蒸壓釜檢驗發現問題分析及處理方法
2020-05-12 11:32:50陳九龍
中國設備工程 2020年6期
陳九龍
(海南省鍋爐壓力容器與特種設備檢驗所,海南 海口 570000)
2017年,我所對海南某單位一臺蒸壓釜進行全面檢驗,發現釜體多處位置存在腐蝕,釜體環焊縫存在裂紋、活動支座滾杠護板拉裂、快開門安全連鎖裝置失效等嚴重問題。
1 蒸壓釜概況
蒸壓釜主要技術參數(見圖1)。
(1)設計壓力:1.1MPa;(2)設計溫度:187℃;(3)主體材質:20g;(4)壁厚:筒體14mm,封頭14mm;(5)內徑:1650mm;(6)容積:46mm;(7)支座型式:鞍式。
2 蒸壓釜全面檢驗
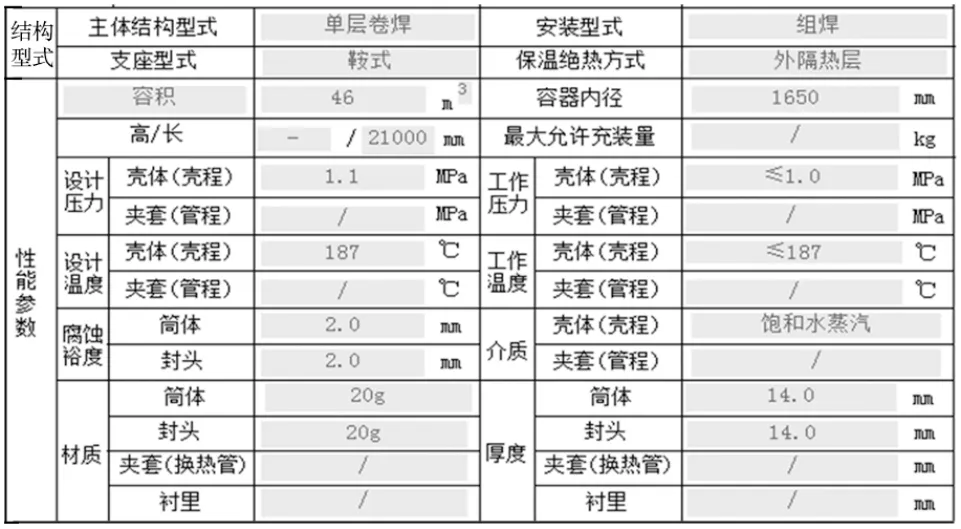
圖1
以宏觀檢驗(肉眼或10倍放大鏡)、壁厚測定、表面缺陷檢測(MT、PT)、安全附件檢驗為主,必要時,增加埋藏缺陷檢測、強度校核。
主要檢查內容:(1)快開門聯鎖,是否滿足《固容規》要求的安全聯鎖功能。
(2)結構檢查:釜齒結構、釜端法蘭與筒體以及釜蓋法蘭與封頭之間的連接形式,尤其是釜底,對疏水閥具體工作情況以及排污管結構進行檢查,檢查其是否合理,且其排水以及排污的裝置是否暢通且齊全。
(3)焊縫檢查:釜蓋法蘭與封頭及釜端法蘭與筒體的連接焊縫、釜體下部對接縱焊縫(中心線兩側各1000mm弧長的焊縫)以及現場組裝的環焊縫(中心線兩側各1000mm弧長的焊縫),以宏觀檢查(10倍放大鏡)、表面探傷(MT、PT)等為主,輔以必要的RT、UT檢查(對有懷疑部位或者存在表面裂紋的部位)。
(4)壁厚檢查:筒體的壁厚以及封頭的壁厚,重點測定筒體底部容易磨損的位置以及筒體其他容易磨損的位置,檢測時每張鋼板的測厚必須高于8點,一旦發現存在腐蝕的位置,可進行強度校核。
(5)內外部宏觀檢查:外保溫層是否脫落,是否有蒸汽泄漏的痕跡,筒體表面是否存在鼓包、腐蝕、裂紋以及劃傷等情況,對筒身是否存在彎曲變形情況進行重點檢查,此外,還需要檢查筒體底部是否有因為堿性解質疏水不利所造成的一些凹坑腐蝕情況。
(6)基礎檢查:對地腳螺栓和固定支座的實際固定情況進行重點檢查,還需要檢查各個活動支座護板和釜體支座地板之間的接觸情況,檢查基礎是否存在傾斜或者下沉的情況。
3 發現的問題
經宏觀檢查、測厚、磁粉探傷、超聲探傷檢測后發現釜體存在以下重大問題:(1)釜體南側端部底中心位置,有一長徑約10mm、深2.4mm的腐蝕坑(見圖2),現場組裝的環焊縫及附近筒板底部均有不同程度的腐蝕;(2)現場組裝的環焊縫處出現了長約20mm的裂紋(見圖3)以及活動支座滾桿護板開裂(見圖4);(3)快開門安全連鎖裝置失效(見圖5)。
4 問題分析
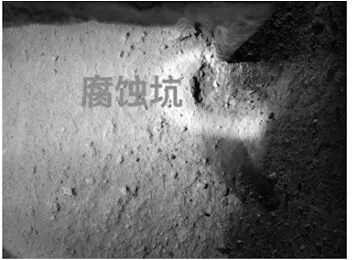
圖2
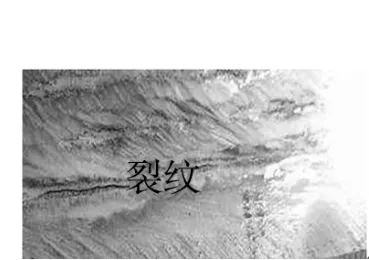
圖3

圖4

圖5
(1)腐蝕產生的原因:蒸壓釜運行至今15年,在多年的高溫高壓下,物料下冷凝水重殘存堿性物質的原因(冷凝水pH=13為堿性),在這一堿性溶液中,碳鋼非常穩定,一般不會出現堿腐蝕的情況,出現堿腐蝕的主要原因為釜體內局部位置出現了堿濃縮。蒸壓釜安裝位于水平位置,其冷凝水排放操作中使用的是間歇排放法,釜體內部的冷凝水在其沉積期間內無法進行循環,導致Ca(OH)2達到能夠造成腐蝕的濃度,導致設備出現了堿腐蝕。因此,導致鋼鐵表面中的氧化膜無法起到保護效果,導致堿腐蝕情況連續發生,與此同時,因為鍋爐給水過程中并沒有進行除氧措施,使得水中的大量溶解氧進入鍋爐。其中一部分溶解氧耗掉鍋爐本體,另一部分蒸汽則帶入蒸壓釜,導致釜體吸收氧氣,出現腐蝕,大大促進了堿腐蝕發生的進度。此外,在拉應力的情況下,蒸壓釜底部在出現腐蝕的情況之下還會出現應力腐蝕裂紋。
