493缸蓋一型四件的鑄造工藝開發
2020-05-13 04:20:04萬修根馬雨王東成
金屬加工(熱加工) 2020年3期
關鍵詞:工藝
萬修根,馬雨,王東成
江鈴汽車股份有限公司鑄造廠 江西南昌 330001
1 序言
我廠是主要生產薄壁高強度發動機鑄件的廠家企業,所有缸體、缸蓋均在一條靜壓線上進行生產,而且都是采用了一型兩件的鑄造工藝,由于我廠缸蓋與缸體毛坯重量相差較大(缸體鑄件毛坯重量約70kg,缸蓋鑄件毛坯重量約31kg),故兩者鑄造砂鐵比相差也較大,這導致了舊砂成分波動較大,型砂性能不易控制[1]。另外,由于我廠產量的不斷攀升,存在產能不足的問題。為了很好地解決我廠存在的上述兩方面的問題,我們考慮開發一型四件的缸蓋工藝。
2 493缸蓋一型四件工藝方案確定
為了盡量減少項目投資,我們保持了缸蓋熔煉、清理工部的工藝基本不變,缸蓋制芯設備也不變,而且缸蓋的水套芯和氣道芯等仍采用原一型兩件的模具進行制芯,只是對托盤芯、蓋板芯以及外模進行重新設計。
我廠的砂箱尺寸為1200mm×900mm×400/350mm,缸蓋鑄件尺寸為177.7mm×473.5mm×98mm,為了盡可能地采用原一型兩件的澆注工藝不變,以及盡可能地利用原托盤芯、蓋板芯的制芯設備,我們最終選擇一型下兩套砂芯,每套砂芯設計兩件鑄件的方案,兩套砂芯之間采用一個工藝芯進行連接,從而實現一次澆注。原有一型兩件的工藝設計方案如圖1所示,一型四件的工藝設計方案如圖2所示。
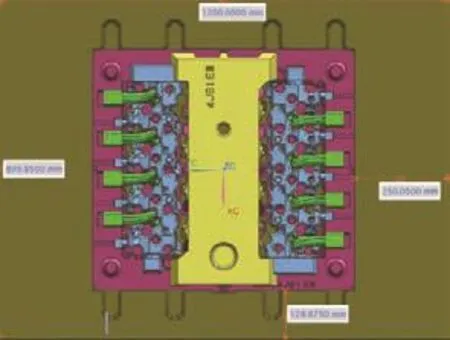
圖1 原一型兩件的砂芯設計方案
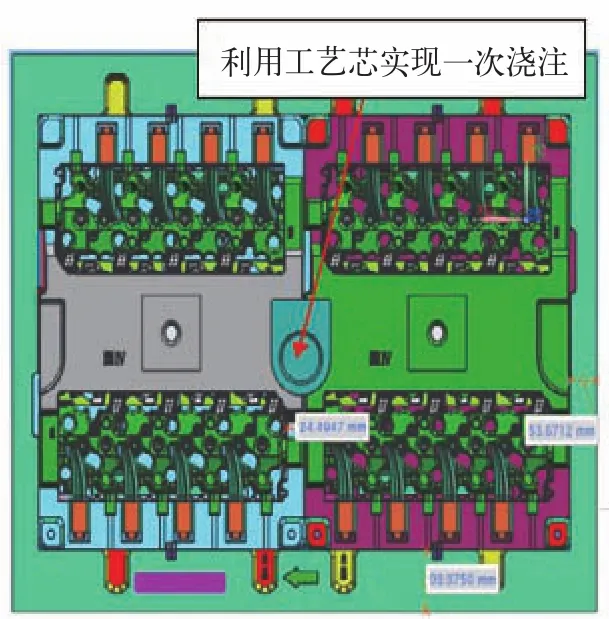
圖2 一型四件砂芯設計方案
原一型兩件工藝時,砂芯的平面尺寸為700mm×642mm,如果不對砂芯進行改進而直接拼接,長度方向的尺寸均超過砂箱的最大尺寸1200mm,而且如果將鑄件并列方向的寬度減小到最小,長度方向也無法布置兩套缸蓋的砂芯。為了很好地解決兩套砂芯的布置問題,并確保有一定的周邊吃砂量[2],我們只能選擇減小鑄件長度方向的砂芯尺寸,由原來的642mm減小至547mm。
減小砂芯寬度方向尺寸后,工藝布置是實現了,但托盤砂芯局部偏薄之處由于應力集中等原因,導致砂芯在轉運過程中出現約20%的斷芯問題。為此,我們對相應的位置進行增加砂芯壁厚處理,具體措施如下:
1)在砂芯內部原來由外模形成的部分,盡量改為由砂芯形成。
2)在砂芯外部增加凸出的砂路補貼,同時在與之相配合的部位挖出一個相應的凹坑,形成一個凹凸配合的情況,這樣既確保了砂芯的強度,又不大面積地增加砂芯的外形尺寸,而且有利于砂芯在存放以及吊運過程中起到初定位的作用,改善前后的托盤砂芯對比如圖3所示。
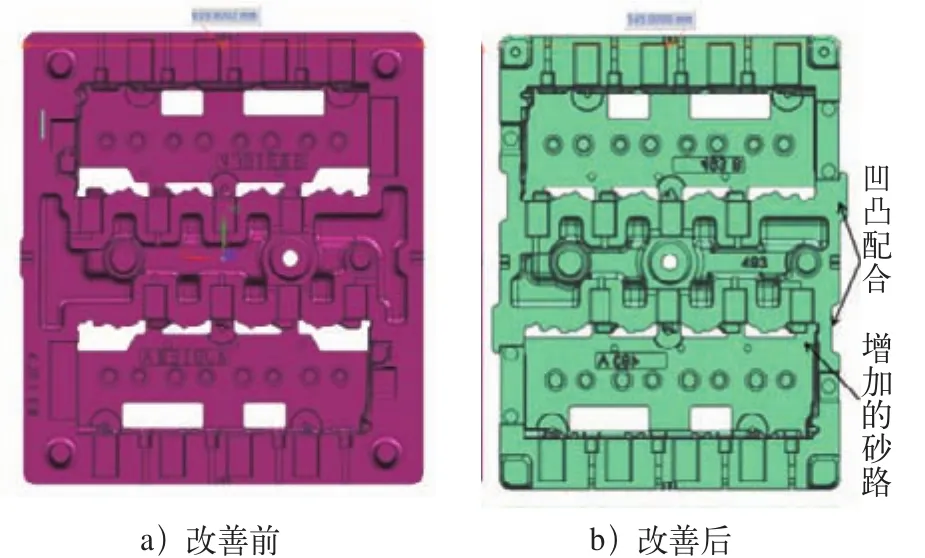
圖3 改善前后的托盤砂芯
原一型兩件工藝生產時,由于一型只下一套砂芯,因此在砂芯存放及吊運時,存砂芯小車每層只放一套砂芯,吊運時也只吊一套砂芯。改為一型四件工藝后,我們采用與缸體同樣的存芯小車,每層擺放兩套砂芯,兩套砂型通過凹凸相配合,同時設計一個簡易的可同時吊運兩套砂芯的吊具,如圖4所示。這樣既減小了存芯小車數量,也沒有因為下芯而影響生產節拍。

圖4 一型四件缸蓋砂芯的存放與吊運
3 493缸蓋一型四件工藝生產過程中的問題及改善
3.1 砂眼和漏箱問題
493缸蓋一型四件工藝在初期投產時,發現鑄件砂眼缺陷異常,特別是在缸蓋右側面較多,而且澆注時,常有漏箱情況發生,內廢率也由之前一型兩件工藝時的不到2%,上升到一型四件工藝時的3.5%左右。
(1)砂眼原因分析 在靜壓線上,為了確保上下箱的鑄型必須由分型面相接觸,而非上下箱砂箱壁接觸,我們在模板安裝時,將模板分型面低于型板框上耐磨條的平面0.5~0.8mm。一型四件工藝初期,我們也采用同樣的處理,但由于一型兩件改為一型四件工藝后,上下砂箱鑄型分型面接觸面積大幅減小,由原來的540 000mm2,減小為273 000mm2,上型鑄型與單個砂芯的接觸面積也減小近一半,這樣就導致這兩個接觸面之間的相互擠壓力加大,特別是上鑄型與砂芯接觸面之間。因此,在型砂緊實率偏低的情況下,型腔周邊的型砂極易壓垮,從而產生砂孔缺陷。
(2)漏箱原因分析 主要是由于擔心型腔周邊的型砂被壓垮,我們把模板分型面只略低于型板框上耐磨條的平面,由于未調整好模板分型面與耐磨條上平面之間的高度,有時導致上下鑄型之間有間隙,進而導致澆注時產生漏箱問題。另外,在上模每個缸蓋水套芯的小芯頭旁邊也有一處深凹砂胎,造型時該處鑄型不易緊實,澆注時易被沖垮而產生漏箱。
