高速激光熱絲釬焊表面成形質量的控制
2020-05-07 05:35:22
焊接 2020年1期
(廣汽本田汽車有限公司,廣州 511338)
0 前言
激光釬焊具有焊接速度快,熱輸入低、焊接變形小,焊縫平整均勻光滑、成形美觀等優點,是一種近凈成形的先進的材料加工工藝,非常適用于對焊接工時、母材變形量和焊縫美觀度有很高要求的汽車外觀面,如頂篷、后蓋等部位的焊接。目前大眾、通用、標致雪鐵龍、奔馳等國際主流汽車廠商均采用激光釬焊來連接汽車的頂篷與側圍。
當前主流汽車廠商頂篷激光釬焊的焊接速度一般不超過4 m/min,李俐群等人[1]申請的關于激光熱絲釬焊的發明專利的焊接速度也限于0.5~3 m/min的區間。激光釬焊的焊接速度直接限制了頂篷激光釬焊崗位工時的提升,從而限制了整條汽車生產線單位時間的產量提升。有的廠商通過設計無邊天窗來縮短汽車頂篷的長度,從而減少激光釬焊崗位的工時;有的廠商在生產線上設置兩個激光釬焊崗位,采用輪流加工的方法來減少激光釬焊崗位的工時。前者增加了零部件成本,后者增加了設備成本,均不是理想的方案。因此,大幅提升激光釬焊的焊接速度對于汽車行業是十分迫切的需求。
國內外諸多學者的研究證明,高速激光焊會引起熔池流動行為發生復雜的變化,使得焊縫產生駝峰焊道等缺陷,導致焊縫表面成形質量惡化[2-10]。清華大學裴瑩蕾等人[11-12]對高速激光焊駝峰焊道的形成機理和影響因素進行了深入研究,但是沒有提出解決該問題的行之有效的方法。激光熱絲釬焊相比傳統的激光焊增加了填絲工藝[13],固態焊絲快速送入熔池內部,對熔池產生較強的沖擊力[14],從而使得熔池流動行為更加復雜,焊縫表面成形質量惡化的風險相比激光焊增加。但是目前尚未有針對高速激光釬焊熔池流動和焊縫表面質量的深入研究,因此深入分析高速激光熱絲釬焊焊縫表面成形質量的影響因素及其作用機理,獲得表面成形質量良好的焊縫的控制方法是十分必要的。
