前軸鎖銷相貫孔加工方法
2020-05-15 03:40:42湖北神力鍛造有限責任公司湖北丹江口442700席化俊
金屬加工(冷加工) 2020年5期
關鍵詞:方法
■ 湖北神力鍛造有限責任公司 (湖北丹江口 442700) 席化俊
1. 零件介紹
目前汽車前軸主銷孔普遍采用鎖銷結構,鎖銷孔與主銷孔相貫,該結構的優點是裝配簡單,便于零件的更換。鎖銷孔加工如果采用普通鉆頭無法滿足孔徑及相貫尺寸要求。相貫孔的鉆削加工,因為破孔處的沖擊導致鉆頭受力不均,鉆頭容易出現崩刃、斷刀和磨損快的現象,質量也難以穩定控制。其產品結構如圖1所示,工況及加工條件如下:被加工材料為5 0鋼,硬度2 8~32HRC,毛坯面上鉆孔,鎖銷孔徑φ16+0.1+0mm,表面粗糙度值Ra=1.6μm,主銷孔與鎖銷孔中心距公差±0.15mm,一件兩孔,專用機床,機床帶內冷卻,液壓夾具,液壓刀柄。
采用普通鉆頭鉆削鎖銷孔到相貫處時存在以下問題:①鎖銷孔鉆偏,孔徑超差,位置超差。②孔粗糙度超差。③鉆頭崩刃、斷刀。④破孔處軸向力突然減少,主軸和鉆頭不會再保持均勻進給,瞬間向前竄動,出現“扎刀”現象。
為了破解這一難題,采用整體內冷硬質合金鉆(見圖2)展開了多項工藝試驗以得到最佳的加工方法。
2. 鎖銷相貫孔常見問題及解決方案
結合各品牌刀具供應商提供方案,試加工效果都不太理想,鉆削時有如下問題。
1)方案1:采用可換頭式鉆頭或U鉆,鉆頭加工到破孔處,可換頭的頭部經常會脫落,此方案不穩定。
2)方案2:采用標準硬質合金內冷鉆頭一道工序完成,通過試驗證明了加工不穩定,刀具壽命低,經常斷刀,直線度和表面質量難以保證。
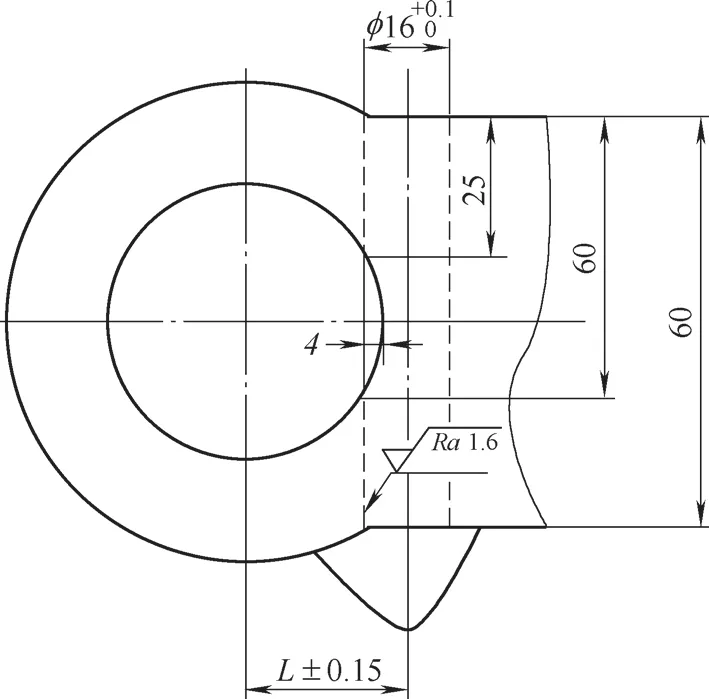
圖1 前軸鎖銷孔交叉孔

圖2 整體內冷硬質合金鉆
3)方案3:采用硬質合金內冷平底鉆加工,試驗證明,加工效率低,刀具磨損很快,需頻繁換刀。磨損鉆頭導致振動,使鉆削輪廓變形,呈現孔橢現象。
