáng)度和耐蝕性提出了越來(lái)越苛刻的要求。同種金屬材料的連接已經(jīng)很難滿足現(xiàn)在復(fù)雜的工況條件。因此,異種金屬之間的焊接工藝性能及焊接接頭的綜合力學(xué)性能研究是目前的研究熱點(diǎn)之一[1]。
T4003鐵素體不銹鋼作為貨車(chē)車(chē)體材料廣泛應(yīng)用于我國(guó)軌道交通運(yùn)輸行業(yè)[2],它具有良好的耐銹性和耐腐蝕性,但焊接時(shí)存在晶粒長(zhǎng)大敏感性,過(guò)熱區(qū)晶粒急劇長(zhǎng)大會(huì)引起接頭脆化,塑韌性降低等問(wèn)題[3-4];Q450NQR1耐候鋼為Cu-Cr-Ni系,通過(guò)合理配置C,Si,Mn等元素含量,添加少量Nb,Ti微合金元素,利用控軋控冷細(xì)化晶粒,可以獲得較為優(yōu)異的屈服強(qiáng)度和抗拉強(qiáng)度。
文中對(duì)T4003鐵素體不銹鋼和Q450NQR1耐候鋼異種鋼采用不同熱輸入進(jìn)行MAG焊接,分析了焊接接頭的顯微組織和力學(xué)性能,探討了熱輸入對(duì)異種鋼焊接接頭的粗晶組織和性能脆化的影響規(guī)律,以期實(shí)現(xiàn)T4003鐵素體不銹鋼與Q450NQR1耐候鋼異種鋼優(yōu)質(zhì)連接,為其在工程實(shí)際中的應(yīng)用提供理論依據(jù)。
1 試驗(yàn)材料與方法
1.1 試驗(yàn)用材料
試驗(yàn)用鐵素體不銹鋼T4003板材與耐候鋼Q450NQR1板材厚度均為6 mm。焊接材料選用直徑為1.2 mm的奧氏體不銹鋼焊絲ER309LSi-G。母材和焊絲的化學(xué)成分及力學(xué)性能見(jiàn)表1和表2。母材的微觀金相組織如圖1所示,其中圖1a為T(mén)4003鐵素體不銹鋼板材微觀組織形貌,組織為鐵素體;圖1b為耐候鋼Q450NQR1板材微觀組織形貌,組織為鐵素體+珠光體。

