分體車輪輪箍加工工藝研究
2020-05-15 03:40:42太原重工軌道交通設(shè)備有限公司山西太原030000張治祺劉果青
金屬加工(冷加工) 2020年5期
關(guān)鍵詞:檢測(cè)
■ 太原重工軌道交通設(shè)備有限公司 (山西太原 030000) 張治祺 劉果青

近年來(lái),我單位一直在著力拓寬“一帶一路”沿線國(guó)家的鐵路輪軸市場(chǎng),這些國(guó)家的部分車輪依舊采用分體車輪結(jié)構(gòu)。分體車輪由輪箍、輪芯及扣環(huán)三部分組成,與整體車輪相比,具有可更換、成本低的特點(diǎn),但每個(gè)部件的加工難度都較整體車輪更高。我單位承接了供伊拉克的分體車輪生產(chǎn)制造,為了解決以往在普通機(jī)床加工輪箍時(shí)加工精度差、加工效率低的問(wèn)題,專門對(duì)RQQ-1車削加工中心加工輪箍的工藝進(jìn)行研究,實(shí)現(xiàn)了輪箍在RQQ-1車削加工中心上的加工,大幅度提高了輪箍的加工精度和加工效率。
1. 零件主要技術(shù)要求
輪箍結(jié)構(gòu)如圖1、圖2所示,輪箍是異形環(huán)件結(jié)構(gòu),夾持外圓加工內(nèi)壁時(shí)易發(fā)生變形,材質(zhì)為B2N,主要技術(shù)要求有:①輪芯槽和扣環(huán)槽為向上翹曲,存在3∶10的斜度,且尺寸精度要求高。②輪箍?jī)?nèi)壁尺寸φ(770.35±0.05)mm,圓度≤0.05m m,與外圓的同心度≤0.1m m,表面粗糙度值R a=3.2μm,精度要求高,加工難度很大。③輪芯槽和扣環(huán)槽的距離為(86.25±0.25)mm。

圖1 輪箍
2. 加工難點(diǎn)分析
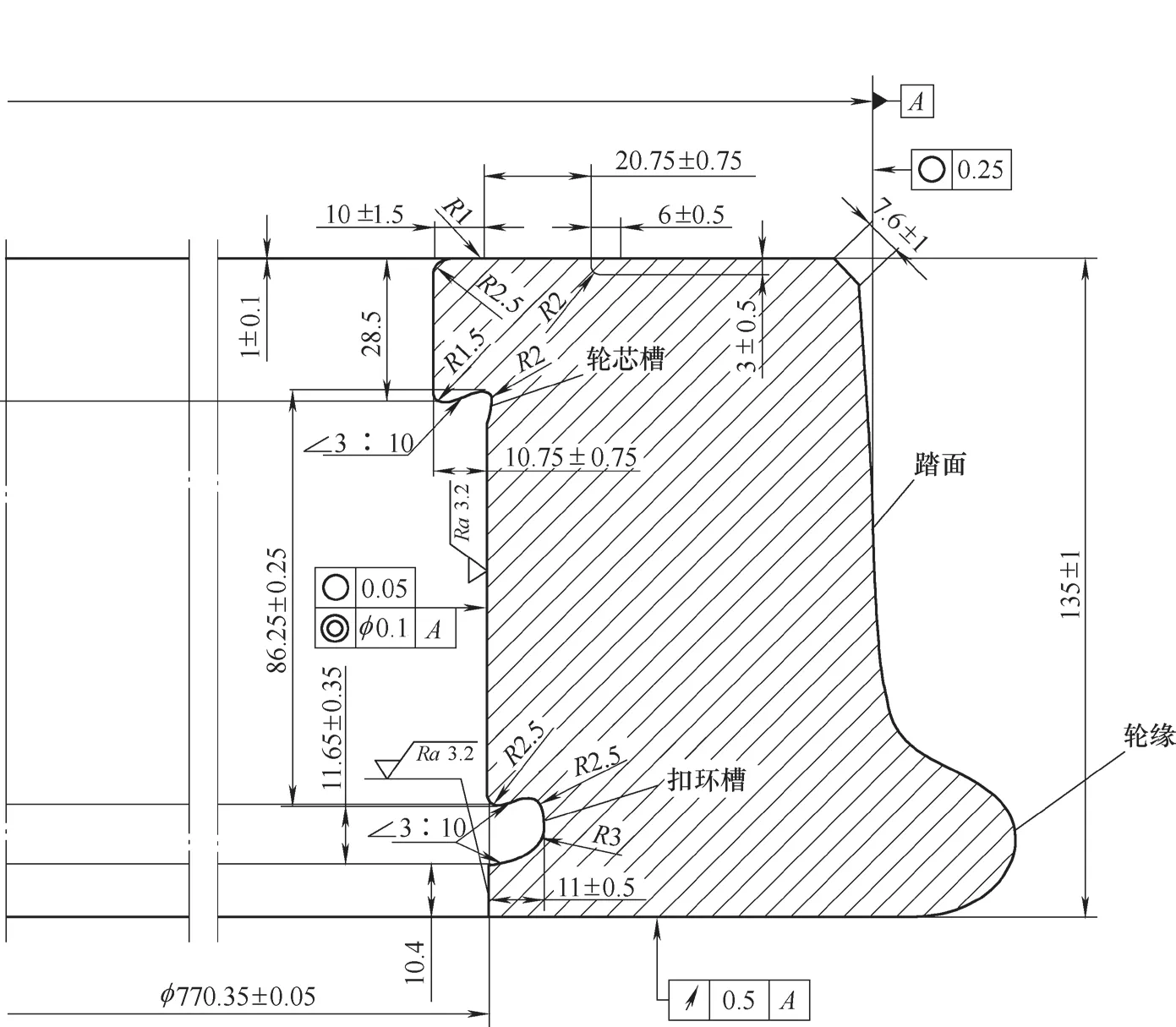
圖2 輪箍結(jié)構(gòu)
從技術(shù)要求可以看出,輪箍?jī)?nèi)壁及輪芯槽、扣環(huán)槽是主要的加工部位,工藝設(shè)計(jì)時(shí)需充分考慮輪芯槽和扣環(huán)槽尺寸及位置要求。尺寸檢測(cè)時(shí),需設(shè)計(jì)新型樣板,以實(shí)現(xiàn)對(duì)扣環(huán)槽、輪芯槽及其他部位尺寸的檢測(cè)。同時(shí),為了保證輪箍?jī)?nèi)壁的圓度≤0.05mm,需要考慮夾持外圓加工內(nèi)壁時(shí)輪箍的變形,制定合理的夾持力來(lái)保證最終成品的尺寸精度。我單位以往采用普通單臺(tái)立車進(jìn)行輪箍的加工,不僅加工效率低,而且尺寸精度難以保證,總會(huì)接到客戶對(duì)產(chǎn)品質(zhì)量的反饋,為此我們對(duì)輪箍在RQQ-1數(shù)控車削中心的加工進(jìn)行了工藝研究。
