基于三坐標測量機的漸開線齒輪測量方法
2020-05-15 03:40:44青島黃海學院山東青島266555宋愛利周淑芳蘇勝利
金屬加工(冷加工) 2020年5期
■ 青島黃海學院 (山東青島 266555) 宋愛利 龐 敏 宋 慧 周淑芳 蘇勝利
■ 青島弗爾迪測控有限公司 (山東青島 266100) 趙發凱
1. 齒輪測量現狀
測量齒輪通常使用專門的測量儀,目前齒輪測量儀已在一些機加工企業的質檢部門、科研部門、工廠計量室及車間檢測站等部門得到了廣泛應用。但是有部分機加工企業齒輪種類較少,配置專門的齒輪測量儀不利于控制成本。
三坐標測量機操作簡便、精度高、使用廣泛,可以對齒輪在一次裝夾中完成多項主要參數的測量,其發展為齒輪測量提供了一個新途徑,但也存在人工采點過程較為繁瑣、齒輪測量功能非標配等問題,有必要進行開發,編制適用程序,簡化三坐標測量機齒輪測量過程,確定漸開線直齒圓柱齒輪測量方法,解決生產中此類零件檢測難題,降低檢測成本,提高檢測效率。
2. 數據采集及處理
測量使用弗爾迪接觸式三坐標測量機,配套的FD-DMIS測量軟件功能豐富,掌握測量基本知識即可完成檢測工作,提供了高級語言編程功能,可編寫循環程序。
(1)數據采集準備 以齒輪的端面與中心孔為基準建立齒輪測量坐標系。將齒輪中心線垂直于工作臺上平面放置,將1號輪齒置于第一象限,在程序中設置以端面和中心孔為基準的齒輪坐標系程序段,跟隨系統提示構造新坐標系。
選擇使用DMIS軟件的語言編程功能來編制齒輪測量程序。首先使用指令建立程序框架,人工操作控制器對齒輪進行必要的測量,建立齒輪測量軌跡,在此基礎上添加、修改和完善程序,并試運行,對錯誤部分進行修改,得到完整的齒輪測量程序。齒輪測量流程如圖1所示。
程序主要包括:齒輪參數定義、齒號確定、建立坐標系、測第一齒齒廓、程序循環和測量結束。選用φ2mm測頭,命名為A(P1_0_0P0_0),部分程序如下。
1)齒輪參數定義:
MODU=PROMPT/'法向模數 ?'//輸入模數