1 試驗材料與方法
試驗所用母材為鍍鋅低碳鋼板,板厚0.75 mm。焊絲為CuSi3焊絲,直徑1.6 mm,化學成分為Cu:96.24%、Si:2.87%、Mn:0.89%(質量分數,%)。接頭坡口形式為107°的V形坡口。
試驗所用激光釬焊系統如圖1所示,激光器為Trumpf Disk激光器,波長1 030 nm,光纖直徑0.6 mm;采用Fronius熱絲焊機對焊絲進行電阻加熱,熱絲電源為恒流模式,正極接焊絲,負極接工件;激光頭為SCANSONIC ALO3激光頭,透鏡組光學比5.2,具有焊縫追蹤和高度方向的自適應功能;激光頭安裝在安川機器人上,實現光源在焊縫上的移動。
采用正交試驗來研究焊縫成形質量的影響因素。焊接速度設為定值6 m/min,相比當前4 m/min的行業水平提高了50%。送絲速度設為定值4.6 m/min,以確保焊縫厚度和拉力值滿足要求。在此基礎上分析激光功率、熱絲電流、保護氣氬氣的流量和送絲角度4個工藝參數對焊縫成形質量的影響規律,所用正交試驗表為4因素4水平,具體參數設置見表1。
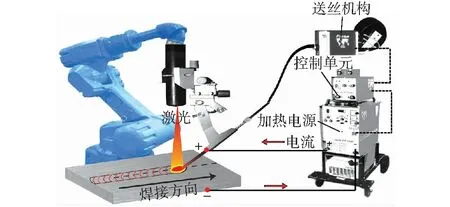
圖1 激光熱絲釬焊示意圖
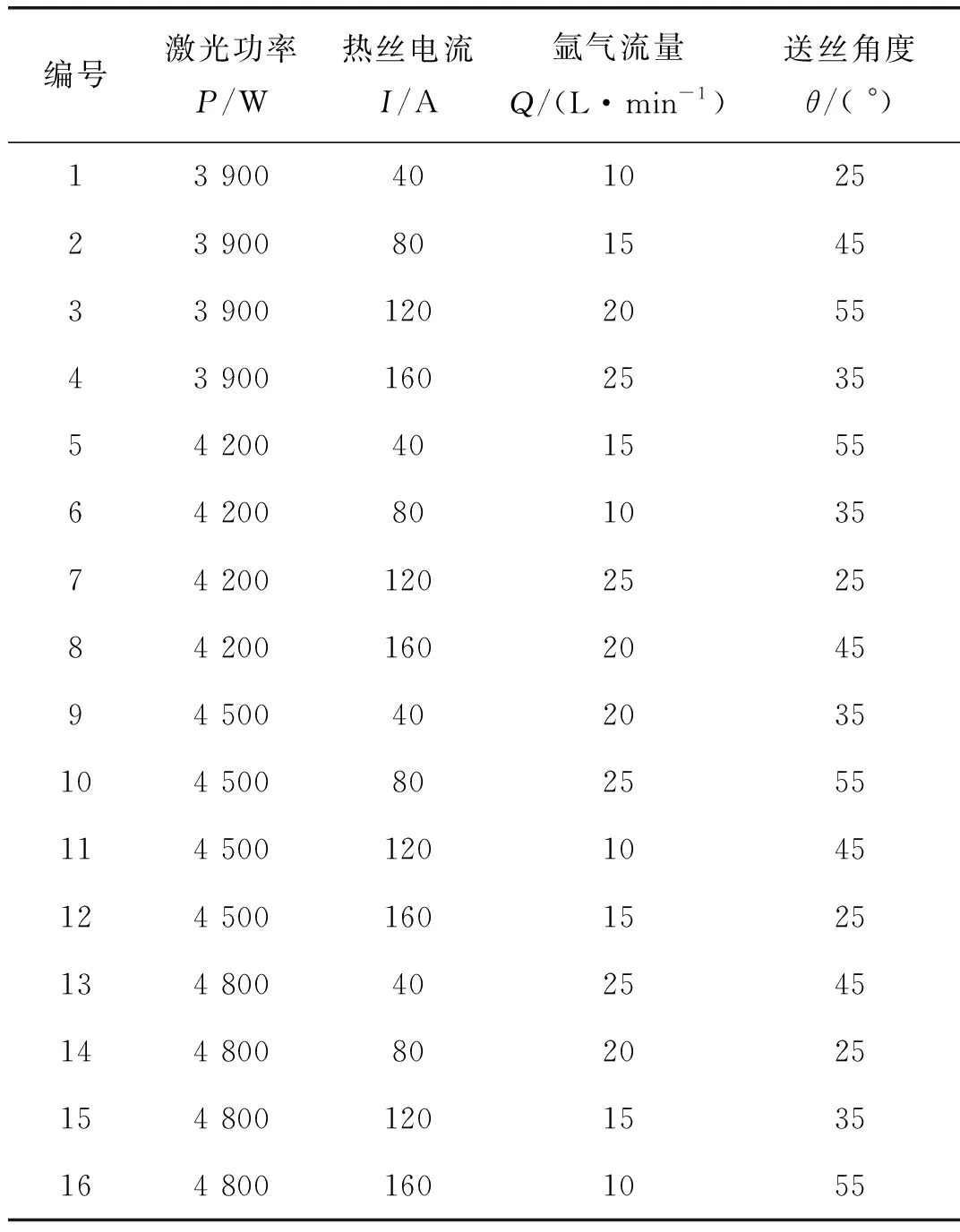
表1 激光熱絲釬焊正交試驗表
其他工藝參數取值如下:激光光斑直徑3.2 mm;焊絲從熔池前方送入,光絲距0 mm;焊絲伸出長度9 mm如圖2所示。