4)方案4:采用三刃帶硬質合金內冷鉆,切削過程中有良好的導向,提升孔徑加工穩定性,但切削阻力大,且刀具修磨后鉆頭倒錐對加工孔徑公差產生影響,出現通規檢測不能完全通過的現象,刀具未達到使用壽命便更換,刀具成本高。
以上方案都有明顯不足,結合以上數據,我們通過多次試驗,對加工方案進行了分析、改進,總結出合理的加工方案。
1)方法一:鉆孔前,增加引導鉆①(見圖3),采用“引導鉆①+硬質合金內冷鉆②”加工鎖銷孔,保證硬質合金鉆鉆削時定心準確,提升鉆頭壽命及孔徑加工穩定性。
2)方法二:固化刃口工藝,采用橫刃形式、刀尖倒角,刃口倒刃,倒鈍處理,進一步提高刃口耐磨性。
3)方法三:優化切削參數,采用五段分段式進給,在相貫孔處降低速度,提升加工穩定性,有效保護刀具刃口,即采用φ16mm硬質合金鉆頭加工,vc=60m/min,進給分三段,加工到25mm深時采用f=0.15mm/r,加工到60mm深時(即破孔加工段)降低進給量f=0.1mm/r,破孔加工完后再恢復到f=0.15mm/r,直至把整個孔加工完畢(見圖4)。
4)方法四:加寬鉆頭直徑尺寸,由原來的φ16.04mm增加到φ16.07mm,消除刀具修磨后鉆頭倒錐對加工孔徑的影響,提高刀具平均使用壽命(見圖5)。
通過以上方法測試,加工孔徑尺寸100%合格,且加工質量穩定性得到提升,主、鎖銷孔交叉距穩定。
3. 結語
按照改進方法進行生產,達到了很好的效果:①鉆頭正常磨損,加工狀況穩定,可以持續保證孔的尺寸,孔徑合格率100%。②壽命穩定在50~60件,可重復修磨使用,刀具有效修磨使用次數達到5~6次,刀具使用壽命提升。③效率提高33%。
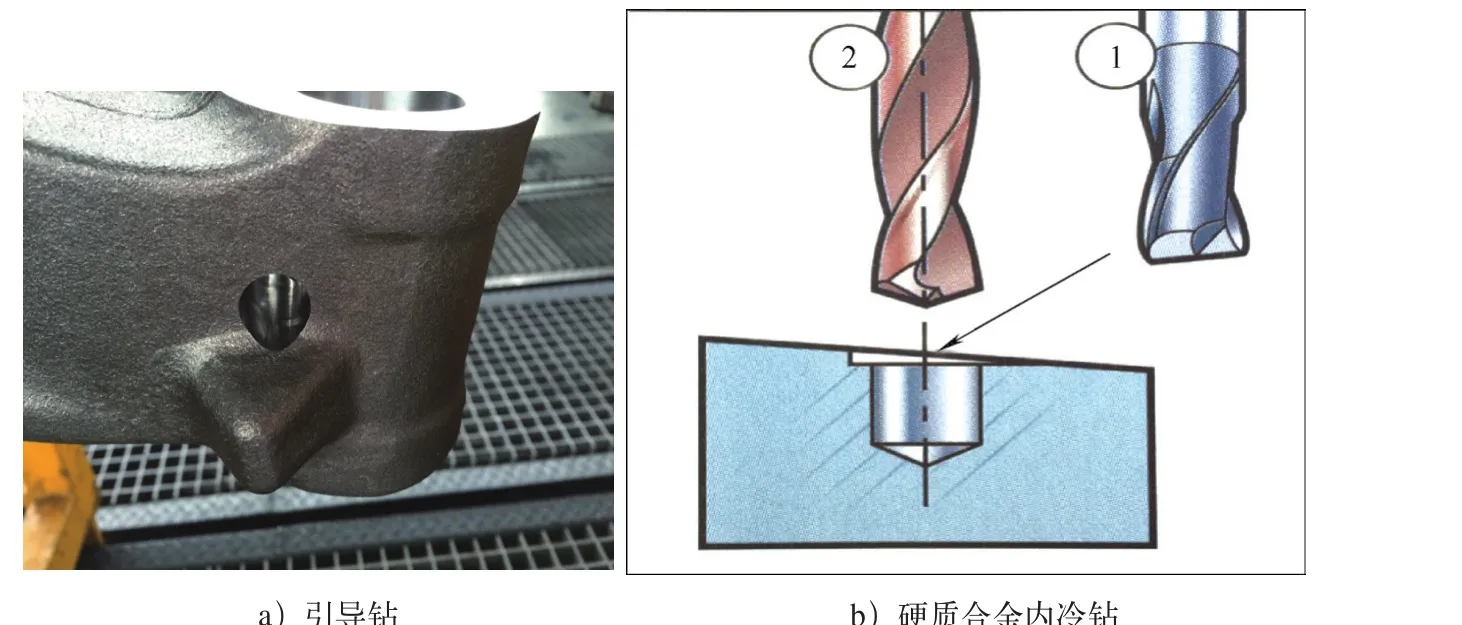
圖3 引導鉆和硬質合金內冷鉆
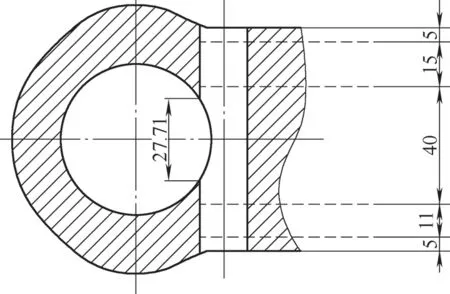
圖4 分段進給示意
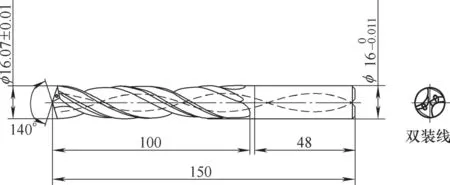
圖5 硬質合金內冷鉆
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