3. 工藝路線制定
輪箍的扣環(huán)槽、輪芯槽及內(nèi)壁的精度要求較高,為了在保證加工精度的同時(shí)提高加工效率,我們制定了如下的加工路線。
(1)粗加工 輪箍毛坯鍛造完成后,使用普通車床對(duì)毛坯進(jìn)行去量加工,所有輪廓(不加工輪芯槽和扣環(huán)槽)單邊留3~4mm余量。
(2)半精加工 在RQQ-1機(jī)床上對(duì)輪箍進(jìn)行半精加工,輪箍?jī)?nèi)壁(不加工輪芯槽和扣環(huán)槽)單邊留1.5mm余量,其余部位加工至成品尺寸。
(3)精加工 在RQQ-1機(jī)床上對(duì)輪箍輪芯槽、扣環(huán)槽及內(nèi)壁進(jìn)行精加工。這些部位是分體車輪裝配時(shí)與輪芯和扣環(huán)配合的部位,是輪箍最重要的部位,也是加工輪箍時(shí)需著重注意的部位,需要進(jìn)行專門的工藝研究。
4. 精加工工藝
(1)刀具選擇 輪箍的扣環(huán)槽、輪芯槽形狀復(fù)雜,內(nèi)部的倒圓較小,且有一定的斜度,普通的菱形刀或者圓刀無(wú)法對(duì)其進(jìn)行加工,為此我們需要設(shè)計(jì)專門的刀具。由于輪箍在RQQ-1機(jī)床上加工時(shí)需要夾持輪緣部位,輪芯槽和扣環(huán)槽的朝向如圖3所示,經(jīng)過(guò)與刀具廠商的反復(fù)溝通及試驗(yàn),最終選定了如圖3所示的特殊刀具進(jìn)行輪芯槽和扣環(huán)槽的精加工。
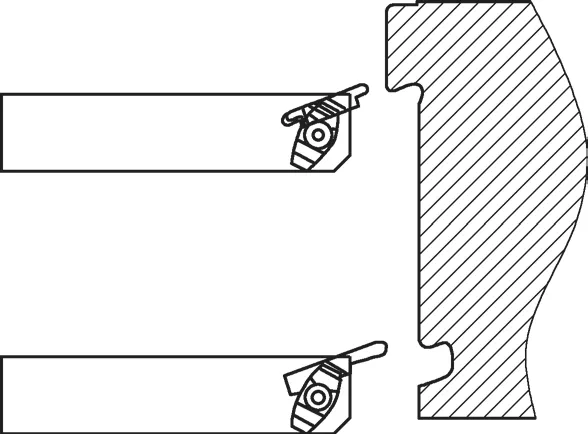
圖3 輪芯槽和扣環(huán)槽
同時(shí)使用的其余常規(guī)刀具有:φ12mm圓刀片、8mm切槽刀。
(2)機(jī)床夾緊力的調(diào)整 加工之前,首先考慮了如何減少輪箍夾持過(guò)程中的變形,通過(guò)反復(fù)測(cè)量不同夾緊力情況下輪箍的變形量,最終將機(jī)床夾緊力由加工正常車輪時(shí)的80kg調(diào)整到20kg,在此夾緊力作用下輪箍的變形量可以忽略不計(jì)。
(3)精加工過(guò)程 輪箍精加工時(shí)采用了如下技術(shù)措施。
