航空超高強度合金鋼300M的加工工藝
2020-05-15 03:40:30航空工業慶安集團有限公司陜西西安710007劉壯壯
金屬加工(冷加工) 2020年5期
■ 航空工業慶安集團有限公司 (陜西西安 710007) 劉壯壯

劉壯壯
航空工業被形容為“現代工業之花”,是衡量一個國家技術、經濟、國防實力和工業化水平的重要標志,一方面它是國防安全的基礎,另一方面它也是帶動國家經濟發展的重要支柱。
1. 航空零件材料發展趨勢
隨著材料技術、鍛造技術、加工技術的不斷發展,使用超高強度合金鋼制造大型飛機起落架主承力構件成為必然選擇。目前,國外應用比較廣泛的起落架用材為超高強度合金鋼,如法國35NCD16、俄羅斯30ХГСН2А,美國300M等。材料強度高可以使起落架質量輕,減重一直是起落架設計所追求的重要指標。與此同時,材料要具有優良的綜合性能,以保證起落架工作的可靠性。
2. 300M材料的性能
(1)金屬特性 300M超高強度合金鋼是美國航空工業重要的一種中碳碳鎳鉻鉬鋼,成分見表1。
與其他合金相比,該合金鋼的特點,概括起來有以下幾點:①超高強度。該合金鋼是一種低碳、低合金含量的鋼,具有較高強度,固有“低合金超高強度鋼之稱”。②高屈服強度。與非合金鋼相比,其屈服點高,因此在相同載荷下,零件的重量可以減輕20%~30%。③良好的塑性和韌性。合金元素所占比例較低,具有良好的塑性和韌性。④高的淬透性。含有Ni、Cr、Mo等元素,使鋼的過冷奧氏體相當穩定,空淬即可獲得馬氏體和貝氏體組織。

表1 材料化學成分(質量分數) (%)
(2)材料加工性能分析 此材料一般有兩種熱處理狀態,分別是正火+回火、淬火+回火,這兩種狀態對應的硬度見表2。
從表2可看出,該材料具有良好的硬度,同時其抗拉強度值也非常高,正因如此,使得其非常難加工,主要表現在:①切削力大。由于材料具有高的硬度和強度,原子密度和結合力大,抗斷裂韌性和持久塑性高,在切削過程中切削力大,而且切削力的波動也比較大。②切削溫度高。合金在切削過程中消耗的切削變形功率大,產生的熱量多,在切削區集中了大量的切削熱,形成很高的切削溫度。③加工硬化傾向大。合金又有高塑性和韌性的特點,加上強化系數高,在切削力和切削熱的作用下產生巨大的塑性變形,造成加工硬化;在切削熱的作用下,材料吸收周圍介質中的氫、氧及氮等元素的原子形成硬脆表層,給切削帶來很大的困難。④刀具磨損大。切削時切削力大,切削熱高,刀具與切屑直接的摩擦加劇,刀具材料與工件材料產生親和作用,加之材料硬質點的存在和嚴重的加工硬化現象,刀具在切削過程中易產生磨損。⑤切屑難處理。材料的強度高,塑性和韌性也大,切削時的切屑呈帶狀的纏繞屑,既不安全,又影響切削過程的順利進行,也不便于處理。⑥切削變形大。合金材料加工過程中切削溫度高,塑性大,在加工中容易產生熱變形,因而一些精密尺寸和形狀不易保證。
我單位長期致力于加工超高強度鋼300M,這種材料的抗拉強度級別達到1 900~2 100MPa,經過不斷的試驗試切,利用特定的加工刀具,總結出一套穩定的加工方案,可以保證產品穩定高效的生產。下面從300M的粗加工、車削加工、銑削加工等三個方面介紹此材料的加工工藝。
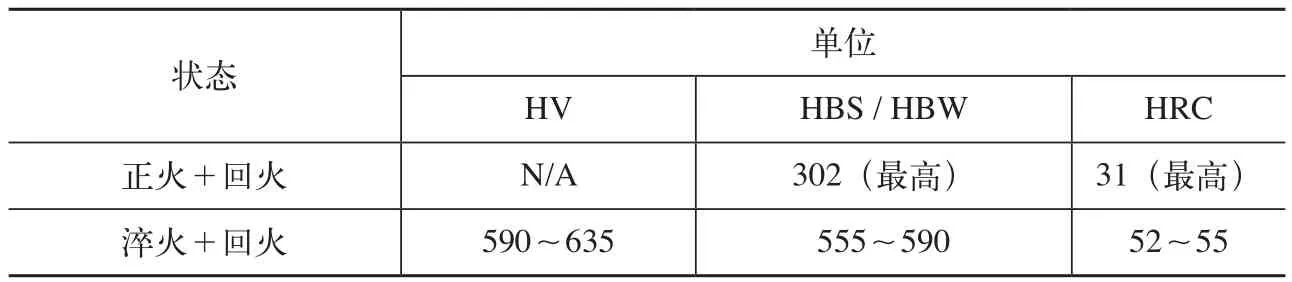
表2 材料硬度
3. 300M的粗加工
300M的粗加工一般發生在最終熱處理前,此時材料的狀態為正火+回火,其硬度值最高為31HRC,硬度較低,帶有一定的粘性,不易斷屑。為了減少精加工的切削余量,粗加工時會盡量去除多的材料。
(1)粗車加工 一般采用的刀具為WIDIA的CNMP120408,如圖1所示,這種刀具適合粗加工。由于原材料較軟,為了更好的斷屑以及保證高的加工效率,其加工參數一般比較大。切削速度為175~200m/min,切削深度為1.5~2mm,進給量為0.2~0.4mm/r。加工完成后,所產生的切屑較小,斷屑情況良好。

