脈沖激光對6106鋁合金表面形貌及氧含量的影響
2020-05-07 05:35:22楊海鋒解贊華2崔輝王旭友徐良
焊接 2020年1期
楊海鋒, 解贊華2, 崔輝, 王旭友, 徐良
(1.哈爾濱現代焊接技術有限公司,哈爾濱 150028; 2.青島市特種設備檢驗檢測研究院,青島 266071)
0 前言
鋁合金具有低密度、高強度、高塑性、耐腐蝕、易于加工等一系列優異的特點,成為航空航天及高速列車等運載工具結構輕量化設計的首選材料[1-6]。然而鋁的化學性質較為活潑,鋁及鋁合金在大氣中易發生氧化而在其表面形成一層厚度約為 2~30 nm 的氧化膜,鋁及鋁合金的氧化膜結構疏松多孔,易吸收水分、油污等,這對鋁合金焊縫成形及焊接件性能都帶來了嚴重影響[7]。
鋁合金焊接前需去除掉表面的氧化膜,傳統方法采用化學清洗,機械刮削以及打磨,增加了勞動量,惡化了勞動條件,并且某些大型復雜結構難以實施。
激光清洗是高能脈沖激光沖擊工件表面,使表面氧化膜或其他污染物吸收激光能量后汽化揮發,或瞬間受熱膨脹而克服表面對污物的吸附力,使其脫離工件表面,進而達到清洗的目的[8]。與傳統清除氧化膜工藝相比,激光清洗具有對基體損傷小、無污染、工藝簡單、適應性廣、效率高等優點。