表1 試驗(yàn)用母材和焊材化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表2 試驗(yàn)用母材和焊材力學(xué)性能
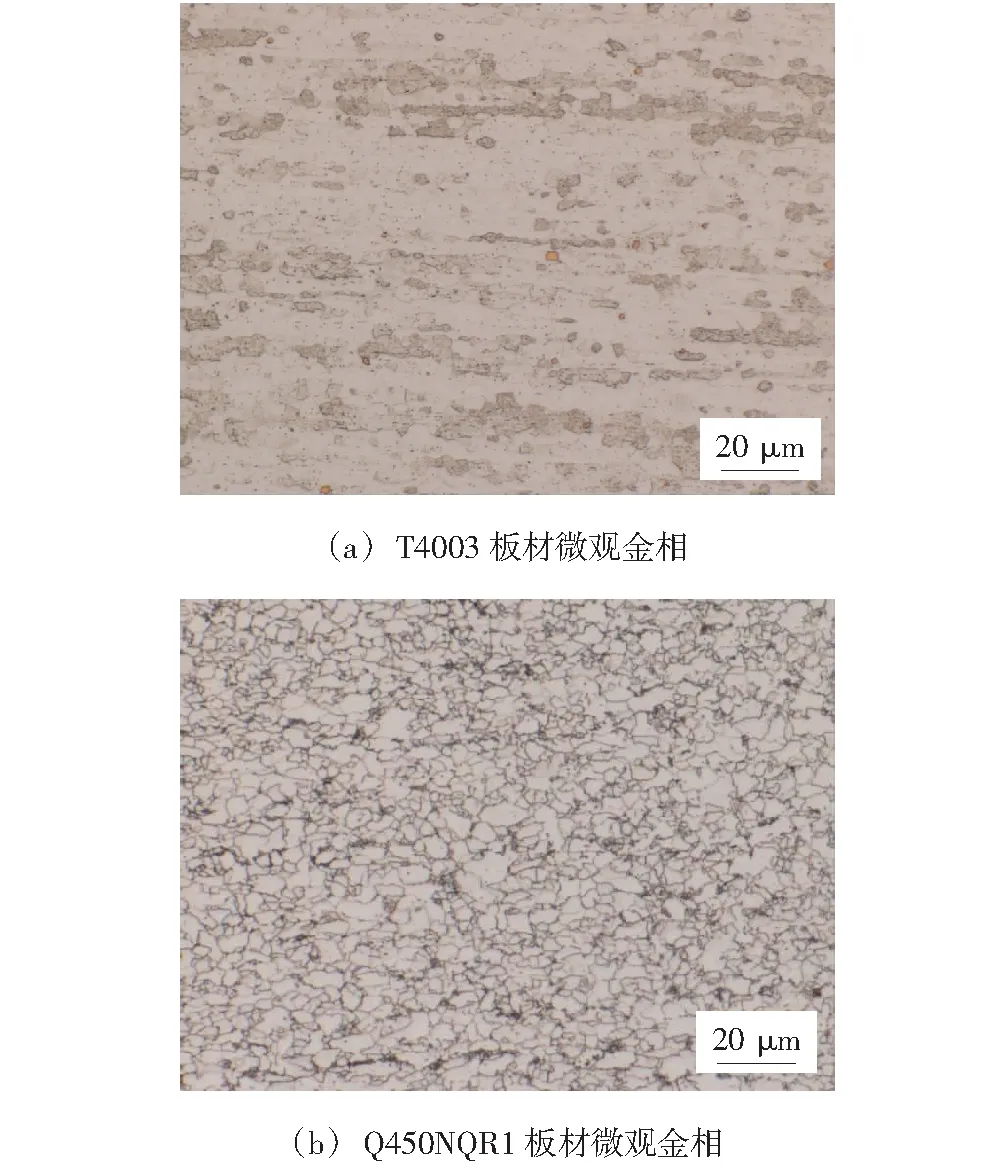
圖1 母材微觀金相組織
1.2 試驗(yàn)用方法
試驗(yàn)采用MAG焊工藝方法,對(duì)接焊試板尺寸為400 mm×150 mm×6 mm,對(duì)接焊試板加工60°V形坡口,根部間隙為0.8 ~1.2 mm,示意圖如圖2所示。焊接時(shí)采用的工藝參數(shù)見(jiàn)表3。

圖2 對(duì)接試板坡口尺寸示意圖
焊后對(duì)焊接接頭進(jìn)行解剖,焊接接頭性能試樣尺寸、取樣方法和試驗(yàn)方法參照GB/T 25774.2—2016《鋼的單面單道焊和雙面單道焊焊接接頭力學(xué)性能試樣的制備及檢驗(yàn)方法》、GB/T 2650—2008《焊接接頭沖擊試驗(yàn)方法》、GB/T 2651—2008《焊接接頭拉伸試驗(yàn)方法》、GB/T 2654—2008《焊接接頭硬度試驗(yàn)方法》及相關(guān)技術(shù)要求進(jìn)行。
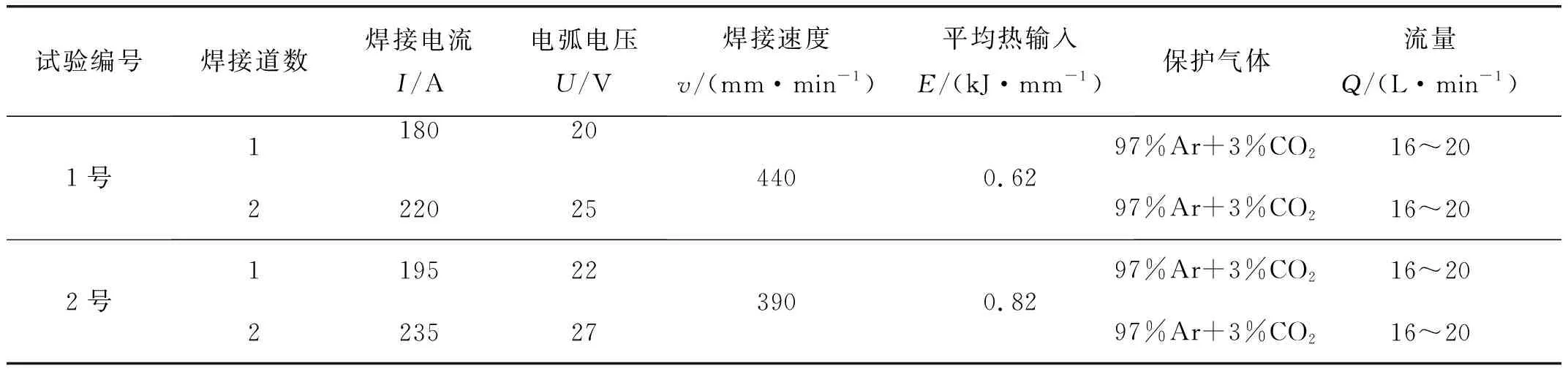
表3 對(duì)接接頭焊接工藝參數(shù)
2 試驗(yàn)結(jié)果與分析
2.1 接頭微觀組織
熱輸入0.62 kJ/mm的T4003不銹鋼與Q450NQR1耐候鋼焊接接頭微觀金相組織如圖3所示,焊縫組織為奧氏體+鐵素體;T4003側(cè)過(guò)熱區(qū)組織為馬氏體+鐵素體,晶粒度約為3級(jí),正火區(qū)組織為馬氏體+鐵素體+極少量δ鐵素體,不完全正火區(qū)組織為鐵素體+極少量δ鐵素體;Q450NQR1側(cè)過(guò)熱區(qū)組織為粒狀貝氏體,晶粒度約為4級(jí),正火區(qū)組織為貝氏體+鐵素體,不完全正火區(qū)組織為鐵素體+少量珠光體。