(2)現場組焊焊縫裂紋產生的原因:因為蒸壓釜的體積非常大,一般會將其分為現場組焊和分段交貨。現場組焊中的焊縫在蒸壓釜的釜體中部位置,在其使用的過程中因為受到了間歇操作、受應力、升溫升壓、變形以及降溫減壓的影響,導致其非常容易出現疲勞破壞,為產生以及擴展疲勞裂紋提供了一定的條件。
(3)活動支座滾杠護板開裂原因:蒸壓釜因其筒體非常長,且具有多個支座,每個蒸壓釜都有一個固定支座和多個活動支座。一般來說,固定支座都設置在釜體的中部位置,其余則為活動支座。在蒸壓釜進行工作時,釜體在升溫升壓的過程中將會出現膨脹并且向兩端伸長,在降溫和減壓的過程中則會向中央方向上收縮。為了更好地確保蒸壓釜在其運行過程中能夠自由膨脹,降低附加應力,只可允許一個支座進行固定,釜體中其余地活動支座需要隨釜體方向進行移動。然而,在實際地工作中,因為施工質量以及滾杠支承面的實際清潔情況,往往無法確保滾杠能夠在支撐面上進行自由活動,導致支座滾杠護板發生拉裂情況,問題比較嚴重的情況下還可能會出現脫離,甚至還可能導致滾杠護板和支座鏈接位置出現開裂。
(4)安全連鎖裝置失效的原因:蒸壓釜是屬于快開門式壓力容器,應當設置安裝連鎖裝置。這一裝置一般安裝在釜體裝置的側面位置,主要依據《固定式壓力容器安全技術監察規程》中3.2.16要求的:(1)當快開門達到了預定關閉部門,則能夠進行升壓運行;(2)當完全釋放壓力容器當中的內部壓力時,則能夠將快開門打開。由于長期使用,釜蓋開啟頻繁,在高溫工作下,電機部件易損壞,電氣控制系統易老化,作業人員業務參差不齊及其安全意識薄弱等因素,或者是由于操作不當所導致的安全裝置安全圓盤以及釜蓋限位塊出現變形、損壞導致安全連桿和球閥存在不同步情況,加上蒸壓釜快開門安全連鎖裝置經常屬于失效不作為狀態,這直接會嚴重影響作業人員的判斷。
5 問題的處理
鑒于該設備存在問題嚴重影響安全生產,根據《固定式壓力容器安全技術監察規程》要求,對使用單位及時下達“特種設備檢驗意見通知書”,設備停止使用。以《固定式壓力容器安全技術監察規程》的具體要求作為依據,由具有壓力容器維修以及改造資質的單位承擔維修工作,并在維修前告知我單位進行監督檢驗。
(1)對腐蝕位置打磨光滑并堆焊,然后,打磨至圓滑過渡,焊后對補焊及貼焊部位進行磁粉探傷,符合相關標準規范要求。(2)現場組焊裂紋經打磨直至消除,經過補焊打磨圓滑過渡后,進行磁粉、超聲、射線探傷檢測,并且符合相關標準規范要求。(3)更換合格的支座滾杠護板。(4)更換合格的快開門安全連鎖裝置。經我所現場監督檢驗并進行耐壓試驗合格后,該設備滿足使用至今。
6 結語
對蒸壓釜進行必要的檢驗工作是確保設備穩定運行和安全生產的一個重要工作。在進行蒸壓釜的檢驗工作過程中,其存在的裂紋以及腐蝕現象是兩大主要問題,這不僅會對蒸壓釜工作性能進行降低,還會嚴重影響設備生產的安全性。而快開門連鎖裝置失效更是導致事故發生的主要因素,有些企業在快開門安全連鎖裝置達不到規程規范的要求致使檢驗結果不合格時,因安全意識薄弱和游擊式應付監察機構檢查,也給后續的安全監察造成了一定的影響。因此,必須對其采取一些必要的措施,及時處理上述問題,蒸壓釜檢驗工作應該堅持重點檢驗和全面檢驗結合的原則,尤其要考慮企業管理水平這個不確定因素,對設備中非常容易發生腐蝕以及裂紋的位置,增加對其進行檢測力度,在檢測時一旦出現問題,必須立即采取措施進行處理。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40
