消失模施涂質量控制方法探索
2020-05-13 04:20:02潘鳳英扈廣麒楊爭光朱文文彭利民張志江
金屬加工(熱加工) 2020年3期
關鍵詞:工藝
潘鳳英,扈廣麒,楊爭光,朱文文,彭利民,張志江
共享裝備股份有限公司 寧夏銀川 750021
1 序言
消失模鑄造是采用泡沫塑料(EPS)模樣加無粘結劑干砂結合抽真空技術的實型鑄造,也是目前國際上最先進的鑄造工藝之一。
鑄造泡塑模樣表面必須涂一層一定厚度的涂料,形成鑄型內殼。其涂層的作用是為了提高EPS模樣的強度和剛度,提高模樣表面抗型砂沖刷能力,防止加砂過程中模樣表面破損以及振動造型和負壓定型時模樣的變形,確保鑄件的尺寸精度。
涂層若厚度或強度不足,易出現以下質量問題:
1)在澆注過程隨著內部消失模模樣的燃燒破損、開裂,外部包裹干砂沖入型腔造成夾砂缺陷。
2)澆注過程鐵液滲出涂層與外部干砂而形成大面積化學粘砂,難以清理。
3)涂層強度不足,在振實、澆注過程中模樣變形,鑄件尺寸不合格。
2 消失模鑄造過程涂層的重要性
本文主要針對單重500~2000kg、結構較為復雜,且帶有較多內腔、深孔、槽的鑄鐵件,如圖1所示。
由于鑄型中存在泡沫塑料模樣,與傳統的空腔鑄造相比,消失模鑄造不僅充填速度慢,而且充填形態也有明顯的不同。在消失模鑄造中,由于泡沫塑料的絕熱作用,充型過程中只有流動前沿附近的泡沫塑料發生熔化、氣化,流動前沿的流形總是從內澆道開始以放射弧依次向前推行,如圖2所示。因此,消失模鑄造方法的澆注溫度較傳統砂型鑄造高出100℃以上。
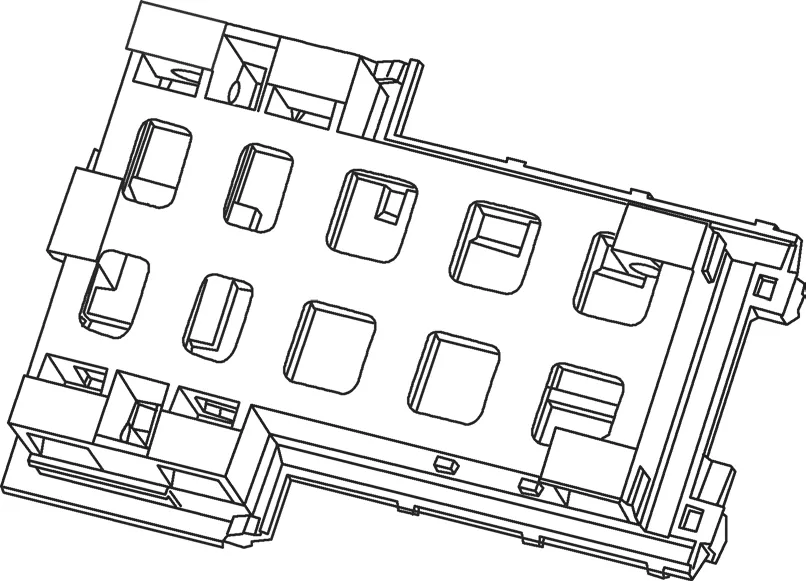
圖1 產品結構示意
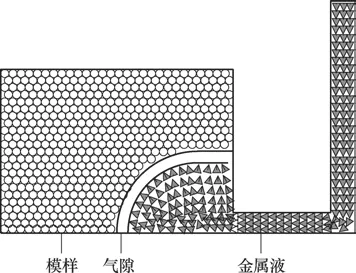
圖2 消失模鑄造方法充型過程示意
基于產品結構的復雜性和較高的澆注溫度,消失模模樣涂層的重要性不言而喻:不僅要有足夠的強度,還要有足夠的透氣性。涂層強度和透氣性取決于涂層厚度和含水率。
涂層厚度指的是涂層干厚度。許多學者研究發現,涂層厚度影響涂層排除裂解產物的快慢;涂層厚度還對增碳的影響最為敏感,涂層厚度增加,增碳量和滲入深度都增加,當涂層厚度到一定值時,表面增碳會大大緩和。此外,涂層厚度對增加模樣剛度和防止鑄件粘砂也有影響。由此可見,消失模涂料的涂層厚度對鑄件質量有較大影響。消失模涂料的厚度沒有固定值,而要根據不同的鑄件和工藝條件來確定。