XXX=PROMPT/'變位系數 ?'//輸入變位系數
PANG=PROMPT/'壓力角(度制) ?'//輸入壓力角
PANG=ASSIGN/DTOR(PANG)//分配轉矩
INCL=PROMPT/'螺旋角[順時針/右旋為正, 度制]'//輸入螺旋角
INCL=ASSIGN/DTOR(INCL)
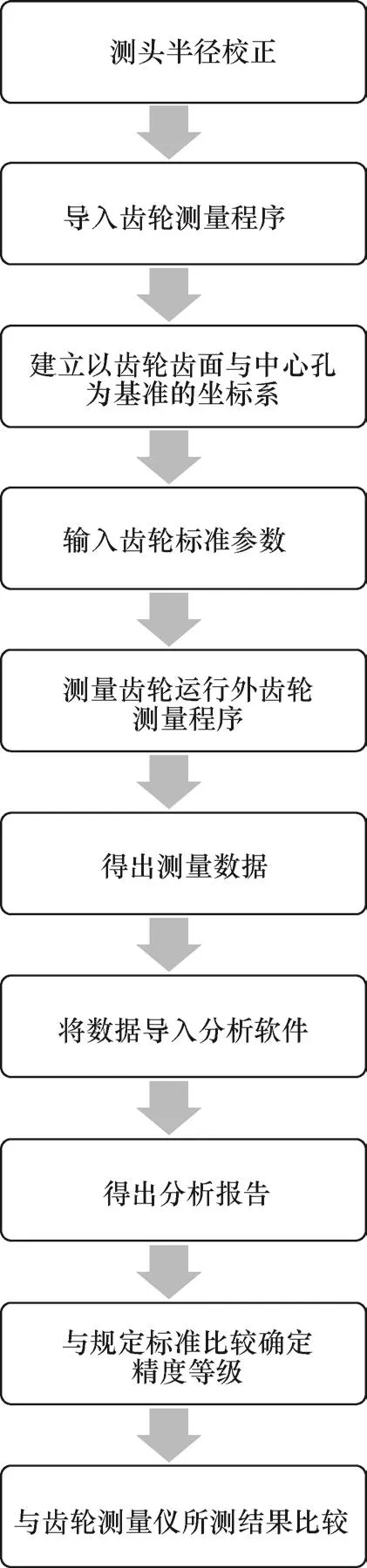
圖1 齒輪測量流程
M O D U=A S S I G N/(M O D U/COS(ABS(INCL)))
PE=PROMPT/'漸開線上的采點數'//自己選擇漸開線采點數
PG=PROMPT/'齒向上的采點數'//輸入齒向采點數
LZ=PROMPT/'齒寬'//輸入齒寬
2)齒號確定。手動測量首齒后,其余齒由程序控制自動測量,齒號選擇依據為:
IAAA=ASSING/INT(ZN/4)//最大首測齒號確定,齒數/4取整數
IBBB=PROMPT/CONCAT//定義首測齒號(在1到IAAA之間)
BUF[1]=ASSING/IBBB
BUF[2]=ASSING/IBBB+(1*ZN/4)
BUF[3]=ASSING/IBBB+(2*ZN/4)
BUF[4]=ASSING/IBBB+(3*ZN/4)//測量齒齒號確認
3)建立齒輪坐標系:
IAAA=PROMPT/'找正方式:1=平面和中心孔;0=齒輪軸'//選擇平面中心孔找正方式
OFFZ=PROMPT/'基準面到齒頂面的距離(帶方向)'//計算并輸入基準面到齒頂面的距離(帶方向)
TEXT/MAN,CONCAT('沿-Z方向在基準面上采8點')
TEXT/MAN,CONCAT('在齒輪軸或中心孔上采4點..... NO.',STR(IBBB-22))
OFFZ=PROMPT/'基準面到齒頂面的距離(帶方向)'//自己計算,這里輸入-10(一般帶負號)
4)測第一齒齒廓:
$$PICK TEO POINTS TO DEFINE START POINT AND END POINT ON INVOLUTE