激光清洗去除鋁合金氧化膜的研究正逐步展開,目前已取得了一些成果[9-11],但目前的研究中,專門通過SEM及EDS手段對激光清洗后形貌及氧含量及分布的研究較少。
文中基于脈沖激光清洗研究現狀,借助SEM及EDS分析,研究了脈沖激光在不同前進速度及脈沖重復頻率下鋁合金表面形貌及氧元素整體含量及分布的影響,為鋁合金氧化膜去除以及激光清洗的應用提供一定的試驗依據。
1 試驗方法
試驗采用平板直線前進清洗的方式,脈沖激光在垂直于前進方向上做一維掃描,脈沖激光平均功率為60 W,掃描寬度為25 mm,脈寬為130 ns,脈沖激光采用前傾的方式,傾角為25°,采用材料為6 mm厚的6106-T6鋁合金。試驗原理如圖1所示。
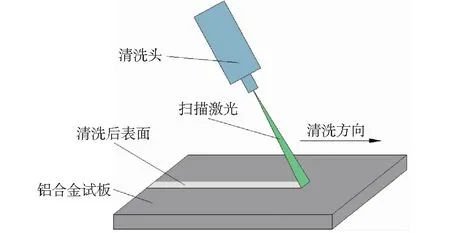
圖1 試驗原理圖
2 試驗結果及分析
鋁合金氧化膜經激光清洗后,采用氧元素含量表征殘留氧化膜Al2O3的含量,即氧元素的含量表征了激光清洗干凈程度。對6106-T6鋁合金,改變激光清洗前進速度v及脈沖重復頻率f,研究其清洗后形貌及氧含量及分布特征。
2.1 清洗速度試驗
2.1.1形貌特征
選定脈沖激光功率為60 W,脈沖激光在鋁合金表面的沖擊坑典型SEM圖像如圖2所示。