涂層含水率指的是涂層充分烘干后殘余水分占比。消失模涂層強度一方面受涂層厚度影響,另一方面取決于涂層含水率。涂層含水率高則強度低,同時其對澆注過程有較大影響。當涂層含水率較高時,易出現澆注嗆火、金屬液紊流、涂層破損等問題。
3 消失模模樣施涂工藝和烘干工藝
某工廠選用石墨基消失模涂料,試驗確定施涂工藝和烘干工藝。
3.1 施涂工藝
首先確定涂層厚度標準,然后根據涂層厚度標準制定施涂工藝,包括涂料波美度、施涂方案及間隔時間。
(1)涂層厚度標準 將消失模模樣分為上、中、下三個部分,根據鑄件質量要求來確定。
1)底部:通常是澆注系統所在部位涂層達到1.5~2.0mm,鑄件無粘砂、澆注系統破損、沖砂等缺陷。
2)中部:金屬液溫度低于底部,涂層1.0~1.5mm,不易粘砂,充型、消失模裂解殘留物吸附性較高,鑄件外觀較好。
3)頂部:最后充型部位,金屬液溫度最低,無粘砂問題,但是消失模殘余與氣體最后排除通道,涂層0.5~1.0mm,排氣通暢,殘余物吸附能力強,不易嗆火,鑄件頂面光潔,無碳渣缺陷,具體如圖3所示。
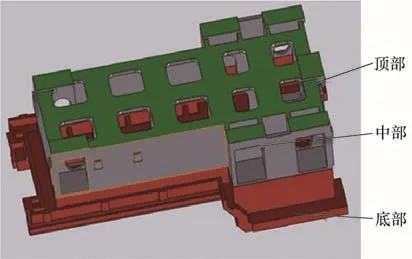
圖3 消失模模樣涂層厚度標準
(2)涂料波美度 涂料波美度影響涂層表面質量及每次施涂涂層流掛厚度。波美度過高,涂層外觀差,流掛厚度過高不易烘干,且在涂層烘干后易出現裂紋缺陷;波美度過低無法涂掛,單層涂掛厚度過低,導致多次施涂,影響模樣質量和生產周期。因此,需要通過試驗確定涂料波美度。
我公司選用涂料經過首輪試驗后,確定波美度<60°Bé時,涂料單層流掛厚度僅為0.3~0.5mm,不滿足生產需求,故再次試驗將波美度控制在60~70°Bé,即通過外觀和單層流掛厚度確定適合的波美度。
不同波美度形成的外觀如圖4所示,波美度在60~62°Bé時,涂層外觀流平性最佳。同時涂層厚度要求頂面0.5~1.0mm,在首次消失模模樣整體流時控制在這個范圍內才能滿足標準,不同波美度施涂單次頂面涂層厚度如圖5所示,波美度在60~62°Bé時頂面涂層厚度滿足要求。
綜上所述,確定波美度操作標準為60~62°Bé。
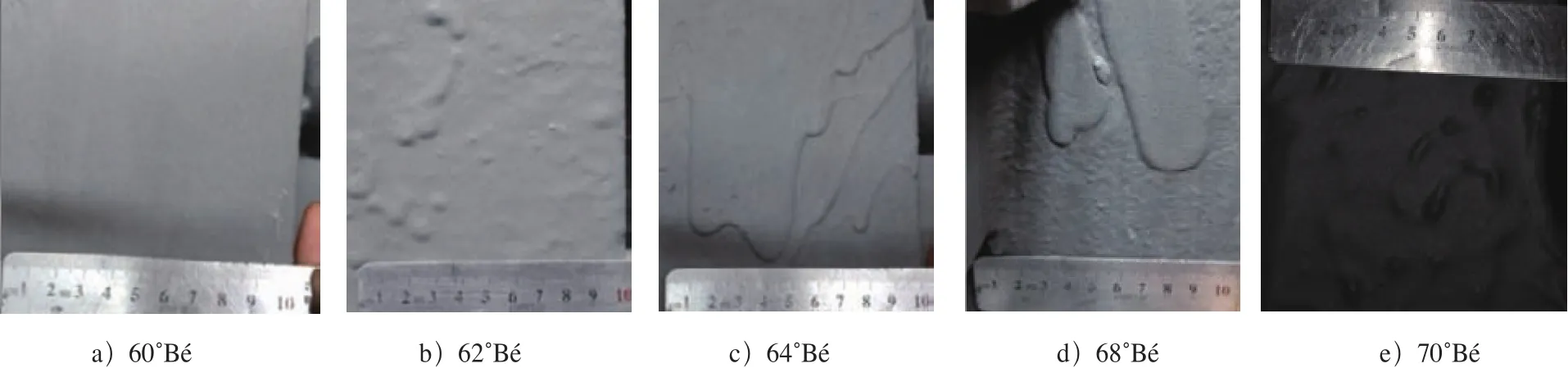
圖4 波美度與涂層外觀
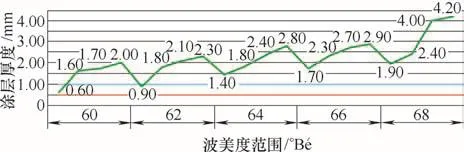
圖5 波美度與頂面單次涂層厚度的關系
(3)施涂方案 確定波美度后,制定施涂方案。模樣上、中、下三部位的涂層厚度標準不一致,其施涂工藝也有差異:首次施涂要求整體施涂,以便對模樣建立整體強度,保證尺寸及外觀完好性,隨后的多次施涂則對要求部位進行補涂。