圖1 外圓車刀
(2)深孔加工 可選擇的方法有U鉆加工及深孔加工,兩種方法略有不同。
1)使用U鉆加工。因為使用U鉆需要的功率較大,加工的孔直徑也比較大,因此一般選擇臥式加工中心。切削速度在40~60m/min,單齒切削量在0.15~0.3mm之間,在這種加工參數下,產生的切屑會較薄一點,但是也可以達到較好的斷屑狀態。圖2為在臥式加工中心上使用的U鉆加工。

圖2 U鉆
2)深孔鉆加工。使用深孔鉆進行加工時,要特別注意切屑的斷裂方式,長而薄的切屑特別容易將深孔鉆刀具的刀管堵住,造成切屑無法排出。一般加工時,每齒的切削量為0.2~0.4mm,在保證刀具足夠的強度及機床負載允許的情況下,盡量將每齒切削量控制在0.3mm以上,從而產生理想的切屑,如圖3所示。

圖3 深孔鉆刀具
4. 300M的車削加工
車削加工一般分為外圓車削加工及內孔鏜削加工。車削加工難度會小于鏜削加工,車削加工時刀具強度會比鏜削加工的刀具強度好一些,排屑更容易,冷卻更充足。為了保證零件的加工質量,一般都會分為粗精加工。
WIDIA生產的DNMP150604SM刀片,其涂層為TN6010,如圖4所示。此產品經過長期的試驗和加工驗證,在外圓車削和內孔鏜削時都取得了良好的效果。TN6010涂層使得該刀具適合輕型車削,SM型斷屑槽,可以最大限度減少材料與刀片的連接,容易斷屑。該刀片所擁有的這些特征使得其加工300M材料時,可以獲得良好的表面粗糙度。

圖4 精加工車刀片
(1)外圓車削加工 粗加工外圓時,其線速度為90~120m/min,切削深度為0.3~0.8mm,進給量為0.1~0.2mm/r。使用此刀具加工時,可保證刀具與零件外圓只有一個刀尖點在接觸,這樣可以降低切削力,減少切削熱,如圖5所示。

圖5 外圓車刀
從圖5可以看出,產生的切屑顏色較深,且切屑較長,呈卷曲狀。這是因為經過最終熱處理之后,材料的抗拉強度有很大提升,在加工過程中會產生大量的切削熱,且不易斷屑。
精加工外圓時,其線速度為90~120m/min,切削深度為0.05~0.1mm,進給量為0.05~0.1mm/r。這樣的加工參數能保證精車外圓表面非常光滑,其產生的切屑如圖6所示。

圖6 精車切屑
(2)內孔鏜削加工 內孔鏜削加工要注意三個問題:一是要有良好的冷卻,切削液要充足,并且要保證切削液的濃度;二是要保證良好的排屑,不能出現切屑擠刀的情況;三是要保證刀具具有良好的剛性。
為了達到良好的排屑,在鏜削內孔時,粗加工一般采用分段鏜削的方式,根據零件內孔的總長度,將其分為若干段。分段鏜削時可將產生的切屑及時排出,不至于使內孔中堆積大量的切屑,從而將刀具擠偏,鏜削方式如圖7所示。在鏜削內孔時,一定要使用防振刀桿,并且使用大直徑的刀具,刀具長度和零件長度相匹配,刀具比零件長一點即可,這樣才能最大限度地增強刀具的剛性,避免振刀和讓刀,內孔的表面才會比較光滑,鏜孔使用的刀具如圖8所示。粗加工時線速度為90~120m/min,切削深度為0.2~0.5mm,進給量為0.1~0.2mm/r,加工產生的切屑如圖9所示。
鏜孔產生的切屑比車外圓的切屑更加的長,是因為其切削深度比車外圓時小,切屑更加難折斷,會更加的曲卷。精鏜內孔的加工參數與精車外圓相近,產生的切屑也基本類似。
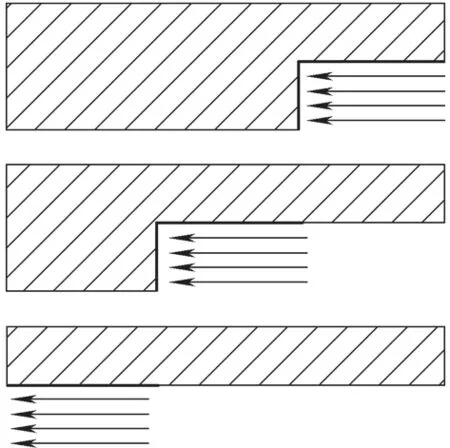
圖7 鏜削方式