TEXT/MAN,'在左側齒根圓附近的漸開線上測量一點(保持Z=0)'
F(POI_33)=FEAT/POINT,CA RT,0,0,0,SIN(PANG)*COS(INCL),-COS(PANG)*COS(INCL),SI-N(INCL)
MEAS/POINT,F(POI_33),1
TEXT/MAN,'在左側齒頂圓附近的漸開線上測量一點(保持Z=0)'
F(POI_34)=FEAT/POINT,CA RT,0,0,0,SIN(PANG)*COS(INCL),-COS(PANG)*COS(INCL),SI-N(INCL)
MEAS/POINT,F(POI_34),1
(2)漸開線的采點及異常點的處理 為使測量時測頭在輪齒間能夠方便運動且不會有遺漏點,在測量前應選擇合適的測頭。從左側齒廓齒根圓附近的漸開線測量采點,完成后對齒頂圓附近的漸開線進行測量采點,為測量準確,測量點的位置分布集中于漸開線中部,點分布如圖2所示,漸開線采點如圖3所示,A點為齒根圓附近點,B點為齒頂圓附近點,與基準平面的距離為-10mm,所測齒為1號輪齒。
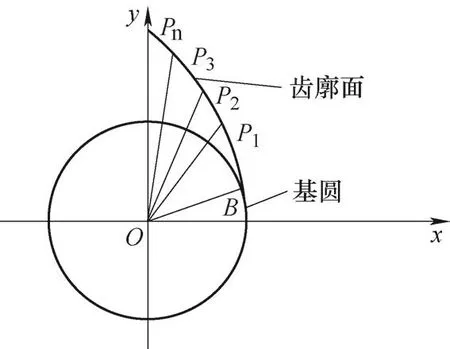
圖2 漸開線測量示意

圖3 漸開線采點示意
實際測量時因機器自身誤差或人工操作等一些外部因素的影響,會產生一些壞點。采用曲線檢查法去除可能出現的壞點。根據截面數據的首末數據點,采用最小二乘法擬合得到一條樣條曲線,曲線的階次可根據曲面截面的形狀設定,通常為3~4階,然后分別計算各個中間數據點Pi到樣條曲線的歐式距離,如果‖e‖≥[ε],[ε]為給定的允差,則認為Pi是壞點,應予剔除。這樣在一定程度上可以保證所測數據質量,如圖4所示。
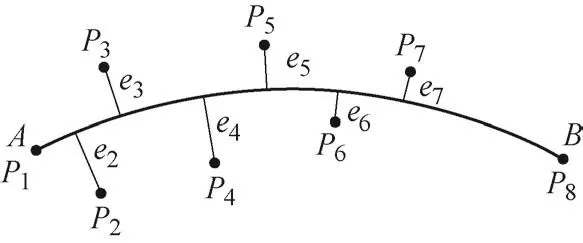
圖4 利用曲線檢查法剔除壞點
(3)數據處理 測得各點坐標值后,將數據導入WGEAR軟件中進行誤差分析,并以此來對比所測差值是否處于誤差范圍內。
