手工鉆孔過程中手部抖動對CFRP鉆孔質(zhì)量的影響研究*
2020-05-18 09:11:08劉坤祥高延峰
機械工程與自動化 2020年2期
劉坤祥,高延峰,楊 興
(南昌航空大學 航空制造工程學院,江西 南昌 330063)
0 引言
碳纖維復合材料(Carbon Fiber Reinforced Composite,CFRP)具有比強度高、比模量高、耐腐蝕等優(yōu)良性能,且容易整體成型,適合制作復雜結(jié)構(gòu)件,被廣泛應(yīng)用于航空航天、軍工、汽車等領(lǐng)域[1-2]。成型后的CFRP零件需要通過連接孔與其他零件裝配在一起[3],因此,孔加工在飛機裝配中占有非常重要的地位。然而,由于CFRP構(gòu)件為層合板結(jié)構(gòu),層間強度低、導熱性差、纖維硬度大,且具有各向異性,在制孔過程中極易產(chǎn)生分層、毛刺、撕裂等缺陷,大幅降低了連接結(jié)構(gòu)的強度和使用壽命[4]。因此,如何提高連接孔的加工質(zhì)量是生產(chǎn)中面臨的主要問題。
目前,在飛機裝配階段,大量的孔加工仍然需要通過手工完成。譚雪鋒[5]對碳纖維復合材料手工氣鉆加工過程中造成制孔缺陷的因素進行了分析,提出了手工鉆孔時應(yīng)選擇較鋒利、鉆速高、穩(wěn)定性好的刀具。復合材料手工鉆孔過程中,手的穩(wěn)定性差會導致鉆孔時手部在空間中產(chǎn)生三個方向的抖動,容易引起制孔缺陷。但國內(nèi)外學者對手工鉆孔過程中手部抖動與鉆孔質(zhì)量的關(guān)系研究較少。為此,本文研究了碳纖維復合材料手工氣鉆鉆孔過程中手部抖動情況與制孔質(zhì)量之間的關(guān)系。試驗中利用兩種鉆頭進行鉆孔加工,采集鉆孔過程中手部抖動、切削力、制孔溫度等數(shù)據(jù),分析手部抖動劇烈程度與切削力、制孔溫度和鉆孔質(zhì)量之間的關(guān)系,最后分析兩種刀具對鉆孔質(zhì)量的影響。
1 試驗方案
1.1 試驗設(shè)計
設(shè)計的鉆孔試驗裝置如圖1所示,其主要由Kistler 9124B三向測力儀、Leap Motion三維數(shù)據(jù)追蹤傳感設(shè)備、紅外熱像儀、氣鉆和氣壓機(圖中未示出)等組成。

圖1 鉆孔試驗裝置
1.2 試驗材料和刀具
試驗材料選用東麗公司生產(chǎn)的型號為T300C-1000-59C的碳纖維復合材料板,基體材料為環(huán)氧樹脂,增強材料為碳纖維。其中,碳纖維體積含量為70%,板厚為5 mm,密度為1.6 g/cm3,抗拉強度為3 530 MPa,拉伸模量為230 GPa,伸長率為1.5%。
試驗所用刀具為高速鋼麻花鉆(螺旋角35°、頂角118°)和高速鋼三尖鉆(螺旋角35°),直徑均為6 mm,如圖2所示。

圖2 試驗刀具
1.3 試驗參數(shù)
試驗所用氣壓為0.8 MPa~1 MPa,利用測速儀測出該氣壓區(qū)間氣鉆轉(zhuǎn)速的最大值、最小值,再計算其平均轉(zhuǎn)速,如表1所示。

表1 氣壓與氣鉆轉(zhuǎn)速的關(guān)系
2 試驗結(jié)果與分析
2.1 鉆頭制孔過程手部抖動分析
鉆孔過程可分為入口區(qū)、中間區(qū)和出口區(qū)三個階段,如圖3所示。入口區(qū)為鉆頭橫刃剛接觸工件表面至主切削刃完全切入工件階段,深度h1=2 mm;中間區(qū)為主切削刃全部參與加工階段,深度h2=3 mm;出口區(qū)為主切削刃逐漸鉆出階段,深度h3=2 mm。
王立江教授通過對各區(qū)段切削機理研究和指定各段切削參數(shù)的實驗結(jié)果進行了區(qū)段劃分,得出在各個切削階段速度與刀具(麻花鉆)幾何尺寸的關(guān)系,可表示為:
(1)
其中:D為麻花鉆直徑,mm;b為鉆頭橫刃寬度,mm;p為鉆頭半頂角,(°)。
根據(jù)標準麻花鉆結(jié)構(gòu)參數(shù)通常b=0.3D,2p=118°,則式(1)簡化為:
h1=0.21D.