圖8 防振刀桿

圖9 粗鏜切屑
5. 300M的銑削加工
在設計加工工藝時,為了保證整個加工流程的順暢,會選擇在最終進行零件的外形銑削,其加工特征不一樣,選擇的刀具和加工方式也不一樣。
(1)粗加工 粗加工一般會選擇機卡式刀具,加工效率高、成本低,標準的刀片可以保證粗加工尺寸的穩定性。在加工此材料時,選擇山特維克可樂滿刀具,可以取得良好的效果,其刀具型號為R390-020A20-11M,刀片型號為R390-11 T3 31M-KM,如圖10所示。使用此刀具加工時,切削速度為100~150m/min,切削深度為0.5mm,進給速度為400~800mm/min,選擇過大的切削深度會使得刀片出現崩刃等非正常損壞現象。加工完成后,切屑如圖11所示。
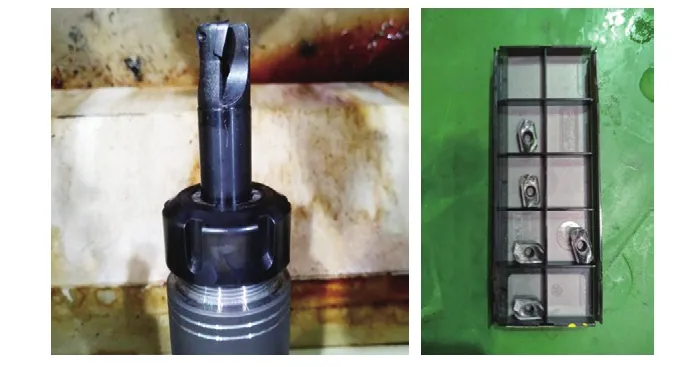
圖10 粗加工刀具和刀片

圖11 粗銑切屑
(2)小尺寸特征的加工 如果零件的特征尺寸較小,就不能使用直徑較大的刀具,為了使刀具的壽命增加,同時保證零件的加工質量,就需要一些加工技巧。在加工300M時,對于小尺寸特征的零件,最好使用擺線銑削來代替分層銑削。
擺線銑削加工具有很多優點,其加工效率高,產生較低的徑向切削力,對振動不敏感,加工深槽時偏斜較小。具有良好的排屑性能,產生的熱量較小,推薦使用于加工硬的材料及對振動敏感的狀態,其加工模式如圖12所示。使用擺線銑削加工時,其切削速度可達到150~200m/min。
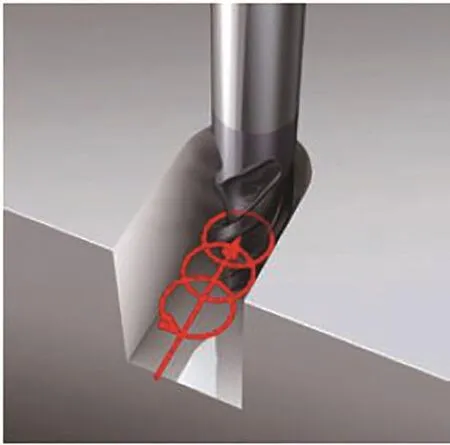
圖12 擺線銑削
(3)精加工 精加工時,盡可能選擇接近加工尺寸的刀具,可保證良好的剛性,并且選用帶涂層的刀具,如圖13所示。刀具的切削刃要鋒利,這樣加工出來的表面粗糙度才能達到要求,如圖14所示。

圖13 擺線銑削
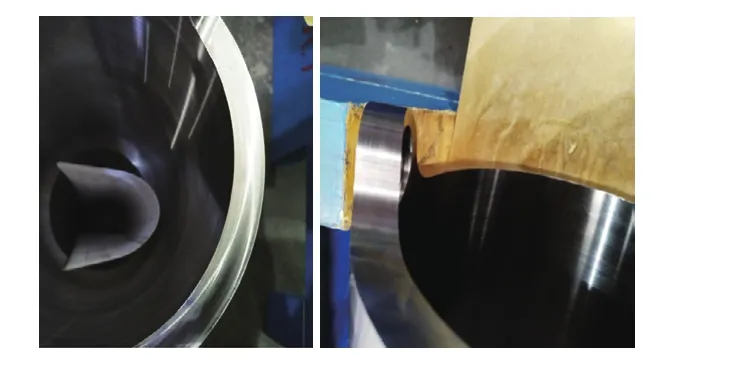
圖14 精加工后的表面質量
6. 結語
由于300M超高強度鋼具有優異的材料性能,使得其使用范圍變得越來越廣,但同時也增加了加工的難度。在生產過程中,一定要選擇特定的刀具,合理的加工參數,避免零件的返工或報廢。隨著新興加工技術的發展,必然會使得加工此類材料變得相對簡單容易,同時也需要不斷地總結積累加工經驗。
航空零件會在較為惡劣的環境中工作,因此要特別注意產品的質量。在機械加工中的微小瑕疵會在后續的特種工藝中產生不良的影響,為了避免這種潛在的風險,在加工過程中要嚴把質量關。
