錘擊法在消除熔絲積材殘余應力中的研究進展
2020-05-12 08:54:50張建生董旭剛權國政
鍛壓裝備與制造技術 2020年2期
張建生 ,盧 順,董旭剛 ,張 普,權國政 ,周 杰
(1.重慶杰品科技股份有限公司,重慶 400044;2.重慶大江杰信鍛造有限公司,重慶 404100;3.重慶大學 材料科學與工程學院,重慶 400044)
錘擊法作為一種焊后消應法在鍛模修復中得到了廣泛的應用。隨著計算機自動化技術高速發展,錘擊法具有設備要求單一、操作簡單和效率高以及低成本等優點。錘擊力使得被錘擊區域發生塑性變形,錘擊部位的金屬向四周擴展以此來補償焊縫區的不規則應變,進而起到釋放殘余應力的作用[1-3]。不僅如此,錘擊通過塑性變形能夠有效改善焊接的焊趾區的缺口尖銳部位,從而間接降低了應力集中發生的概率,進而大幅度提高了焊件的疲勞強度。由于焊接處于高溫狀態下,在溫度和變形綜合作用下微觀組織能夠發生動態再結晶,可以降低晶粒大小,增加焊縫的強韌性。同時,錘擊也會造成加工硬化,也間接增加了錘擊區域的硬度和耐磨性。
錘擊消除殘余應力已有大量的工作研究報告,目前還未有工作者分析總結錘擊在消除熔絲積材殘余應力的研究進展。因此,本文重點歸納了消除殘余應力的方法,并詳細羅列了錘擊消除殘余應力的研究現狀;最后,著重介紹了目前關于錘擊在熔絲積材過程中的最新進展。希望能給相關工作者提供研究思路和研究方法。
1 消除殘余應力的方法研究現狀
熔絲積材殘余應力的消除主要從三個階段進行。首先,在焊件設計初期,通過調整和控制焊件的結構尺寸形狀來預防殘余應力;其次,當調整焊件結構已不能滿足要求時,可在焊接過程中,通過選用合理的焊接工藝參數、焊接次序或者焊接方法來控制和調節殘余應力的形成和發展。隨著時代的發展,計算機技術也得到了迅猛的發展,對于焊接工藝參數的優化和焊接殘余應力的預測都可以通過數值模擬分析來實現,這加快了工藝調整時間,為堆焊殘余應力的消除研究提供了有力的幫助。最后,當焊接完成后,則可以采取超聲波沖擊法、振動法、爆炸法、機械拉伸法、熱處理法、深冷處理法以及錘擊法等多種方法降低或者消除焊接殘余應力[4-15]。河北農業大學的趙建國等人通過用電磁錘錘頭對焊后尚處于高溫狀態的焊趾和焊縫區金屬施加一定頻率的錘擊力降低了殘余應力[4]。江蘇徐州工程機械研究院方榮超等人采用超聲沖擊的方法對Q345B板材進行超聲沖擊實驗,消除了焊接接頭的殘余應力[8]。西北工業大學楊燕慧等人對輾擴成形的GH4169合金環件進行振動時效處理試驗提出殘余應力消除率計算公式,結果顯示實驗工藝參數能有效消除環件端面徑向和周向殘余應力[9]。北京工業大學宇慧平等人采用試驗與數值模擬相結合的方式對過載法消除殘余應力做了定量分析,提出了新的焊接殘余應力數值模擬研究方法[12]。中國石化石油工程技術研究院的劉曉丹等人研究了熱處理振動時效去除膨脹波紋管殘余應力技術和工藝參數選擇,結果顯示振動時效可顯著降低波紋管的殘余應力[14]。
2 錘擊法在消除殘余應力的研究現狀
