提高選粉效率對水泥閉路粉磨系統增產效果的定量分析
2020-05-14 06:19:48鄭林昌杜鳳懷唐永河
建材發展導向 2020年8期
鄭林昌,杜鳳懷,唐永河
(1.云南省建筑材料科學研究設計院有限公司 云南 昆明 650221)(2.四川信達五星節能科技有限公司 四川 綿陽 622651)
1 閉路系統的理論依據
在球磨機粉磨水泥的過程中,粗顆粒物料總是逐漸粉磨到合格的粒度。開始的時候,細粉少,粗粉多,粉磨效果好,細度快速下降,隨著合格細粉的增多,粗粉變少,造成研磨體多數時間是對已合格的細粉的過粉磨,而粗粉在細粉的掩蓋下,沒有得到足夠的粉磨,為了獲得足夠的合格細粉,必須延長粉磨時間,降低了磨機產量。這種現象可以從磨機內的細度篩分曲線得以確認。
為此,在有部分合格細粉的時候,就將粉體排出磨機進行分選,合格細粉作為成品收集,不合格粗粉再回到磨機重新粉磨,就能保持磨內始終處于粗粉量較多,有利于粉磨的條件下,從而提高磨機產量。這是閉路粉磨系統的理論依據。
2 系統的主要工藝流程及選粉效率現狀
現有的水泥閉路粉磨系統基本上都是由輥壓機、V型選粉機、球磨機和磨尾選粉機組成(見圖1)。
按照閉路粉磨系統所能增產的理論依據,最理想的情況是排出磨機的粉體中的細粉能全部選出來,也就是選粉效率為100%,使得回磨的粉體全部是粗粉。
現有的選粉機采用的是空氣分選,選粉效率不可能達到100%,加之受到體積、能耗、價格、操作等的影響,實際使用的選粉機很多運行在選粉效率40%~50%之間。其運行情況如圖1:
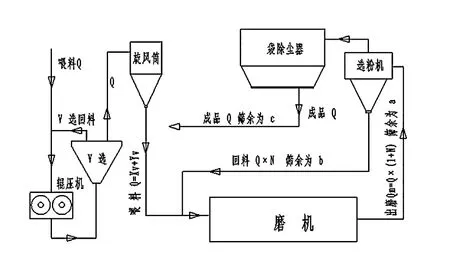
圖1 典型的輥壓機、球磨機、選粉機系統
(1) 輥壓機擠壓后經V型選粉機分選所得的入磨粉料中,小于45μm的顆粒占到20%~50%;
(2) 球磨機出磨粉料中小于45μm的顆粒占50%~70%;
(3) 選粉后回到磨機的粗粉中小于45μm的顆粒占40%~60%;
(4) 選粉效率約40%~50%;
(5) 循環負荷率為200%~350%。
由此可見,現有閉路粉磨系統選粉效率低,循環負荷率高,有大量合格的細粉沒有選出來,而是回到磨內反復研磨,占用了磨內空間,降低了粉磨產量。
3 提高產量的主要方式
為了提高現有粉磨系統的產量,主要有3種方式。
第一種是更換大規格的輥壓機,直接增加粉碎能力,提高磨機產量,利用輥壓機比球磨機能耗低的特性,達到增產節能的目的,這種方式效果明顯、可靠,但一次性投資大。
第二種方式是通過對磨內襯板、隔倉板的重新設計,改變物料在磨內的流動狀態,從而提高磨機產量。這種方式的優點是可在磨機定期更換舊的襯板、隔倉板時直接使用新設計的襯板、隔倉板。因此造價低,投資小。缺點是磨內實際運動狀態不可測定、不可控制,無法定量設計、計算,增產效果不穩定。
第三種方式是進一步提高選粉機的效率,分選出更多的細粉,從而提高磨機系統的產量。
基于筆者的研究經歷,主要探討提高選粉機的選粉效率對粉磨系統增產效果的定量關系。
之前已有一些企業采用了更換選粉機的方式來提高磨機產量的做法,但實際效果不夠理想。一些觀點認為是磨機粉磨能力的問題,提出還需要對磨機進行改造才能達到提高產量的效果。這種說法把人們的關注點轉到影響粉磨系統產量的多種因數討論上,從而掩蓋了在現有的選粉機改造項目中,選粉機效率沒有顯著提高這一根本事實。造成人們對通過提高選粉機效率提高磨機產量這一方法的懷疑。
為了能準確、定量的描述選粉效率的提高對粉磨系統產量的影響,本文基于現有實踐經驗和相關理論,建立了一個近似的數學模型,并利用此數學模型,定量的確認了不同條件下,選粉機效率提高的量對應的粉磨系統所能提高的產量。
4 提高選粉效率對水泥閉路粉磨系統增產效果的定量分析
4.1 基本概念
4.1.1基本概念與參數
根據圖1所示的粉磨系統的各項關系。
設定:
a—出磨物料篩余%
b—回磨物料篩余%
c—選粉機成品篩余%
v—V選成品篩余(新增入磨物料篩余)%
Q—粉磨系統產量(等于V選成品量)
Qm—磨機內物料總流量(等于系統產量+回磨料量)
N—循環負荷率:

(回磨物料量是成品量的倍數)
η—選粉效率:

(成品中的細粉量占出磨料中細粉總量的百分比)
由于選粉效率公式中的參數隨不同的操作習慣而不同,影響了計算結果的一致性。因此,比較不同選粉機的選粉效率,應該在兩者產品細度相同(偏差小于±1%),出磨細度相近(偏差小于±5%)的情況下,比較其選粉效率的高低。
4.1.2基本前提:
第一:對于現有的閉路粉磨系統,其達到正常產量時,系統的相關參數是基本穩定的,包括:磨機產量、細度、循環負荷率、選粉效率等參數。特別是在其正常運行時,單位時間內經過磨內粉磨的物料總量不變(既不空磨也不飽磨)即:

第二:磨內研磨體對物料研磨過程中,一部分作用于細粉(已達到細度要求)上,未能形成磨機的產量。一部分作用于粗粉上,將其中一定比例的粗粉研磨成合格的細粉,形成磨機的產量。對于原有的粉磨系統,綜合各種影響磨機產量的因數后,當磨內粗粉總量變化不大時,這一比例基本不變,可視為常數。
基于以上前提條件,本文提出一個新的概念:
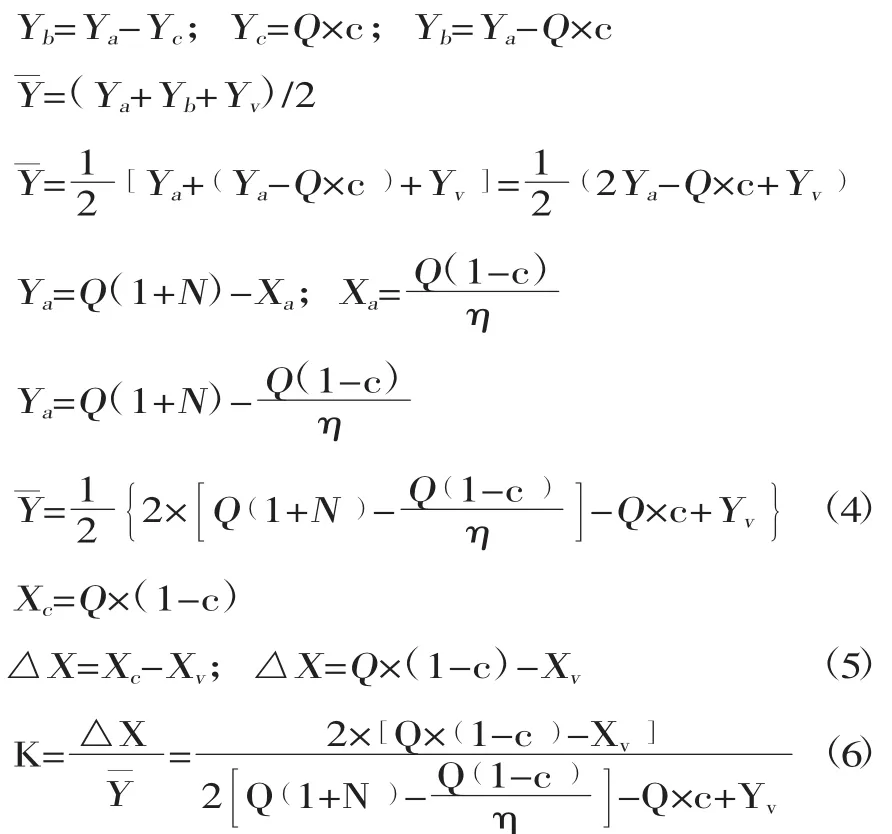
磨機的粉磨系數:

其中:
△X=Xc-Xv—粉磨后新增加的細粉量,等于選粉后產品中的細粉總量減去新增入磨物料帶入的細粉總量(V選成品帶入的細粉量)。
=(Ya+Yb+Yv)/2—磨內平均粗粉量,等于入磨時的粗粉總量加出磨時的粗粉總量除以2,在其它條件變化不大的情況下,粉磨系數基本不變。因此,增加磨內平均粗粉量的比例(磨內物料總量不變),則粉磨后新增加的細粉量也就相應的增加。提高選粉效率,就能夠減少回磨物料中的細粉量,增加回磨的粗粉量,也就增加了磨機的產量。
各參數間相互關系如下:
4.2 選粉效率提高對磨機產量的影響:
(1) 在成品細度控制不變,且新增入磨物料中的細粉百分含量不變時,即V選成品的篩余v不隨Q的變化而改變時。即:c=c0,v=v0時。
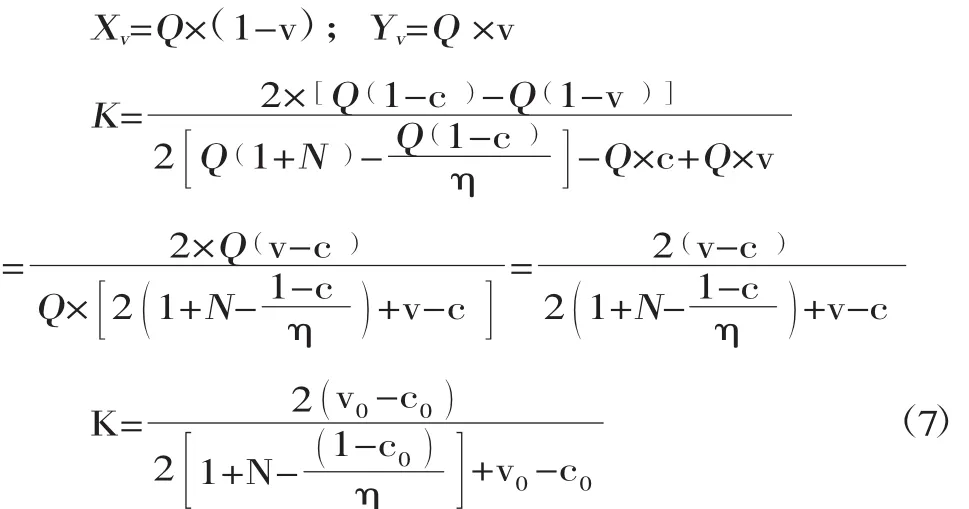
設原有穩定運行狀態下的各參數為:

則有:

對選粉機改造并提高選粉效率后,其K值不變,令:K=K0
則:
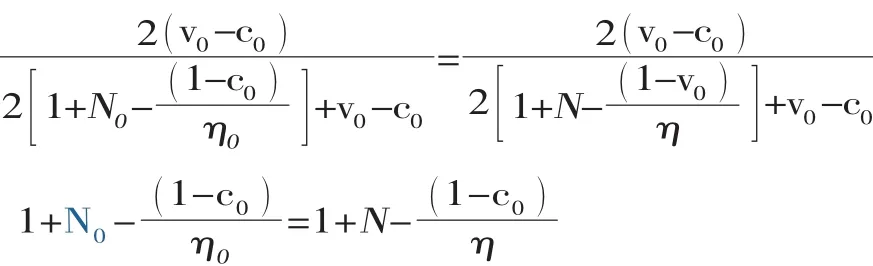
為了保持磨機工作穩定,磨內物料的總流量不變,即:

故:

公式(10) 即為選粉效率改變后,對應的磨機增產的百分量的計算公式,只要將原有系統的各項參數代入,以及改造后的選粉機效率數據代入,就可得到改造后的磨機系統的產量數據。
為了直觀的獲得選粉效率增加對應的磨機增產的百分量,可在明確原有的系統參數的條件下,得到效率增加與產量增加的關系曲線,即:η—Q曲線。例如:在以下常見的原有工況條件下,
當:c0=8%=0.08,N0=250%=2.5,η0=45%=0.45時,可得:
獲得如圖二中曲線1的增產百分量曲線。
由圖中曲線1可見:當選粉效率提高5%時,磨機產量提高6%;選粉效率提高20%時。磨機產量提高22%。即磨機產量隨選粉效率的提高基本成線性提高,且產量提高的百分率高于選粉效率增加的百分率。
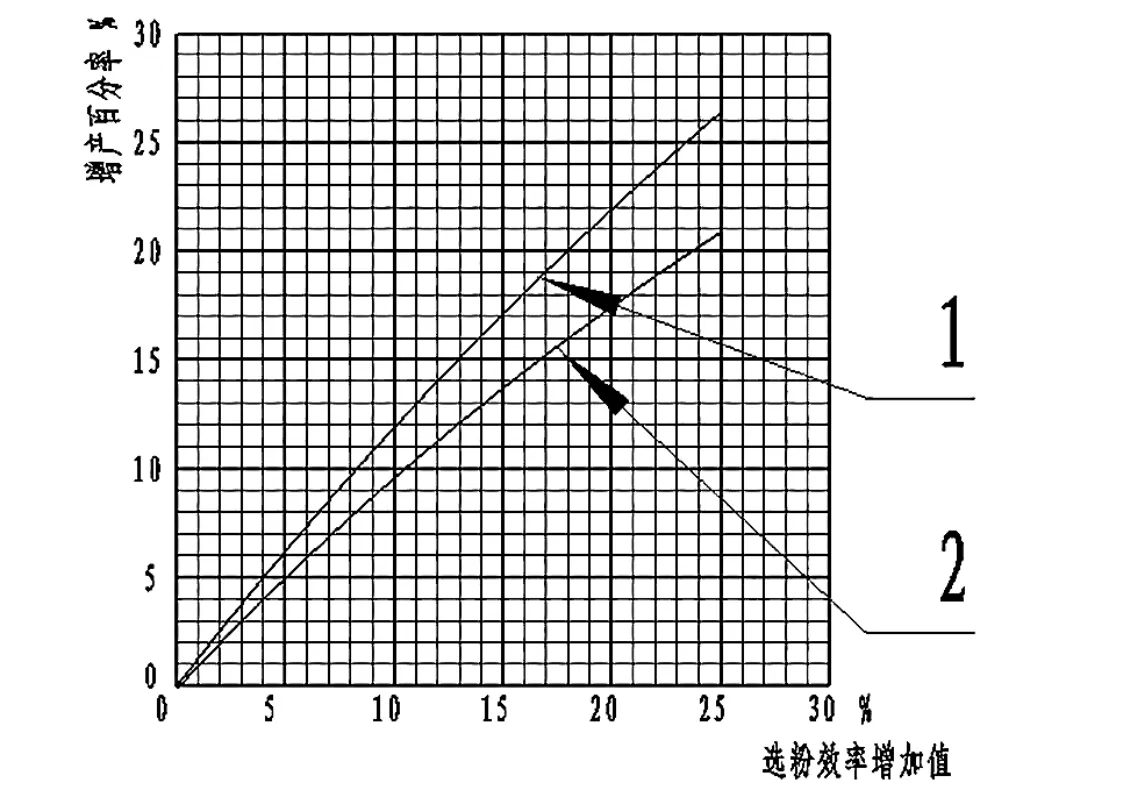
圖2 選粉效率增加值與增產百分率的關系
(2) 實際情況偏差:在輥壓機規格能力較小時,其產生的細粉量不能隨產量的增加而同比例的增加,極限狀態是合格的細粉量固定不變,此時:

得:
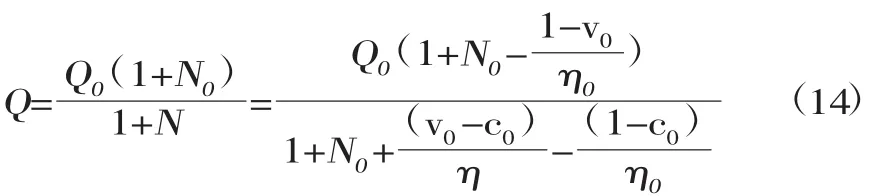
公式(14)即為在輥壓機能力不夠,輥壓機產生的細粉量固定的情況下,選粉效率改變后,對應的磨機增產的百分量的計算公式,同樣,只要將原有系統的各項參數代入,以及改造后的選粉機效率數據代入,就可得到改造后的磨機系統的產量數據。
由此公式得出如圖二中的η—Q曲線2。從曲線2可以看到:當選粉效率提高5%時,磨機產量提高5%;選粉效率提高20%時。磨機產量提高17.5%。即磨機產量隨選粉效率的提高基本成線性提高,且產量提高的百分率略低于選粉效率增加的百分率。
實際增產量應介于曲線1和曲線2之間,即磨機產量隨選粉效率的提高基本成線性提高,且產量提高的百分率約等于選粉效率增加的百分率,其最終結果取決于輥壓機的能力。
4.3 在以上選粉機效率增加的條件下,其它因數對增產效果的影響:
我們還可在已知選粉效率提高了多少百分量的基礎上,判斷原有各參數的不同,對產量增加的影響,例如:根據公式(10)
設:η-η0=15%,即選粉效率提高15%的情況下:
(1) 當:c0=8%=0.08,η0=45%=0.45
得到原有循環負荷率的不同對增產的影響曲線:即N0-Q曲線。如圖三中的曲線3所示:即原有循環負荷率越低,增產效果越顯著。
(2) 當:N0=250%=0.25,η0=45%=0.45
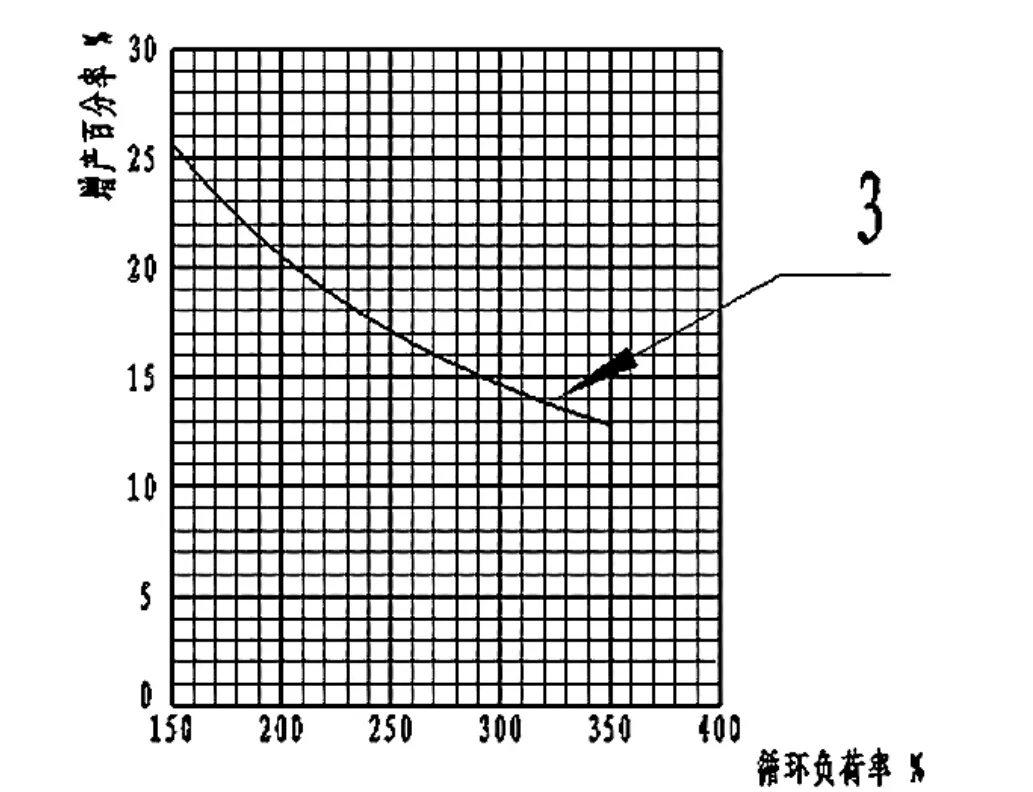
圖3 原始循環負荷率與增產百分率的關系