焊縫表面成形質量通過評分進行量化,評分范圍為0~10分,其標準如下:存在不連續或未熔合等嚴重缺陷的焊縫為0分;連續但是有明顯駝峰或者氣孔等小缺陷的焊縫為1分;沒有明顯的缺陷但是表面高低不平或者有魚鱗紋的焊縫,根據魚鱗紋或高低不平的長度占比,評為2分~9分,其中焊縫100%有魚鱗紋的評為2分,焊縫超過85%長度有魚鱗紋的評為3分,超過70%長度有魚鱗紋的評為4分,超過55%長度有魚鱗紋的評為5分,超過40%長度有魚鱗紋的評為6分,超過25%長度有魚鱗紋的評為7分,超過10%長度有魚鱗紋的評為8分,低于10%長度有魚鱗紋的評為9分;表面光滑平整無任何缺陷的焊縫為10分。
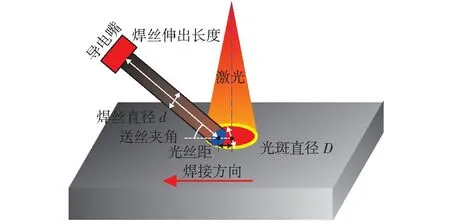
圖2 工藝參數示意圖
2 工藝參數對焊縫成形質量的影響
采用表1所列工藝參數開展試驗,所得焊縫成形和評分值見表2。對正交試驗結果進行極差分析,各個工藝參數的極差如圖3所示。從圖中可以看出,激光功率、熱絲電流、氬氣流量和送絲角度的極差分別為4.25,1.5,1.75和4.0,激光功率與送絲角度的極差明顯大于加熱電流和送絲角度的極差,說明激光功率和送絲角度對焊縫成形質量的影響較大,而熱絲電流和氬氣流量對焊縫成形質量的影響較小。
在此基礎上對影響較大的兩個因素激光功率和送絲角度采用效應曲線圖進行分析,結果如圖4所示。從圖中可以看出,激光功率從3 900 W增加至4 200 W,再增加至4 500 W和4 800 W時,焊縫成形質量評分均值從4.0增加至5.25,6.0和8.25;送絲角度從25°增加至35°,再增加至45°和55°時,焊縫成形質量評分均值從8.0減小至7.25,4.25和4.0。