通過波美度確定得知,首次整體施涂時消失模模樣頂面涂層厚度可達到0.6~0.9mm,滿足標準要求,隨后不需要補涂。對于需要補涂的部位應再次施涂,但在已有涂層的消失模表面施涂與直接在消失模表面施涂時,涂層的厚度是不相同的,如圖6所示。2次施涂涂層厚度與波美度的關系為:涂層厚度為首次施涂涂層厚度的40%~60%。通過計算模樣中部需要施涂2遍,模樣底部需要施涂3遍。
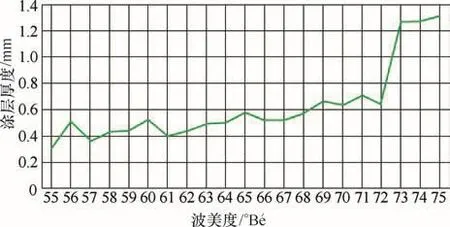
圖6 波美度與二次涂層厚度關系
3.2 烘干工藝
消失模模樣施涂后采取集中烘干工藝,快速去除水分,建立涂層強度,避免模樣變形。我公司采用通過式天然氣烘干窯,以窯內溫度和濕度控制涂層烘干速率。烘干速率過快時表干過快,易出現裂紋,凹槽等復雜結構易堆灰部位烘不干;烘干速率過慢,易出現模樣變形,且生產效率低下。根據行業生產經驗,烘干窯設計通常是溫度55~60℃,濕度≤10%,以烘干時間來控制涂層含水率。以重量損失法計算涂層內含水率。涂層含水率與烘干時間的關系如圖7所示。另外,可根據企業自身生產條件和環境選用合理的烘干時間。我公司涂層含水率標準≤1.0%,烘干時間約為10h。
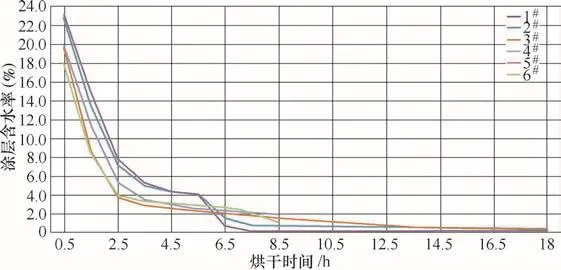
圖7 烘干時間與涂層含水率對照
4 結束語
消失模模樣施涂是消失模鑄造過程中一個重要工序,通過消失模表面施涂,一方面保護消失模表面質量,另一方面在消失模外部建立有一定強度的涂層,使其可以鑄造成形。本文通過針對單重500~2000kg、結構較為復雜,且帶有較多內腔、深孔、槽的鑄鐵件消失模模樣施涂過程,進行試驗、測試與設備改造,形成如下工藝與檢驗標準。
1)涂層厚度不同高度位置處差異控制,底部及澆注系統周圍200mm以內≥2.0mm,中部1.0~1.5mm,頂面≤1.0mm,不僅能減少粘砂、變形等缺陷,也能有效控制頂面碳渣、皺皮的出現。
2)石墨基消失模涂料波美度控制在(60±2)°Bé,流平性和涂掛性能均能按照工藝要求。
3)消失模施涂烘干窯溫度控制55~60℃,濕度≤10%,烘干10h可滿足涂層強度和含水率要求。
4)消失模涂層含水率≤1%時,可滿足質量要求,嗆火問題基本也可杜絕。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