(2)
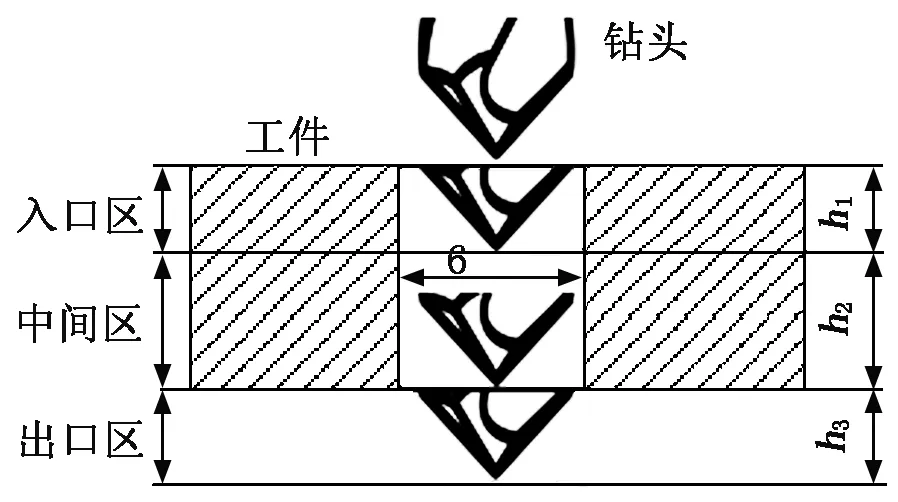
圖3 鉆孔過程三個階段
由于鉆孔過程中,手部不會單獨在z方向發(fā)生抖動,主要是x、y方向上的抖動引起z方向的位移變化,因而對z方向所采集的抖動數(shù)據(jù)不作分析。圖4為兩種鉆頭加工時手部在x、y方向的抖動與鉆孔深度之間的關(guān)系。
由圖4可以看出:三尖鉆的抖動劇烈程度明顯大于麻花鉆;且兩種鉆頭在三個區(qū)域的抖動均表現(xiàn)為入口區(qū)抖動最劇烈,中間區(qū)、出口區(qū)抖動較小。在入口區(qū),當麻花鉆剛開始加工時,接觸區(qū)域只為橫刃,導致定心不穩(wěn),并且主切削刃部分參與切削,所以鉆頭不穩(wěn)容易引起手部抖動;三尖鉆只有一個鉆尖參與加工,導致定心不穩(wěn),所以手部抖動劇烈。進入中間穩(wěn)定區(qū),麻花鉆主切削刃全部參與加工,而且鉆孔形成一個天然套筒,手部抖動減小;三尖鉆三個鉆尖全部接觸工件,保證了鉆頭的穩(wěn)定性,手部抖動減小。