從圖2可以看出,脈沖激光作用于鋁合金表面使得鋁合金表面一個微層產生熔化及濺射,核心區域為一個沖擊坑,其周圍為熔化基體濺射所形成的飛濺區域,飛濺區域以外為脈沖激光未沖擊到的母材區域。
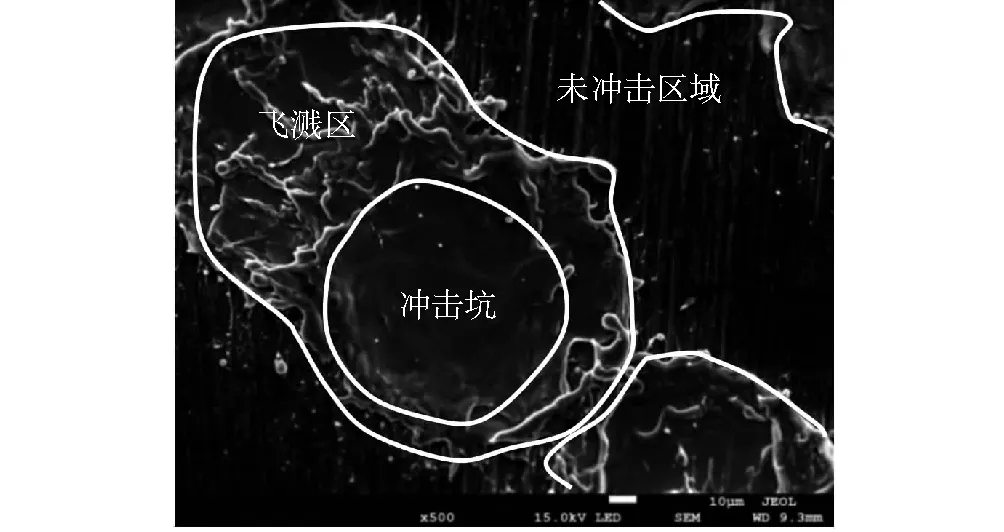
圖2 脈沖激光沖擊坑典型形貌
改變激光清洗前進速度v,觀察激光清洗后鋁合金表面形貌,其典型SEM形貌如圖3所示。
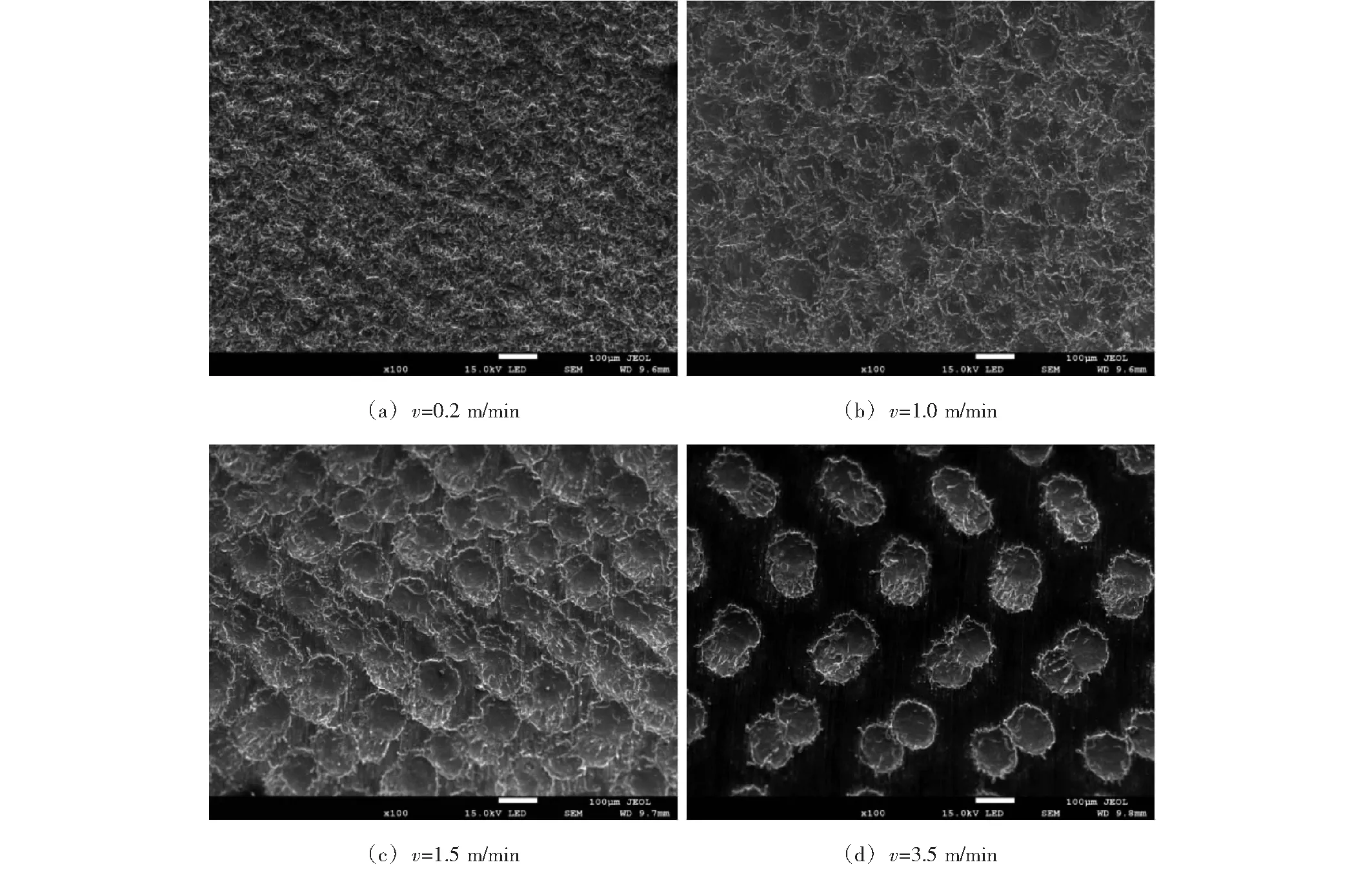
圖3 不同清洗速度下的SEM形貌
從圖3可以看出,在給定的脈沖激光功率及脈沖重復頻率的條件下,在低速清洗時,沖擊坑之間連成一片,整體形貌為濺射所形成的飛濺區重疊狀態,隨著清洗速度v的增加,沖擊坑及飛濺區逐漸分散、獨立。
2.1.2氧含量及分布特征
對不同清洗速度下的鋁合金表面進行氧元素的EDS分析,典型的面掃描EDS圖像如圖4的所示。
從圖4可以看出,隨著清洗速度的變化,氧元素的分布是有明顯變化的,低速清洗時,由于沖擊坑和飛濺區重疊,飛濺區覆蓋沖擊坑,整體形貌呈飛濺區形貌,故氧元素的分布沒有明顯的區域分布,較為彌散化。當清洗速度較高時,沖擊坑及飛濺區形貌之間變得離散,各自特征明顯,氧元素分布也成規律分布,沖擊坑位置氧元素含量低,未受激光沖擊的母材位置氧元素含量較高,氧含量分布和其清洗后的形貌分布特征是對應一致的。
