15/25MN立搗臥擠炭素擠壓機主機裝配攻關
2020-05-12 08:53:38安彥玲
鍛壓裝備與制造技術 2020年2期
安彥玲
(太重(天津)濱海重型機械有限公司 技術科,天津 300452)
15/25MN立搗臥擠炭素擠壓機是我公司為河南開封用戶制造,且為我公司首臺套立搗臥擠,采用立式搗固預壓,臥式擠壓,工況優于臥搗臥擠,預壓缸和擋板缸垂直布置,采用旋轉料室+延長料室結構,該擠壓機機械本體部分主要由機架裝配、后梁立柱裝配、擠壓梁擠壓桿裝配、支承輥裝配、擠壓壓頭裝配、旋轉料室裝配、旋轉油缸裝配、預壓頭裝配、延長料室裝配、預壓缸裝配等組成,零件較多,結構復雜。本體結構圖如圖1所示。
為了防止煤油泄漏,擠壓室和延伸料室均采用過盈配合,粗加工后要進行熱裝,壓機整體高度16m,由于廠內沒有地坑,臥擠部分需墊高2m多進行裝配,水平拉柱、機架與旋轉套裝配時安全性太差,另外預壓缸由于空間問題,無法實現單獨裝配,因此裝配難度很大。
1 主要裝配攻關
1.1 擠壓室和延伸料室的熱裝

圖1 本體結構圖
旋轉料室和延伸料室外套和內襯均采用過盈配合,過盈量為0.2mm~0.25mm,根據現有廠房條件熱裝比較困難,臺車距離地面較高且較窄,操作空間狹小,不便于溫度的檢測和裝配時工件位置的觀測,工藝根據材料和壁厚計算出熱裝加熱溫度,結合實際情況,給出加熱時間和保溫時間,由于外套壁厚為130mm較薄,散熱快,為減小轉運過程中溫度的快速降低,在加熱爐附近布置好專用熱裝場地,與設計溝通后在外套端面加工4-M39×4的起吊孔,并制作尺寸檢測的專用工具,見圖2。熱裝前安裝專用起吊工具后爐內加熱外套至適當溫度,立即快速吊裝外套到已布置好的專用場地使用專用工具進行尺寸檢測,內孔尺寸滿足要求后,擰下專用起吊工具,快速起吊內襯至外套內,完成旋轉料室和延伸料室的熱裝。整個過程降低了加熱后工件熱裝、轉運及測量時間,保證了裝配質量和安全,熱裝過程見圖3和圖4。
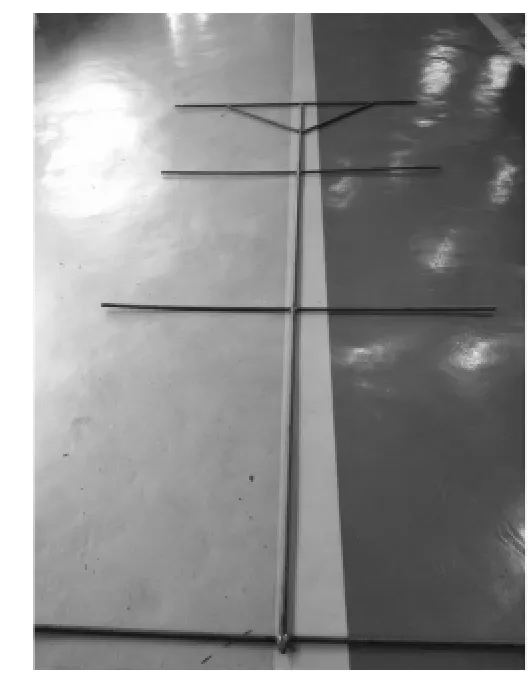
圖2 專用測量工具
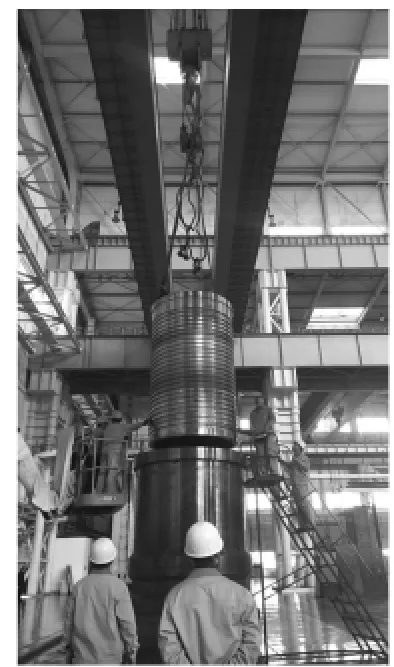
圖3 擠壓室熱裝