由此可知,隨著激光功率增加和送絲角度減小,焊縫表面成形質量得以改善。因此,選用大的激光功率和小的送絲角度有利于改善激光釬焊焊縫成形質量。
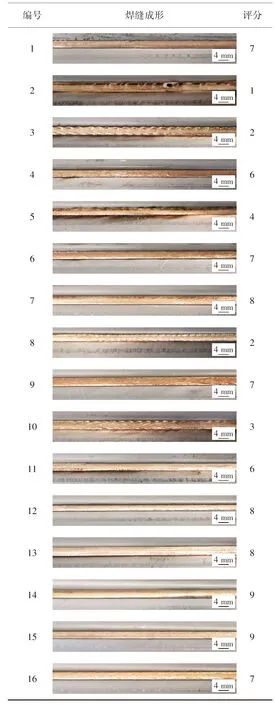
表2 正交試驗所得焊縫成形與評分
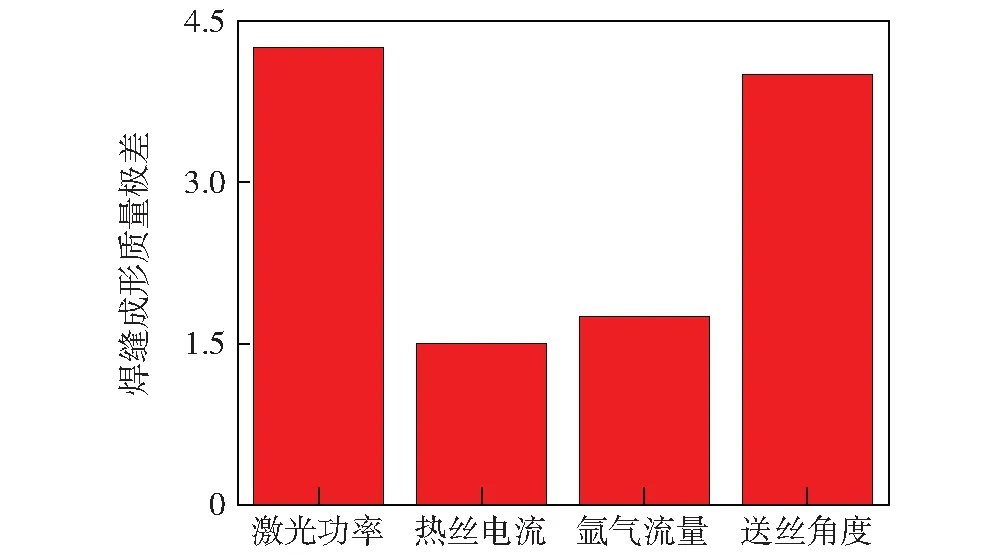
圖3 正交試驗各影響因素的極差分析
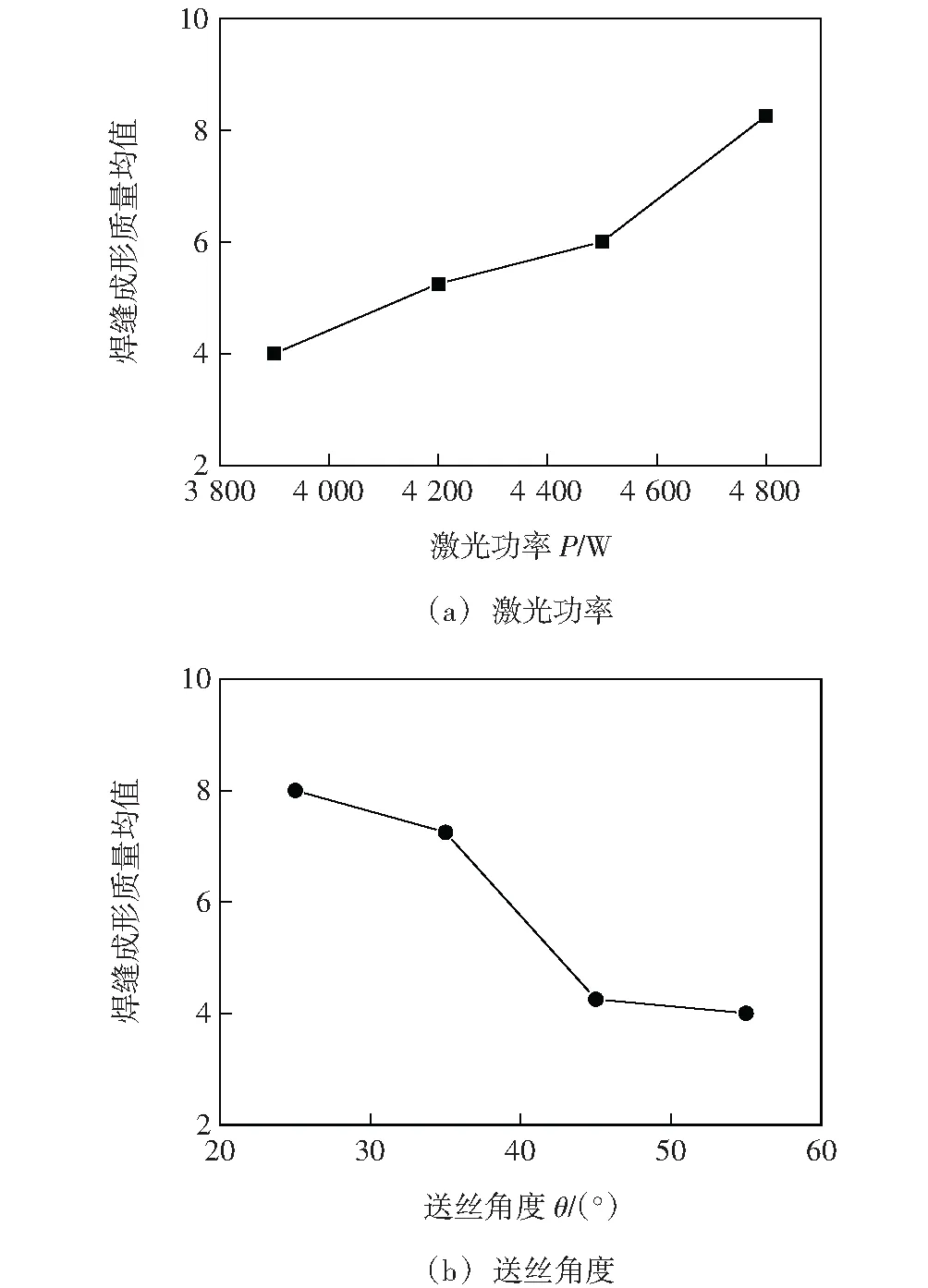
圖4 重要工藝參數對焊縫成形質量的影響
3 工藝參數對焊縫成形質量的影響機理分析
從焊接理論分析可知,熔池流動是影響焊縫成形質量的關鍵因素之一。如果在焊縫凝固前,熔池表面的擾動能夠完全鋪展平整,那么通常焊縫成形質量較好;如果在焊縫凝固之前,熔池表面的擾動無法完全鋪展平整,那么通常焊縫成形質量較差。下面在此基礎上分析各個工藝參數對焊縫成形質量的影響機理。
3.1 激光功率對焊縫成形質量的影響
隨著激光功率增加,焊接熱輸入隨之增加,熔池溫度升高,由此帶來兩方面的影響。一方面,熔池以液態形式存在的時間增加,熔池表面的擾動有更充分的時間進行鋪展;另一方面,熔池溫度升高導致液態金屬粘度降低,熔池表面的擾動更容易進行鋪展。兩方面的影響疊加導致:激光功率增加引起熔池表面的擾動更容易在焊縫凝固前完全鋪展平整,使得焊縫成形質量得到改善。
3.2 分析送絲角度對焊縫成形質量的影響機理