1)以輪轂內(nèi)輞面為基準(zhǔn),夾持輪緣,用百分表以已加工好的踏面找正,誤差控制在0.03mm以內(nèi)。
2)使用φ12mm圓刀片對(duì)內(nèi)壁進(jìn)行粗車,為最終的精加工留單邊0.3mm的余量。
3)使用8mm的切槽刀對(duì)輪芯槽和扣環(huán)槽進(jìn)行余量的消除,以減少使用專用加工刀具加工時(shí)的切削余量。
4)使用專用加工刀具對(duì)輪箍的輪芯槽和扣環(huán)槽進(jìn)行加工,由于加工輪芯槽的刀具刀頭為3mm寬,加工扣環(huán)槽的刀具刀頭為4mm寬,如果一刀完成兩個(gè)槽的加工會(huì)導(dǎo)致刀具崩裂。為此,加工輪芯槽時(shí)我們進(jìn)行了5步車削,每次的車削余量分別為1.5mm、1.1mm、0.7mm、0.3mm及0mm。加工扣環(huán)槽時(shí)我們進(jìn)行了4步車削,每次的車削余量分別為1.3mm、0.8mm、0.3mm及0mm。通過(guò)多步車削,保證了最終車削精度及刀具的耐久性。
5)使用φ12mm的圓刀片對(duì)內(nèi)壁進(jìn)行最終的精加工。
(4)精加工后的檢驗(yàn) 輪箍輪芯槽和扣環(huán)槽的形狀較為特殊,無(wú)法使用常規(guī)量具進(jìn)行尺寸及形狀的檢驗(yàn),故制作了如圖4~圖8所示的專用樣板對(duì)其形狀及尺寸進(jìn)行檢測(cè)。
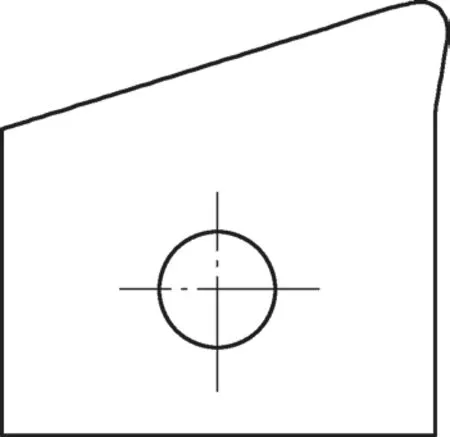
圖4 輪芯槽形狀檢測(cè)樣板
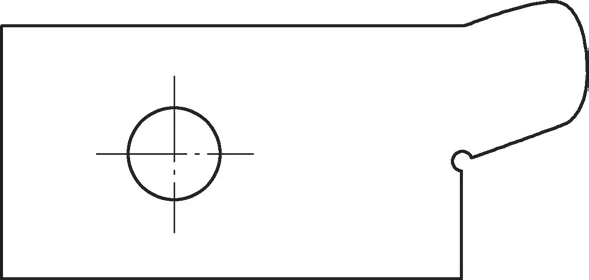
圖5 扣環(huán)槽形狀檢測(cè)樣板
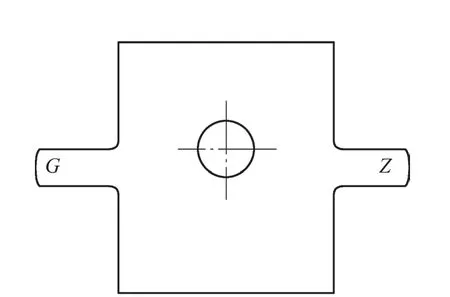
圖6 扣環(huán)槽深度檢測(cè)樣板
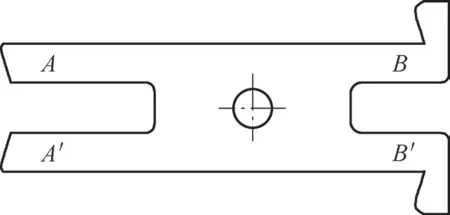
圖7 輪芯槽、扣環(huán)槽相對(duì)位置檢測(cè)樣板
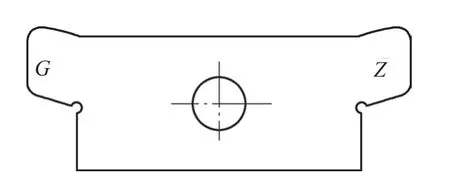
圖8 扣環(huán)槽寬度檢測(cè)樣板
1)內(nèi)壁尺寸的測(cè)量:利用內(nèi)徑千分尺對(duì)輪箍的內(nèi)壁尺寸進(jìn)行逐件測(cè)量。
2)輪芯槽和扣環(huán)槽形狀的檢測(cè):利用輪芯槽形狀檢測(cè)樣板(見圖4)及扣環(huán)槽形狀檢測(cè)樣板(見圖5)對(duì)輪芯槽和扣環(huán)槽的形狀進(jìn)行測(cè)量,樣板與槽之間的間隙≤0.2mm即視為合格。