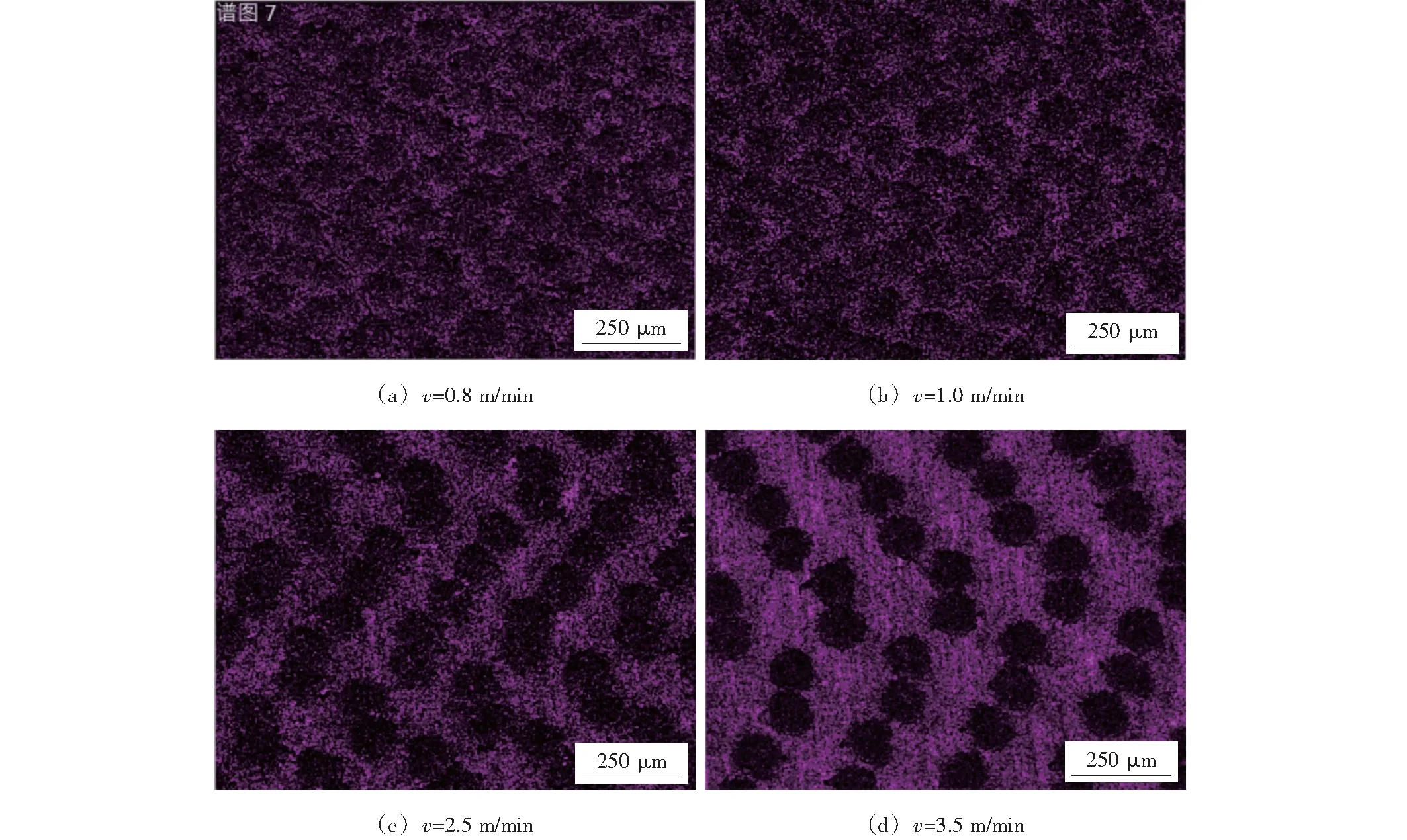
圖4 不同清洗速度下的鋁合金表面氧元素的EDS圖像
對不同清洗速度下的表面進行氧元素含量統計,得到氧含量隨清洗速度的特征如圖5所示。
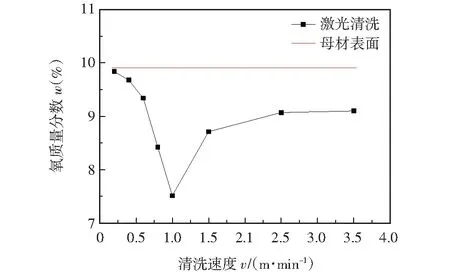
圖5 不同清洗速度下的氧含量
從圖5可以看出,從低速清洗到高速清洗,氧含量是先減小后增加的趨勢,這是因為,低速清洗時,鋁合金表面的氧化膜被破碎,但脈沖激光在同一位置停留時間較長,導致該處出現類似“過燒”再次氧化的現象,此時,表面的氧元素含量并未明顯降低。隨著清洗速度的增加,沖擊坑逐漸分散拉開,當v=1.0 m/min時,沖擊坑出現類似于圖2b中的“密排”時,此時激光沖擊位置既沒有重疊,也基本沒有沖擊到的位置,此時清洗效果最佳,此時在該脈沖激光頻率的條件下,清洗后氧元素殘留量是最低的。當清洗前進速度繼續增大時,沖擊坑之間逐漸分開直至最后完全分散,此時,沖擊坑位置氧元素含量低,未被沖擊的位置氧元素含量接近母材,清洗速度越大,一定區域內激光沖擊的位置越少,未被沖擊(清洗)位置越多,最終該區域內,氧的平均含量又逐步上升。
2.2 脈沖重復頻率試驗
2.2.1形貌特征