在分析軟件中輸入所測齒輪的模數、齒數、壓力角、螺旋角、齒頂圓及齒根圓參數來建立齒輪的理想輪廓,再將所測數據導入,進行分析。WGEAR分析軟件能夠快速分析出齒輪各參數誤差,誤差曲線表達清晰,誤差軟件分析流程如圖5所示。
3. 測量實例
齒輪參數為模數m=2.5,齒數z=30,壓力角α=20°,變位系數0、螺旋角β=0°,分度圓為φ75m m,齒頂圓為φ80mm,齒輪厚度為30mm,齒距為7.854mm,齒輪的精度等級為4級。
(1)測量實施 在進行測頭校準后,導入齒輪測量程序,根據設定好的測量路徑,在三坐標測量機上運行程序,測量齒輪齒廓,得到齒廓測點坐標值。根據提示輸入齒輪參數。選擇單個測頭,找正方式選擇平面和中心孔找正,漸開線采點數選擇6,齒向采點數選擇6。建立齒輪坐標系時選擇找正方式及輸入距離部分如圖6、圖7所示。
在人工選定齒根及齒頂圓附近的漸開線上的點之后,齒輪測量程序繼續運行,測頭按照設定的軌跡繼續依次測量第8、16、23齒,測量結束坐標值會保存到指定路徑。
(2)測量結果分析 將測點坐標導入WGEAR軟件,輸入齒輪的基本參數,建立齒輪的理想齒廓,完成后點擊計算。軟件所使用偏差代號為DIN標準,在分析時轉換為GB標準的偏差項目代號。
如圖8所示,被測齒齒廓總偏差最大偏差為4.2μm,齒廓形狀公差最大偏差為2.6μm,與機械設計手冊所規定標準進行對比,得齒廓總偏差精度等級為4,形狀偏差精度等級為2,分析得齒廓偏差精度等級為4。
左右齒廓螺旋線總誤差及螺旋線形狀誤差值如圖9所示,最大偏差分別為4.0μm及2.0μm,由機械手冊得螺旋線精度等級為3,形狀誤差精度等級為4,分析得出的螺旋線精度等級為3。
齒輪齒厚最大差值為5.8μm,徑向圓跳動為0.5μm(見圖10)。
輪齒單個齒距極限偏差與齒距累積總偏差最大偏差值分別為2.9μm與5.6μm(見圖11),與機械手冊進行比對得齒距精度等級為3。
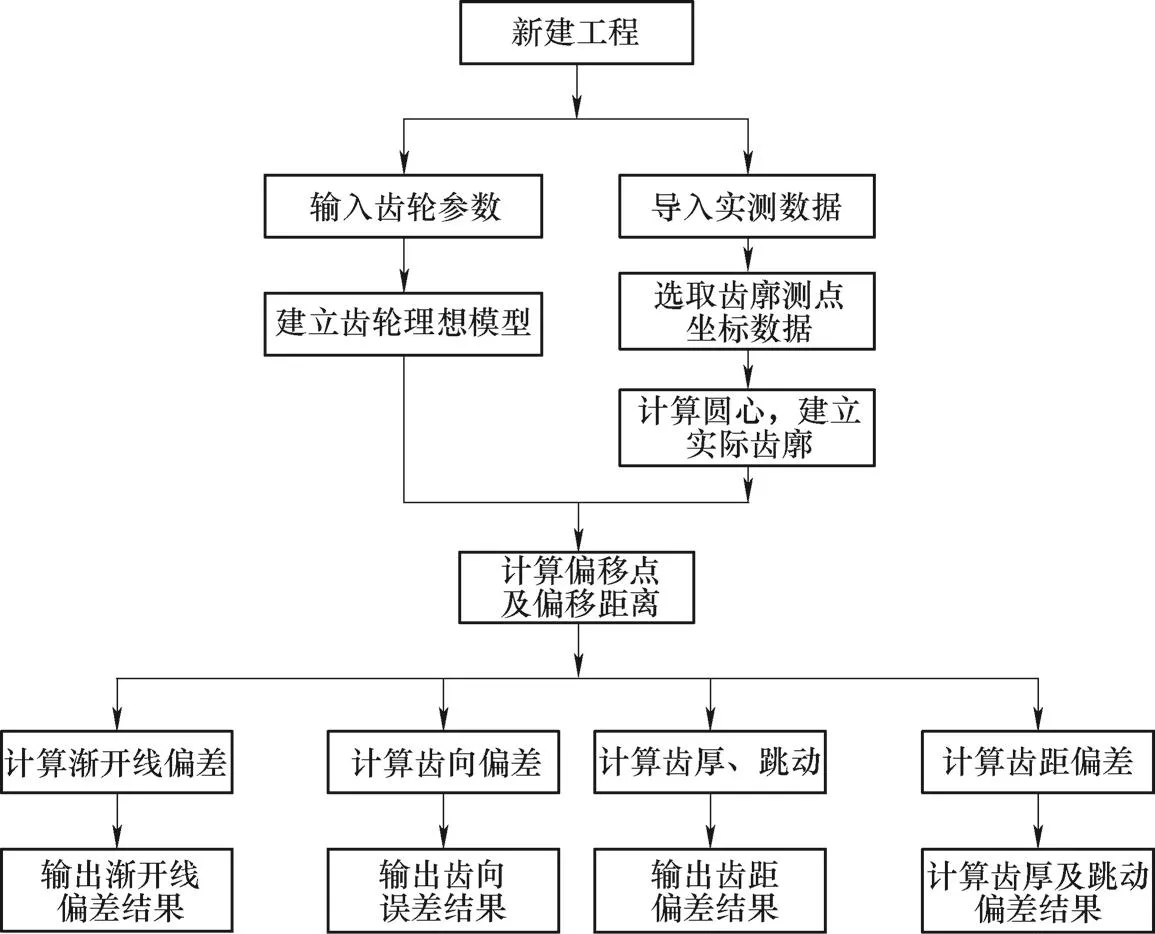