圖4 延伸料室熱裝
1.2 機架與旋轉套的裝配
機架與旋轉套裝配時,旋轉套兩端的軸安裝于機架孔內,配合公差為H8/d8,間隙最大單邊0.2mm,同軸度要求0.05mm,正常現場安裝時需先安裝一片機架,吊裝旋轉套裝于此片機架孔內并保持水平后再安裝另一片機架;廠內沒有地坑,裝配時機架無固定的立于機架底座上,吊裝旋轉套和另一片機架時稍不對正,可能導致機架傾倒,發生危險,裝配難度很大。通過工藝和裝配多次進行研究,采用創新辦法,將一片機架用支撐塊平放于地面上,吊裝旋轉套裝于平放的機架中,見圖5,水平吊裝另一片機架,與旋轉套進行組裝,見圖6,此時機架和旋轉套雖然已組合為整體,但是無法實現整體起吊,分公司采用四根套筒、螺柱和螺母,將兩片機架固定把緊,見圖7,利用行車實現機架和旋轉套的整體翻身,見圖8和圖9,然后將機架和旋轉套整體吊裝于機架底座上并裝配到位,見圖10和圖11。通過這種方法既解決了機架與旋轉套的裝配,又保證了安全。

圖5 一片機架與旋轉套裝配

圖6 第二片機架的組裝

圖7 旋轉套與機架組裝后圖
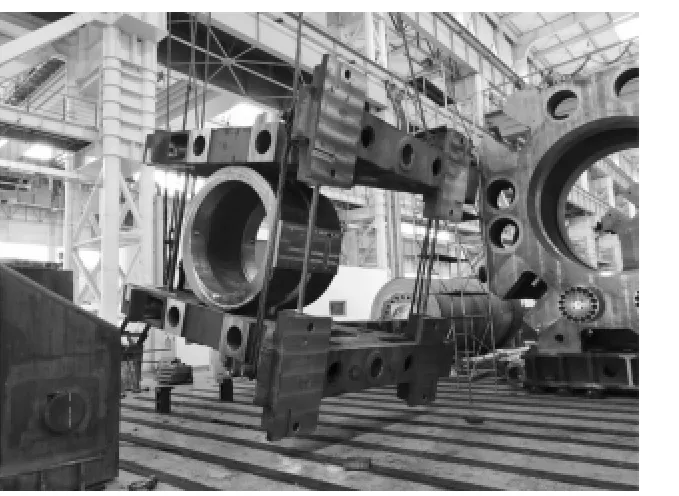
圖8 旋轉套與機架整體翻身1
1.3 水平拉柱裝配
立搗臥擠炭素擠壓機臥擠部分,后梁和機架通過4根水平拉柱連接在一起,并進行預緊后實現擠壓功能,拉柱的長度為9090mm,后梁與機架的內開檔為5540mm,設計圖紙裝配后后梁與機架上的拉柱孔外小內大,示意圖見圖12,安裝時4根水平拉柱需從中間預先穿入后梁中,待機架裝配于機加底座時,將4根立柱穿入機架孔內,由于立搗臥擠炭素壓機整體高度較高,廠內沒有地坑,臥擠部分需墊高2m多進行裝配,且裝配時機架裝配和后梁裝配均無地基固定,4根拉柱較長裝于后梁上懸空比較危險,裝配難度很大。
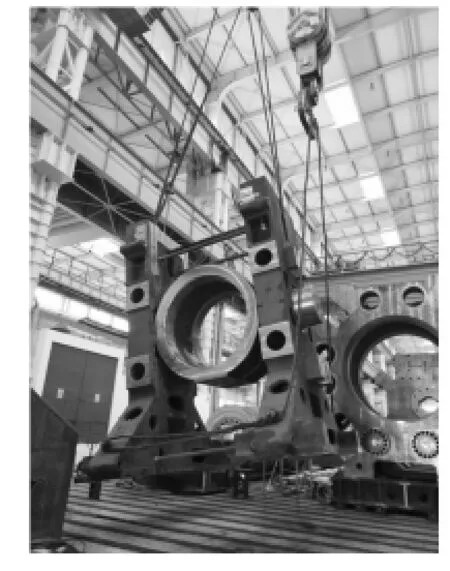
圖9 整體翻身2