送絲角度對焊縫成形的影響如圖5所示。當送絲角度較大時,焊絲主要送入熔池中下部,此處熔池溫度較低,焊絲熔化需要的時間增長,焊絲以固態形式存在的時間也增長,導致固態焊絲對熔池的擾動加劇。當擾動在熔池中下部產生后需要向熔池表面傳遞,并且會在傳遞過程中不斷增強。由于擾動的傳遞需要經歷一段時間,當擾動傳遞到熔池表面時,此處的熔池溫度已經下降很多了,留給擾動鋪展平整的時間有限,擾動很難在焊縫凝固前完全鋪展平整,因此焊縫成形質量較差。當送絲角度較小時,焊絲主要送入熔池上部,此處熔池溫度很高,焊絲進入熔池后迅速熔化,使得焊絲對熔池的擾動強度大幅減小。由于擾動產生的位置距離熔池表面很近,擾動可以迅速傳遞到熔池表面。此時熔池溫度很高,擾動有充足的時間進行鋪展,很容易在焊縫凝固前完全鋪展平整,因此焊縫成形質量較好。
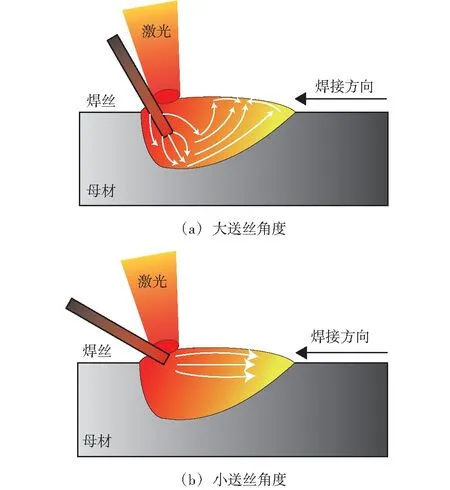
圖5 送絲角度對焊縫成形質量的影響機理
3.3 分析氬氣流量的影響機理
隨著氬氣流量增加,焊縫氧元素含量降低,熔池液態金屬的表面張力溫度梯度從正值逐漸轉為負值。即激光光斑中心溫度最高,表面張力最小;熔池邊緣溫度最低,表面張力最大。此時熔池液態金屬從光斑中心向熔池后沿流動,熔池凝固時間縮短,容易產生魚鱗紋。
3.4 分析熱絲電流的影響機理
對于填充熱絲激光焊而言,焊絲的電阻熱主要是用于輔助激光來熔化焊絲的[15]。因此,熱絲電流增大,與激光功率增大的效果類似,相當于焊接熱輸入總體增加,有利于消除魚鱗紋。不過銅焊絲電阻值很小,因此電阻加熱效果較弱,其對焊縫成形質量的影響較小。
4 焊縫成形質量的控制