在國內,河北農業大學的李帥倫等人針對殘余應力的消除開發了一套基于電磁控制的隨焊錘擊試驗裝置,然后運用該套裝置進行了隨焊錘擊實驗并進行了實驗驗證,研究結果表明,錘擊力和錘擊溫度是影響焊件殘余應力分布的主要參數[3]。哈爾濱工業大學的徐文利等人采用隨焊錘擊技術,以材料為LY12CZ的薄板為研究對象,表明隨焊錘擊不僅可以改變殘余應力的分布情況,而且還可以降低焊接熱裂紋傾向,使焊接接頭部位的晶粒得到細化[16]。山東大學鄒增大等人建立了錘擊處理有限元模型,對錘擊消除白口鑄鐵焊補時的應力進行了分析,結果表明錘擊能有效消除焊縫位置的殘余應力,并且使熱影響區的殘余應力得到釋放[17]。中廣核公司楊偉光等人研究了在核電站大型鋼結構拼接過程中,對焊縫使用錘擊方法以消除應力,得到了不同工藝參數沖擊頻率、錘擊溫度、錘頭直徑等對殘余應力的影響規律[18]。
在國外,Hacini,L和 Van Le,N等人采用機器人化錘擊法對304L奧氏體不銹鋼的初始無應力試樣進行了壓縮殘余應力誘導,對1~9層進行了錘擊,并利用輪廓技術對殘余應力進行了評估。這些試驗表明,錘擊是一種放松拉伸殘余應力并將壓縮殘余應力誘導至幾毫米深度的方法[19]。加拿大的L.Hacini等人研究了對材料為304L奧氏體不銹鋼焊道表面進行錘擊后殘余應力的變化情況,結果表明錘擊能夠使焊道表面產生一定的壓應力,抵消焊接過程中產生的殘余拉應力,并且對比優化了錘擊工藝參數,提高了錘擊消除殘余應力的效果[20]。R.Simonea和D.Thibault等人分析了高強鋼A514和馬氏體不銹鋼S41500的力學性能和焊接性能,并對比了錘擊消除兩種材料焊接殘余應力的效果,結果表明高強鋼A514焊接接頭表層的殘余拉應力可通過錘擊有效消除,而對于馬氏體不銹鋼S41500錘擊消除效果并不明顯[21]。Baptista,R.和 Infante,V等人運用ABAQUS有限元分析軟件對焊后錘擊進行了數值模擬并研究分析了不同錘擊參數對焊接接頭的影響,研究結果表明,在錘擊之后,焊接接頭的疲勞強度增益系數大于1.3[22]。
3 錘擊法在消除殘余應力的最新進展
重慶大學權國政等人研究了隨焊錘擊工藝參數對單層多道熔絲積材殘余應力消除效果。圖1分別為單層單道殘余應力數值模擬在橫向和縱向與實驗值對比結果。通過圖1可以看出橫向和縱向殘余應力與實驗值的變化趨勢一致,驗證了所建立的隨焊錘擊工藝模型的準確性,也進一步證明了隨焊錘擊能有效地消除殘余應力。
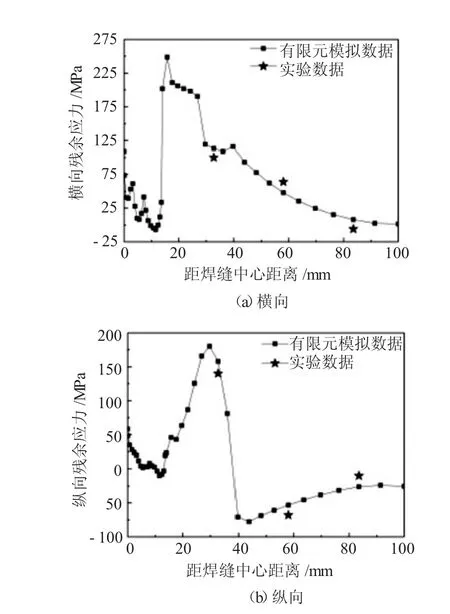
圖 1 焊接殘余應力對比
4 結語
(1)消除殘余應力的方法較多,錘擊法是總舵方法中實用性較高的一類方法。
(2)錘擊法在熔絲積材殘余應力消除中具有廣泛的應用,已有大量的工作者使用錘擊法消除了殘余應力。
(3)最新進展中顯示錘擊法能方便有效地消除單層多道熔絲積材的殘余應力,并研究了工藝參數的隨焊錘擊的影響效果。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
設備管理與維修(2015年12期)2015-04-09 06:57:24