給定脈沖激光功率P及清洗速度v,在不同的激光重復頻率f下,觀察激光清洗后鋁合金表面形貌,其典型SEM形貌如圖6的所示。
從圖6可以看出,在給定的脈沖激光功率及清洗前進速度的條件下,隨著脈沖重復頻率的增大,激光沖擊坑之間緊湊、致密,整個清洗區域逐漸由沖擊坑+飛濺區+母材變為沖擊坑+飛濺區的“蜂房”狀形態。
2.2.2氧含量及分布特征
對不同脈沖重復頻率下的鋁合金表面進行氧元素的EDS分析,不同脈沖重復頻率下的鋁合金表面的面掃描EDS圖像如圖7所示。
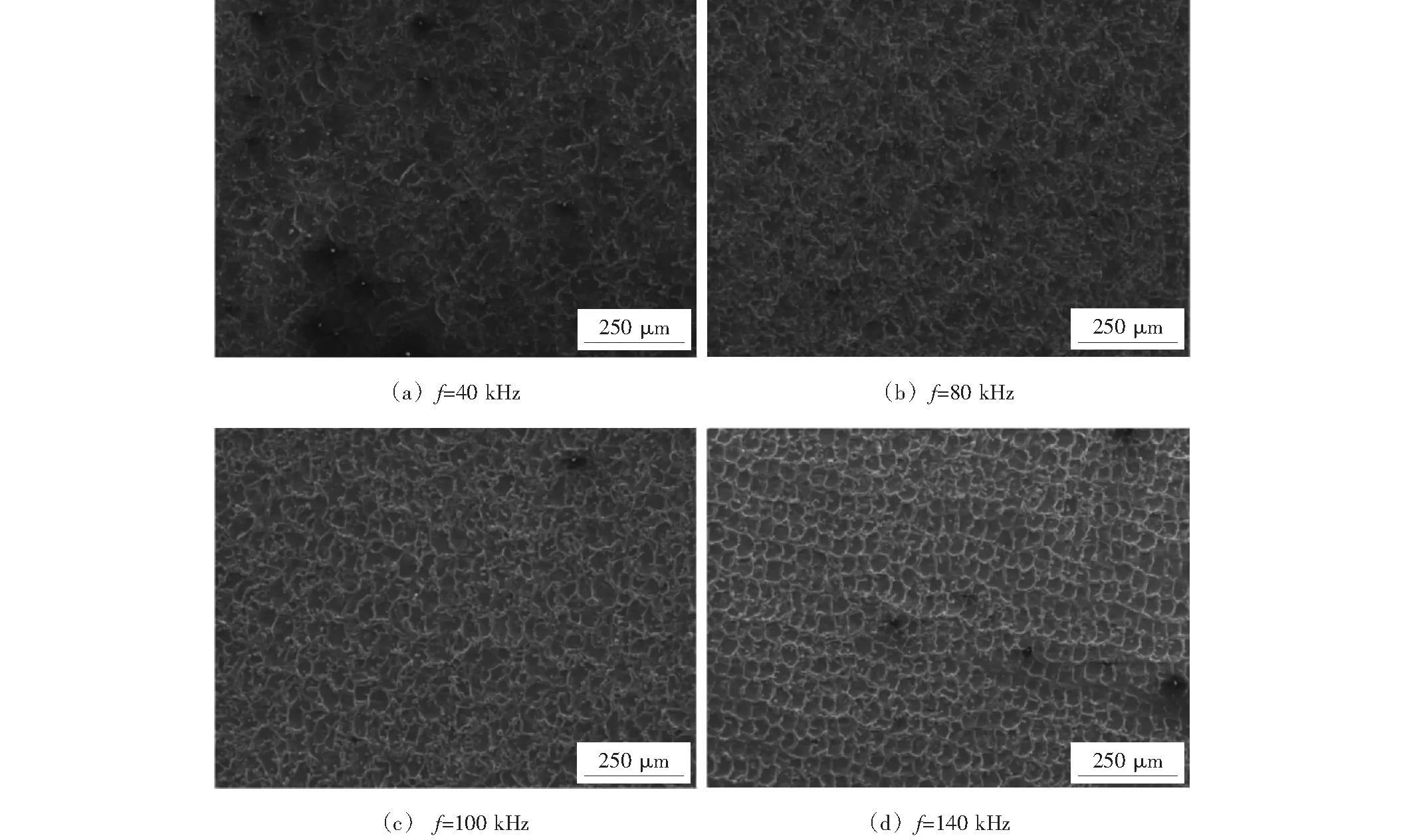
圖6 不同脈沖重復頻率下的鋁合金表面氧元素的SEM形貌
圖7 不同脈沖重復頻率下的鋁合金表面氧元素的EDS圖像
從圖7可以看出,隨著脈沖重復頻率的增加,氧元素的分布由是有明顯變化的,當脈沖重復頻率較低時,氧元素的分布在沖擊坑位置明顯較低,在未被沖擊的位置明顯較高,隨著脈沖重復頻率的增加,這種沖擊坑氧含量低,未沖擊位置氧含量高的規律分布的變得不明顯,當脈沖重復頻率較高時,氧含量在整個清洗區域成彌散分布,此時,氧含量分布和其清洗后的形貌分布特征也是對應一致的。
對不同脈沖重復頻率下的表面進行氧元素含量統計,得到氧含量隨脈沖重復頻率的特征如圖8所示。