圖10 整體起吊

圖11 裝配到位
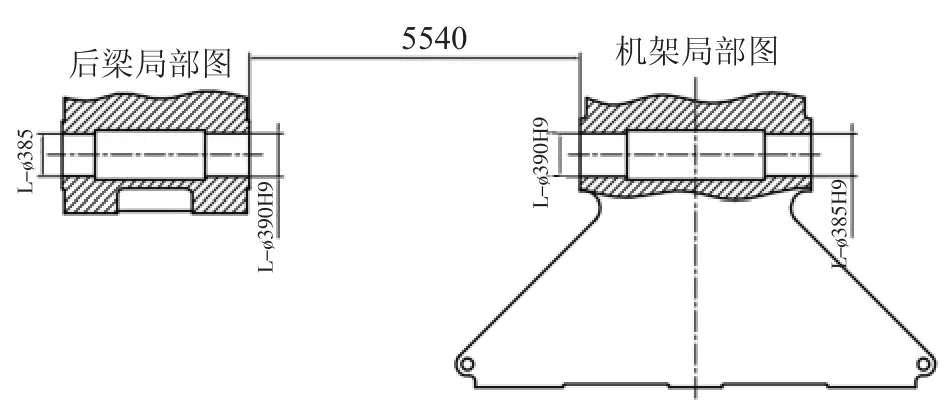
圖12 后梁與機架裝配示意圖
工藝提出將機架外側?385孔擴大至?390,先將后梁裝配和機架裝配完成后,4根拉柱依次從機架外側進行安裝,經設計進行應力核算,確認方案可行,此方案既解決了水平拉柱裝配的局限性,又保證了安全,見圖13。
1.4 預壓缸與上橫梁的裝配
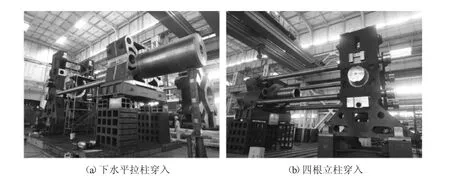
圖13 拉柱從機架外側穿入

圖14 缸體裝配局部圖
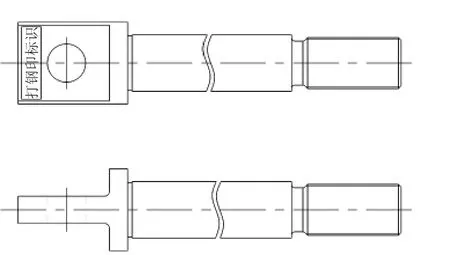
圖15 連接螺桿
通過對裝配總圖的研究,若按正常立式壓機進行裝配,延伸料室與上橫梁之間垂直距離為2100mm,空間不足以吊裝預壓缸,需將預壓缸與上橫梁組裝后整體吊裝,而預壓缸與柱塞組裝后總長為5435mm,因此預壓缸水平裝配穿入上橫梁后,要實現預壓缸和上橫梁的整體翻身和起吊,由于缸體過長,翻身時要做好缸體吊裝工作,防止失衡導致缸體損壞,裝配難度很大。
根據預壓缸缸體與柱塞的特征,設計預壓缸起吊工裝,用連接螺桿將活塞桿和預壓缸連接在一起,利用工裝整體進行吊裝缸體裝配,圖14為預壓缸和活塞桿局部圖,圖15為連接螺桿,圖16為起吊工裝,將上橫梁立放在地面上,吊裝預壓缸裝配水平穿入上橫梁,見圖17,利用上橫梁吊耳和工裝實現上橫梁和預壓缸的翻身,見圖18,再將上橫梁和預壓缸整體吊裝至預壓立柱上,見圖19、圖20。
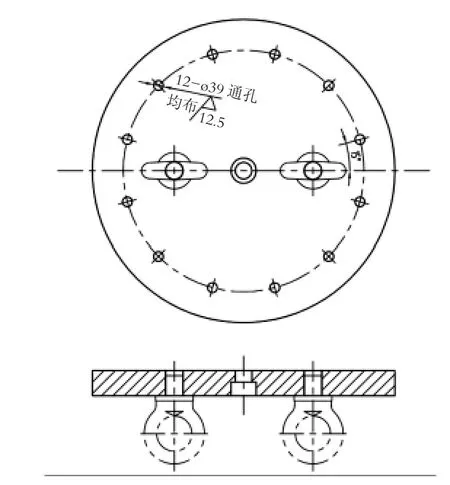
圖16 起吊工裝

圖17 預壓缸與上橫梁裝配

圖18 整體翻身

圖19 整體起吊

圖20 裝配完成
2 結論
通過裝配攻關和設計工裝工具,保證了各難點零部件的裝配,滿足裝配調試精度及產品使用要求,達到了良好效果,為公司后期20多臺立搗臥擠炭素擠壓機的裝配奠定了基礎,并為類似擠壓機的裝配提供了參考。
