歐姆龍NB觸摸屏配方功能在壓力機上的應用
2020-05-12 08:54:44邵振榮曹鎮游
鍛壓裝備與制造技術 2020年2期
邵振榮,曹鎮游,朱 霖
(揚力集團股份有限公司,江蘇 揚州 225002)
本文以揚力P2H-800雙點高性能壓力機為實施對象,針對機床使用過程中需要用到的幾百套模具信息進行配方處理,實現的功能包括:模具名稱、裝模高度、模具設定氣壓、模具設定沖次、氣墊氣壓、氣墊行程等數據的實時存儲、更新和調用。
系統硬件以歐姆龍NJ系列PLC為主CPU,搭配歐姆龍NB觸摸屏實現組態,具體組態如圖1所示。
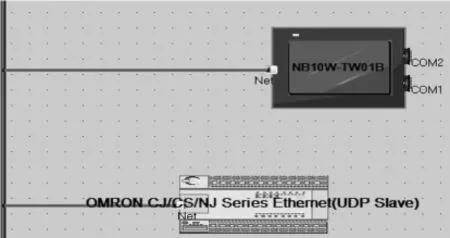
圖1 系統組態圖
1 配方存儲功能的具體實施
1.1 梳理需要存儲的數據
本例中需要存儲的數據共有6個,包括模具名稱、行程次數、模具高度等,具體如圖2所示。

圖2 配方所需存儲數據
1.2 分配每組數據所占用的字數
由圖2可以看出,一組數據包含6個彼此獨立的數據,模具名稱我們分配了4個字,其余每個數據都占據一個字,即一組數據工占據9個字。這將對下面的數據存儲和調用有直接的影響。
1.3 編寫存儲數據界面
如圖3所示,模具編號地址用LW9,輸入數據首地址設為D4109,每個數據按照各自占用的字數依次往后排。

圖3 模具存儲界面
將數據真正存儲到NB觸摸的RW區中,需要使用配方元件,也就是圖3中的存儲更新按鈕。雙擊打開屬性對話框,如圖4所示。
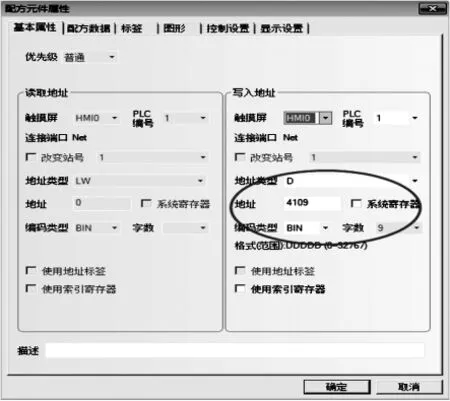
圖4 配方元件屬性框
寫入地址:指定一塊連續的PLC寄存器的首地址,從這個地址以后的由“傳送的字數”指定的數量的字地址可以用來傳輸數據。地址:與配方數據傳輸元件對應的地址。字數:這里的字數根據后面要傳送的數據個數來定。
繼續點擊配方數據,跳出界面如圖5。因為是存儲按鈕,所以功能我們選擇為從PLC上傳到配方,數據長度為9字。設置完成后點擊確定按鈕。

圖5 配方設置
至此,數據的上傳功能基本完成,比如我們設定模具編號為1,其余各個數據分別賦值,點擊存儲更新,便將模具編號為1的這組數據存到了RW0、RW4、RW5、RW6、RW7中,詳情可通過模具庫信息查看,圖中顯示星號的顯示框表示未有數據存入,如圖6所示。
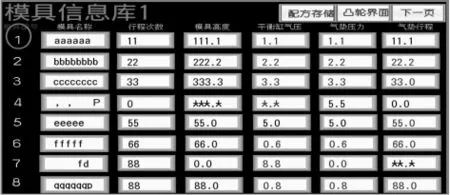
圖6 模具庫信息
2 配方調取功能的具體實施
模具編號是調取配方的關鍵因素,調取哪一組配方,實際就是給LW9000賦值多少。由于每一組數據占用9個字,所以我們沒法用索引地址的偏移量LW9000直接作為模具編號,只能用LW9來進行一個中轉。為了實現兩者之間的對應關系,必須通過一個簡單的宏來實現這個功能。具體宏的編寫如圖7所示。這樣當我們的LW9變化1的時候,實際LW9000就變化了9,如此便與我們的每組數據長度吻合,LW9也就可以正確的反應出當前的模具編號。
在搜索欄中輸入想要查找的模具編號,點擊搜索按鈕,此按鈕觸發圖7所提到的宏,將直接調出已存儲在配方里的數據,如圖8所示。亦可逐條查找。
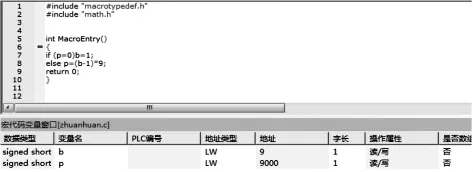
圖7 LW9與LW9000對應轉換宏

圖8 配方查找調取界面
3 配方與PLC之間的數據交換
從配方中調用出來的數據最終是為了傳送給PLC,由PLC來執行相關操作。這里我們將再次用到配方元件,如圖8里的按鈕(下載到PC)。這里與前面提到的上載更新是同一類型按鈕,只不過在設置上有些許區別,具體如圖9、10所示。此處的寫入地址D3119為配方寫入到PLC的首地址,在配方數據一欄,功能是從配方下載到PC,字數仍為9。設置完成后,當點擊下載至PC按鈕后,從模具名稱開始的一組6個數據將傳送到以D3119開頭的9個字的寄存器中,各自占用的字數不變。至此,配方的上傳和下載功能形成閉環。
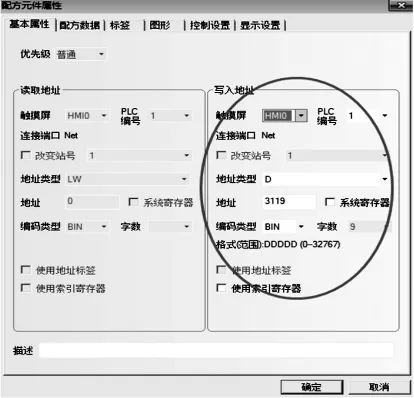
圖9 配方下載設置
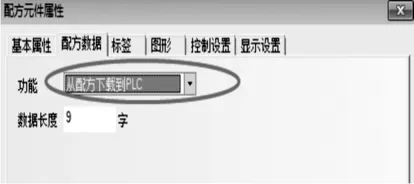
圖10 配方數據設置
4 總結
本系統圍繞壓力機智能化的實現,基于歐姆龍NB觸摸屏的配方功能,實現了壓力機使用過程中主要數據的實時存儲和調用,為解決壓力機實現智能高效的使用方式提供了一套可行的解決方法。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中華詩詞(2022年6期)2022-12-31 06:41:24
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國科技論壇(2017年7期)2017-07-25 08:49:53
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
商業評論(2014年9期)2015-02-28 04:32:41
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