改善措施如下:
1)調整模板分型面與型板框上的耐磨條上平面之間的高度,使模板分型面比型板框上的耐磨條上平面略低0.2~0.5mm。
2)在蓋板芯上面靠鑄件的一側增設寬10mm、厚0.5mm的防壓砂片。
3)外模對應的深凹位置,改在蓋板芯上制出,如圖5所示。
4)嚴格控制型砂的緊實率為40%~55%(5~10月),35%~50%(其余月份)。
5)四件/型缸蓋生產時,調整靜壓線的壓實壓力,設定周邊壓實壓力為100N/mm2,內部壓實壓力為95N/mm2。
通過以上措施,缸蓋的砂眼與漏箱問題基本得到解決,內廢率控制在≤2%。
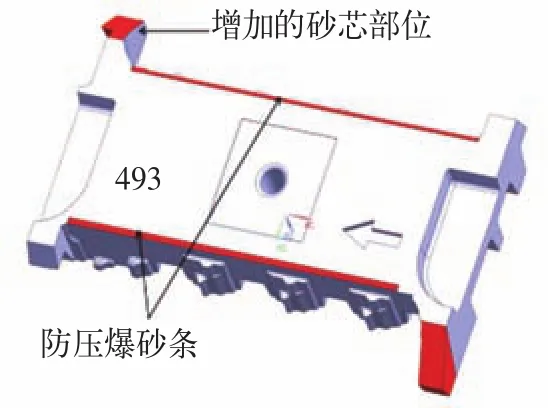
圖5 四件/型缸蓋蓋板芯
3.2 頂面加工后小孔眼缺陷
493缸蓋一型四件工藝生產的鑄件送發動機廠加工后,發現缸蓋頂面存在較多的小孔眼類缺陷,如圖6所示,比例高達30%。

圖6 一型四件缸蓋加工后頂面孔眼缺陷
(1)原因分析 通過對鑄件加工后存在孔眼類缺陷的產品進行尺寸分析,發現缸蓋頂面加工余量不足2mm,排查一型四件缸蓋鑄件毛坯,發現鑄件毛坯高度方向尺寸在96.5~97.5mm,比缸蓋高度方向的理論尺寸98mm要小。主要原因是:因為一型四件工藝的缸蓋上鑄型與砂芯的接觸面積相比較與一型兩件工藝的缸蓋減小很多,所以上鑄型對砂芯的壓力減小,在砂芯與下箱有些錯型時,造成砂芯有時不能完全下到位,從而導致缸蓋頂面加工余量減少,頂面小孔眼類缺陷增多。
(2)改善措施
1)將缸蓋模墊高1mm,增加缸蓋鑄件高度方向的尺寸,保證缸蓋頂面的加工余量。
2)加強砂芯下芯后的檢查,每班檢查砂芯是否下到位,發現異常及時調整。
3)每周劃線監測缸蓋尺寸的穩定性。
4 結束語
通過幾個月的工藝調試,在充分利用原有的設備及工裝并考慮到原澆注工藝穩定性的情況下,我們只是對部分砂芯的結構進行巧妙的設計以及對模具的不斷完善,最終實現了缸蓋由一型兩件工藝改為一型四件工藝的方案,提高了生產效率,節約了制造成本。經過一年多的生產驗證,質量基本穩定,每年可節約生產成本300余萬元。但生產過程中的工藝適應性有所變弱,因此還必須加強工藝過程控制。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