根據以上試驗結果和理論分析,采用大的激光功率、大的熱絲電流、小的氬氣流量和小的送絲角度有利于獲得高質量的焊縫成形。在表1的正交試驗中各因素選取有利于焊縫成形質量提升的水平進行組合,獲得最優工藝參數組合,各個參數具體取值為:激光功率4 800 W,熱絲電流160 A,氬氣流量10 L/min,送絲角度25°。采用最優工藝參數組合進行工藝試驗,所得焊縫成形如圖6所示,焊縫光滑平整無任何缺陷,評分10分,說明正交試驗結果合理可信。

圖6 最優工藝參數組合的焊縫成形
5 結論
通過正交試驗研究了激光功率、加熱電流、氬氣流量和送絲角度4個工藝參數對高速激光釬焊焊縫成形質量的影響規律,獲得了以下結論。
(1)激光功率和送絲角度對焊縫成形質量的影響較大,加熱電流和氬氣流量對焊縫成形質量的影響較小。激光功率增大和送絲角度減小有利于焊縫成形質量的提升。
(2)激光功率、熱絲電流和氬氣流量都是通過影響熔池獲得的熱輸入,從而影響熔池表面擾動的鋪展來影響焊縫成形質量的。激光功率對熔池熱輸入的影響遠大于加熱電流和氬氣流量,因此其對焊縫成形質量的影響也遠大于加熱電流和氬氣流量。
(3)送絲角度是通過影響焊絲對熔池的擾動程度和鋪展速度來影響焊縫成形質量的。送絲角度越小,焊絲靠近高溫的熔池表面,焊絲越容易熔化,其對熔池的擾動越小,擾動也越容易鋪展,因此焊縫成形質量越好。
(4)采用大的激光功率、大的加熱電流、小的氬氣流量和小的送絲角度有利于獲得高質量的焊縫成形。在本試驗條件下采用4 800 W,160 A,10 L/min和25°的工藝參數組合在6 m/min的高焊接速度下仍然獲得了表面光滑平整無缺陷的高質量焊縫,為激光釬焊在高速下的應用發展奠定了基礎。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26