圖5 誤差分析流程
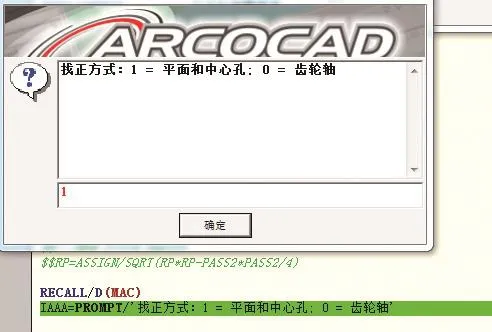
圖6 選擇找正方式
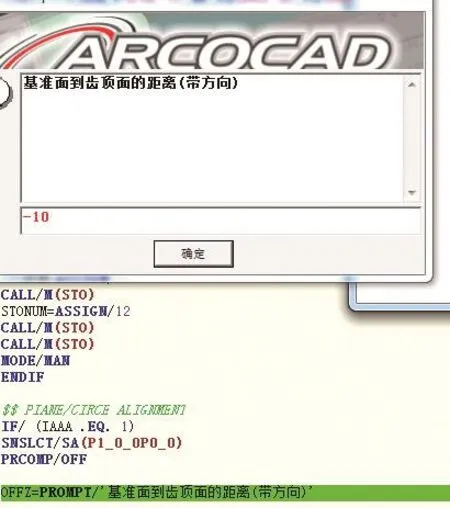
圖7 輸入距離
將分析結果與國家標準進行對比,可以看出使用三坐標測量機測量齒輪的齒廓線和螺旋線時,齒廓總偏差、齒廓極限偏差、螺旋線總偏差及螺旋線極限偏差誤差較小,可用于6級以下精度要求的齒輪測量。對于精度等級較高的齒輪最好選擇專門的齒輪測量儀進行測量。
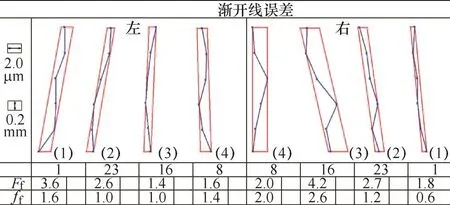
圖8 齒廓偏差分析結果
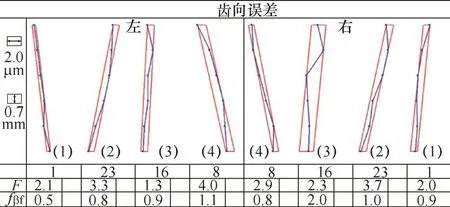
圖9 螺旋線誤差分析結果
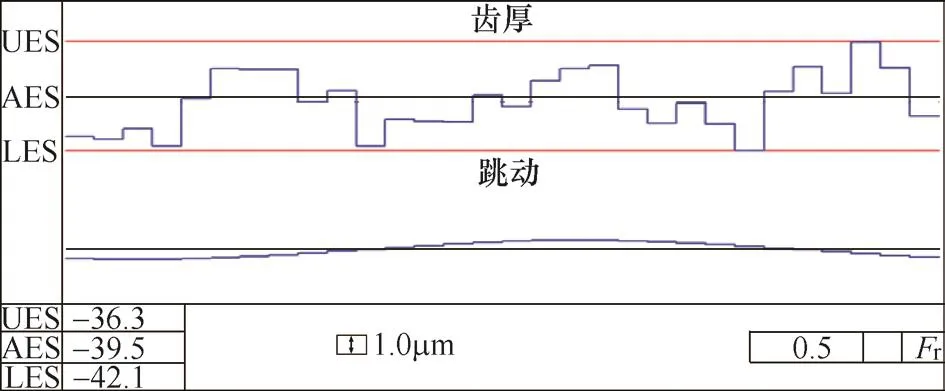
圖10 徑向圓跳動誤差分析結果

圖11 齒距誤差分析結果
4. 結語
用三坐標測量機測量齒輪,無需另外購置齒輪測量儀,較為經濟。運行齒輪測量程序,通過自動采點獲得齒輪真實數據,配合相應的分析軟件,即可得到所需的齒輪誤差。測量過程簡單、易操作,采點效率高。通過試驗分析,精度誤差較小,可用于一般精度要求的齒輪測量。
該方法依然有準確度不高等問題需要進一步研究、分析與完善,相信隨著計算機、精密制造與測量及信息技術的飛速發展,使用三坐標測量機測量齒輪的方法也會越來越完善,將更多的齒輪誤差項目都容納進來,實現對齒輪的全面檢測。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年18期)2018-11-14 01:48:24
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
山東工業技術(2016年15期)2016-12-01 05:31:22
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