3)扣環(huán)槽深度(11±0.5)mm的檢測(cè):將扣環(huán)槽深度檢測(cè)樣板(見圖6)沿車輪徑向垂直放置于扣環(huán)槽部位,以輪箍?jī)?nèi)壁為基準(zhǔn),過(guò)端(G)樣板圓弧端面緊貼扣環(huán)槽底部,同時(shí)樣板直平面與輪箍?jī)?nèi)壁存在間隙,止端(Z)樣板直平面緊貼輪箍?jī)?nèi)壁,同時(shí)樣板圓弧端面與扣環(huán)槽底部存在間隙,若同時(shí)滿足上述要求,則深度合格。
4)輪芯槽、扣環(huán)槽相對(duì)位置(86.25±0.25)mm的檢測(cè):將相對(duì)位置檢測(cè)樣板(見圖7)沿車輪徑向垂直放置,以輪箍?jī)?nèi)壁為基準(zhǔn),A端斜面緊貼輪芯槽斜面,B端斜面與扣環(huán)槽斜面之間存在間隙;B'端斜面緊貼扣環(huán)槽斜面,A'端斜面與輪芯槽斜面之間存在間隙,若同時(shí)滿足上述要求,則輪芯槽、扣環(huán)槽相對(duì)位置合格。
5)扣環(huán)槽寬度(11.65±0.35)mm的檢測(cè):將樣板扣環(huán)槽寬度檢測(cè)樣板(見圖8)沿車輪徑向垂直放置于扣環(huán)槽部位,過(guò)端(G)完全放入扣環(huán)槽,同時(shí)止端(Z)無(wú)法放入扣環(huán)槽,若同時(shí)滿足上述要求,則寬度合格。
5. 結(jié)語(yǔ)
分體車輪的輪箍作為異形環(huán)件,同時(shí)存在兩個(gè)斜向的內(nèi)槽,加工及檢測(cè)過(guò)程中無(wú)法使用常規(guī)刀具和量具,需要針對(duì)不同部位設(shè)計(jì)專用的刀具和檢測(cè)工具。通過(guò)對(duì)輪箍在RQQ-1機(jī)床上的工藝研究,我們將輪箍的加工時(shí)間縮短至1h,較以往普通車床加工一件輪箍用時(shí)3h縮短了2/3工時(shí),在保證加工精度的基礎(chǔ)上大幅度提高了生產(chǎn)效率。同時(shí),使用RQQ-1機(jī)床加工的輪箍發(fā)往伊拉克用戶后沒(méi)有收到任何質(zhì)量問(wèn)題反饋,提高了我單位的信譽(yù)度,使得我單位產(chǎn)品在“一帶一路”沿線國(guó)家獲得了廣泛的知名度,大大提高了競(jìng)爭(zhēng)優(yōu)勢(shì)。
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