圖3 熱輸入為0.62 kJ/mm T4003不銹鋼與Q450NQR1耐候鋼焊接接頭微觀金相組織
熱輸入0.82 kJ/mm的T4003不銹鋼與Q450NQR1耐候鋼焊接接頭微觀金相組織如圖4所示,焊縫組織為奧氏體+δ鐵素體;T4003側(cè)過(guò)熱區(qū)組織為馬氏體+鐵素體,晶粒度約為2級(jí),正火區(qū)組織為馬氏體+鐵素體+極少量δ鐵素體,不完全正火區(qū)組織為鐵素體+極少量δ鐵素體;Q450NQR1側(cè)過(guò)熱區(qū)組織為粒狀貝氏體,晶粒度約為3.5級(jí),正火區(qū)組織為貝氏體+鐵素體,不完全正火區(qū)組織為鐵素體+少量珠光體。
從上述兩組熱輸入下的組織分布可以看出:焊縫中心組織均由奧氏體與δ鐵素體組成,隨著焊接熱輸入的增加,焊縫的峰值溫度增加,焊縫的停留及冷卻時(shí)間將延長(zhǎng),從而晶粒尺寸也逐漸增大。熱輸入為0.82 kJ/mm的T4003不銹鋼側(cè)過(guò)熱區(qū)明顯存在一個(gè)較大的鐵素體粗晶粒區(qū),晶粒不僅粗大,而且呈等軸狀分布,而耐候鋼側(cè)過(guò)熱區(qū)為貝氏體組織,晶粒要比T4003側(cè)細(xì)小很多,但均比熱輸入為0.62 kJ/mm的不銹鋼側(cè)過(guò)熱區(qū)和耐候鋼側(cè)過(guò)熱區(qū)粗大一些;從兩組熱輸入的T4003側(cè)熔合區(qū)微觀金相也可以發(fā)現(xiàn),熱輸入為0.62 kJ/mm的T4003側(cè)熔合線明顯比0.82 kJ/mm的T4003側(cè)熔合線窄,這也直接說(shuō)明熱輸入為0.62 kJ/mm的焊接接頭性能更好。
2.2 接頭低溫沖擊韌性
T4003不銹鋼與Q450NQR1耐候鋼焊接接頭半試樣低溫沖擊缺口位置示意圖如圖5所示,以熔合線為原點(diǎn)向母材方向?yàn)椤?”,向焊縫方向?yàn)椤?”,t=+0.5 mm,t′=-0.5 mm。