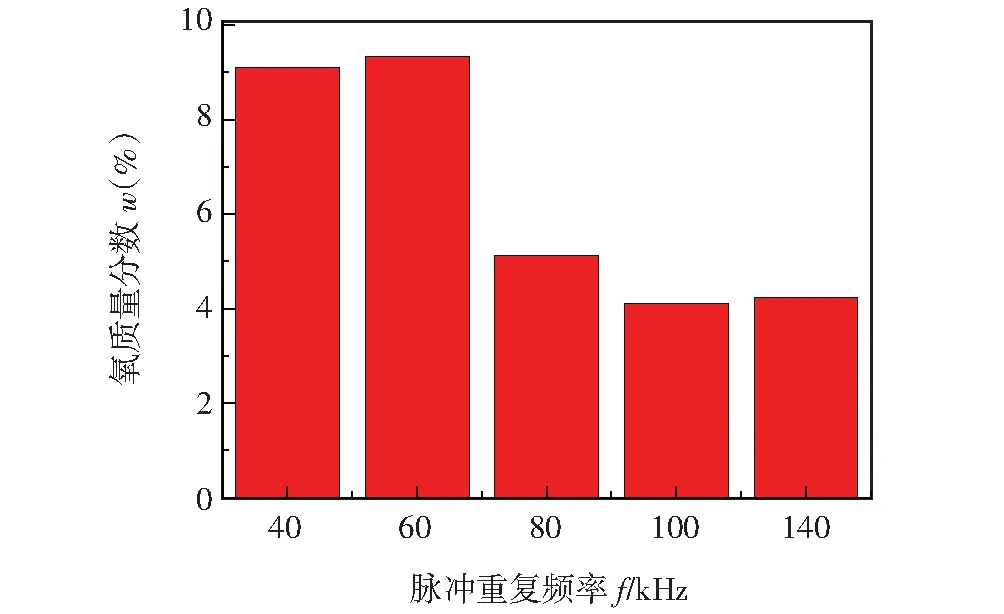
圖8 不同脈沖重復頻率下的氧含量
從圖8可以看出,在給定的脈沖激光功率和清洗前進速度的條件下,在較低的脈沖重復頻率下,氧殘留量較高,當脈沖重復頻率大于80 kHz時,氧的殘留量明顯降低,約為低頻清洗時氧殘留量的1/2,這是因為隨著脈沖重復頻率的增加,沖擊坑由分散變得密排,未被激光沖擊的原始母材區域越來越小,當脈沖重復頻率足夠高時,整個被清洗的區域均由沖擊坑組成,此時,清洗程度最大,此時原本的鋁合金表面氧化膜幾乎全被打碎,對整個清洗區域而言,氧的殘留量變得均勻、彌散。
3 結論
(1)在清洗速度較低時,鋁合金激光清洗過的表面呈濺射重疊的狀態,當清洗速度較大時,脈沖激光在鋁合金表面的形成的沖擊坑逐漸變得分散、獨立。
(2)鋁合金表面氧元素整體的含量隨清洗速度的增加呈先減少后增加的趨勢,在清洗速度較小或者較大時,氧元素含量均接近母材表面氧元素含量水平,氧元素含量分布具有明顯的區域性,脈沖激光沖擊坑的位置氧元素含量明顯較于周圍未沖擊位置。
(3)隨脈沖重復頻率的增加,鋁合金表面形貌由獨立沖擊坑逐漸過渡為密排的“蜂房”狀態。
(4) 隨脈沖重復頻率的增加,表面氧元素整體含量明顯下降,約為母材氧含量的1/2,氧元素的分布也逐漸變為彌散。