圖4 成品細度與增產百分率的關系
得到原有產品細度的不同對增產的影響曲線:即曲線,如圖四中的曲線4。
即原有產品越細,增產效果越顯著
(3) 當:c0=8%=0.08,N0=250%=2.5,
得到原有選粉效率的不同對增產的影響曲線:即曲線,如圖五中的曲線5。即原有選粉效率值越低,增產效果越顯著。
4.4 半終粉磨系統對磨機產量的影響
現在還有一種做法半終粉磨系統:在輥壓機V選之后增加一臺選粉機,新增的入磨物料預先分選,將部分合格的細粉提前選出來進入成品,減少入磨的細粉量,留出新增產量的空間,下面對此方式能達到的效果進行定量分析。圖6為典型的輥壓機半終粉磨系統圖:
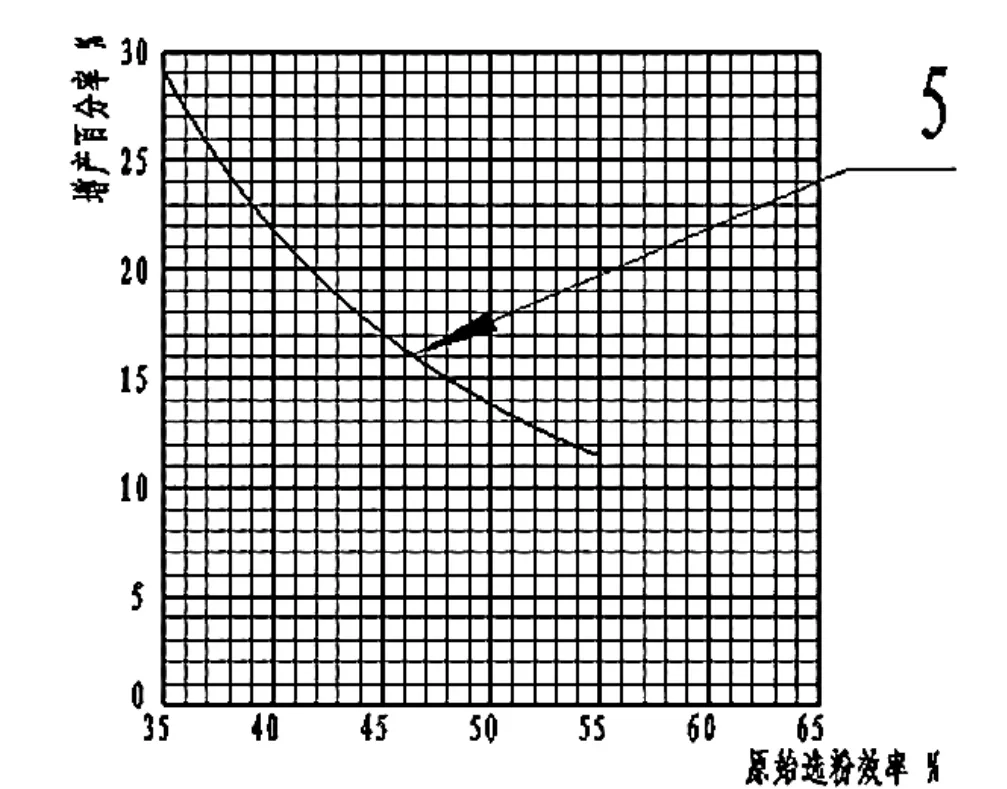
圖5 原始選粉效率與增產百分率的關系
V選的成品量為Q,經過新增加的動態選粉機預選后,一部分合格細粉Q'提前進入產品系統,其余的部分 進入磨機粉磨。

圖6 典型的輥壓機、動態選粉機、球磨機、選粉機系統
設動態選粉機的選粉效率為η',則:

因輥壓機成品細度不變,磨尾原有選粉機也沒有改變,且最終的產品細度也保持不變。即:c=c0,η=η0,v=v0令:K'=K0
經過換算(篇幅所限,過程省略),可得:

目前的動態選粉機效率和磨尾選粉機效率處在同一水平,即:
η'=η0可得到半終粉磨系統能達到的產量公式:

按目前閉路粉磨系統的普遍運行情況,其基本參數為:
由公式(24)則可獲得V選成品的細度v0與磨機產量Q的關系曲線,即:v0-Q曲線,如圖7中的曲線7。
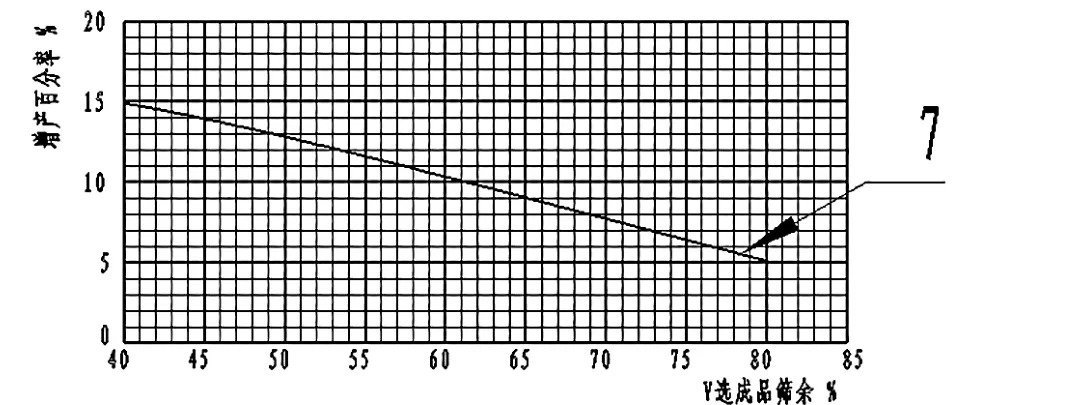
圖7 半終粉末系統V選篩余量與增產百分率的關系
從圖中曲線可以看出,輥壓機產品的細度越粗,增產比例越低。在V選篩余為80%時,可增產5%;小于60%時,可增產10%;小于40%時,增產可達15%。當然,這是在選粉機效率不降低,特別是輥壓機能力足夠的條件下的結果。
5 結語
(1) 綜合以上的圖表及公式可知:在穩定運行的常規閉路粉磨系統中,單位時間內通過磨機的總物料量是穩定的(波動不大),當磨內條件變化不大時,其粉磨系數(粉磨能力)可視為常數。當提高選粉效率時,減少了磨內的細粉總量,增加了磨內的粗粉量,從而增加了可磨細的粗粉量,達到產量的提高。通常情況下,磨機產量提高的百分量約等于選粉機選粉效率提高的百分率。
(2)當改造或更換的選粉機選粉效率比原有選粉機增加15%以上,且現有閉路系統選粉效率低于50%,循環負荷低于250%,細度低于8%時,增產效果更加顯著。
(3) 對于半終粉磨系統,其適合于輥壓機能力富裕,V選后合格細粉含量大于40%以上的情況,在保證原有選粉效率不下降,且新增加的動態選粉機效率不低于原有選粉機的條件下,系統產量可增加10%到15%。如果V選后合格細粉含量小于30%,或選粉效率也有所下降,則系統產量的增加值會小于10%,甚至低于5%。
(4)對于通過提高選粉效率獲得磨機系統增產的技改方案。應保證改造或新增的選粉機效率比原來提高15%以上。選粉效率應在同等條件(成品細度和出磨細度相同)下測試。
(5)對于輥壓機能力強,尤其是目前的大輥壓機(立磨)+小球磨,V選后合格細粉含量大于50%以上的系統,采用半終粉磨系統來達到增產的目的效果顯著。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
礦山安全信息(2022年40期)2022-04-07 02:16:52
當代水產(2021年10期)2021-12-05 16:31:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
今日農業(2020年20期)2020-11-26 06:09:10
甘肅教育(2020年14期)2020-09-11 07:57:42
聚氯乙烯(2018年9期)2018-02-18 01:11:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
時代英語·高二(2015年1期)2015-03-16 00:08:11