試驗(yàn)結(jié)果見(jiàn)表4,試驗(yàn)結(jié)果表明:Q450NQR1耐候鋼側(cè)和焊縫具有較好的的沖擊韌性。熱輸入對(duì)T4003鋼側(cè)熱影區(qū)沖擊韌性有較大的影響,熱輸入在0.62 kJ/mm時(shí),-40 ℃沖擊韌性較好,平均值在20 J以上,熱輸入在0.82 kJ/mm時(shí),沖擊韌性有所下降。在焊縫中心組織中,γ-固溶體能夠抑制δ鐵素體相中的裂紋擴(kuò)展,且C,N原子在奧氏體中具有較高溶解度,與T4003單相鐵素體不銹鋼相比,從高溫冷卻到室溫的過(guò)程中,降低了晶界脆化傾向,從而提高了焊縫區(qū)的塑性。

圖4 熱輸入為0.82 kJ/mm T4003不銹鋼與Q450NQR1耐候鋼焊接接頭微觀金相組織

圖5 對(duì)接接頭系列沖擊試驗(yàn)試樣缺口位置示意圖
2.3 接頭抗拉強(qiáng)度
接頭抗拉強(qiáng)度見(jiàn)表5,從表中得知,焊接接頭拉伸試樣均斷于T4003不銹鋼側(cè),Q450NQR1耐候鋼和焊縫組織的抗拉強(qiáng)度均高于T4003不銹鋼,Q450NQR1耐候鋼母材的鐵素體和珠光體均為沿軋制方向呈等軸狀分布,而在焊縫和熱影響區(qū)中,奧氏體和鐵素體交錯(cuò)、方向各異,這種分布方式使得焊縫組織和Q450NQR1耐候鋼側(cè)熔合區(qū)的晶界數(shù)量增加,阻礙位錯(cuò)運(yùn)動(dòng),從而接頭的強(qiáng)度又有了進(jìn)一步提升。由于高熱輸入容易嚴(yán)重?zé)龘pT4003側(cè)熔合區(qū)組織中的Cr,Ni,減少其重熔幾率,阻礙其置換出母材金屬晶格中的Fe原子,擾亂晶格排列,使得晶格產(chǎn)生畸變量減少,減弱了其阻礙位錯(cuò)運(yùn)動(dòng)的能力,從而使得熱輸入較小的焊接接頭具有較大的拉伸數(shù)值。

表4 T4003+Q450NQR1異種鋼焊接接頭半試樣沖擊試驗(yàn)結(jié)果 -40 ℃
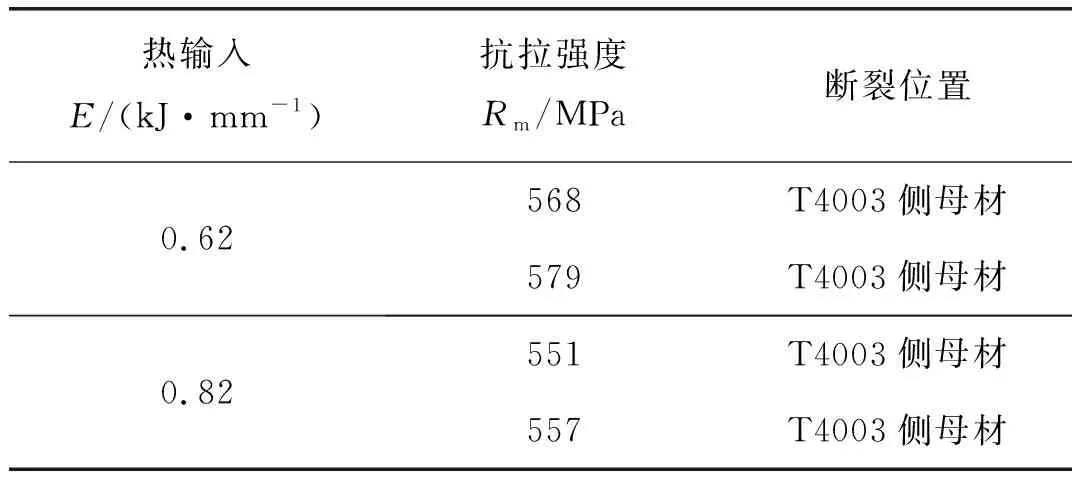
表5 T4003+Q450NQR1異種鋼焊接接頭拉伸試驗(yàn)結(jié)果
2.4 接頭硬度
T4003不銹鋼與Q450NQR1耐候鋼焊接接頭HV5硬度試驗(yàn)結(jié)果如圖6所示,試驗(yàn)結(jié)果表明兩種熱輸入的焊接接頭在熔合線附近的粗晶區(qū)硬度值均有下降趨勢(shì),這是鐵素體晶粒粗化所致,中間區(qū)域的焊縫組織硬度最低,這是因?yàn)閵W氏體在焊縫組織中的存在。從過(guò)熱區(qū)到焊縫中心,兩種熱輸入的焊接接頭硬度分布基本遵循由高到低的分布規(guī)律。
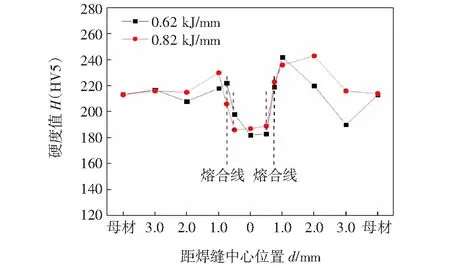
圖6 T4003不銹鋼與Q450NQR1耐候鋼焊接接頭HV5硬度試驗(yàn)結(jié)果
3 結(jié)論
(1)隨著焊接熱輸入的增加,焊縫在經(jīng)歷焊接熱循環(huán)時(shí)的峰值溫度升高,高溫停留時(shí)間及焊縫冷卻時(shí)間都將延長(zhǎng),導(dǎo)致晶粒粗大且熔合線較寬,因此,在合適的焊接工藝參數(shù)范圍內(nèi),盡量采用較小的焊接熱輸入以保證焊縫晶粒度。
(2)焊接熱輸入對(duì)T4003焊接HAZ組織和性能有較大影響。較大熱輸入下HAZ粗晶區(qū)晶粒粗大,硬度提高,沖擊韌性下降,并且HAZ韌性低值區(qū)域范圍增大。因此,在實(shí)際焊接生產(chǎn)中應(yīng)注意嚴(yán)格控制焊接熱輸入。
(3)高焊接熱輸入容易嚴(yán)重?zé)龘p熔合區(qū)組織中的Cr、Ni,減少其重熔幾率,阻礙其置換出母材金屬晶格中的Fe原子,擾亂晶格排列,使得晶格產(chǎn)生畸變量減少,減弱了其阻礙位錯(cuò)運(yùn)動(dòng)的能力,從而使得熱輸入較小的焊接接頭具有較大的拉伸數(shù)值。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16