出口區(qū)中,麻花鉆相對于中間區(qū)抖動沒有明顯變化,這是因為雖然麻花鉆主切削刃開始切出工件,會引起進給量變大,但麻花鉆的錐形鉆尖具有維穩(wěn)性,所以抖動無明顯變化;然而三尖鉆抖動卻有明顯變大趨勢,這是因為最長鉆尖開始切出工件,降低了鉆頭穩(wěn)定性,同時兩短尖承受了主要的切削力,進給量變大,兩短尖卻不能很好地保證鉆頭的穩(wěn)定性,所以抖動隨之變大。通過兩種鉆頭鉆孔過程的抖動程度對比分析,得出麻花鉆抖動較小,鉆孔過程更加平穩(wěn)。
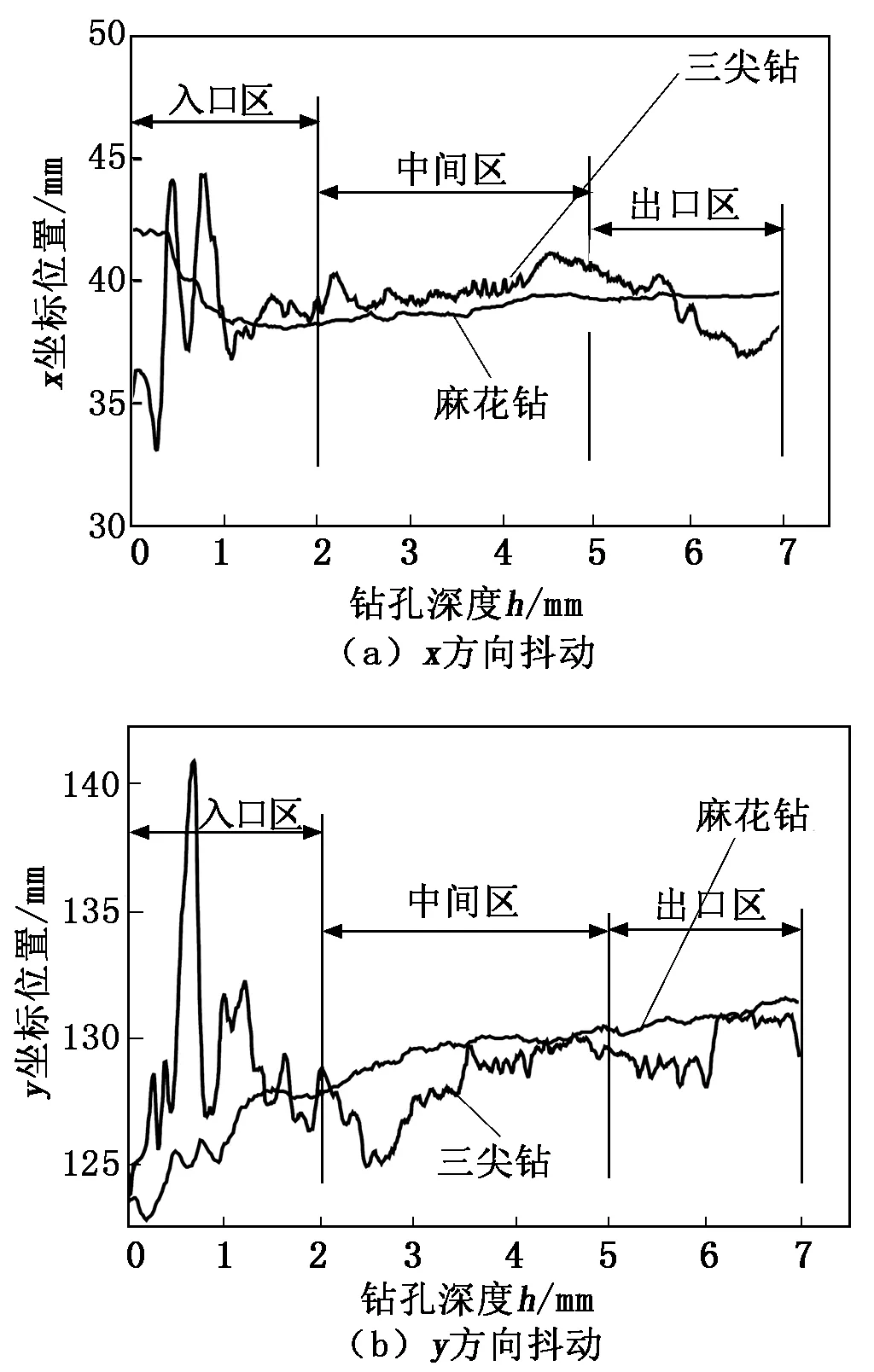
圖4 兩種鉆頭在x、y方向的抖動與鉆孔深度的關(guān)系
2.2 切削力分析
圖5為兩種鉆頭在鉆孔過程中x、y方向切削力的變化。由圖5可以看出:在整個鉆孔過程中,麻花鉆x、y方向的切削力變化幅度均小于三尖鉆。這與鉆頭抖動趨勢較為吻合,可以認為三尖鉆鉆孔加工過程抖動更為劇烈,導致鉆頭與孔壁摩擦嚴重,在x、y方向的切削力更大。
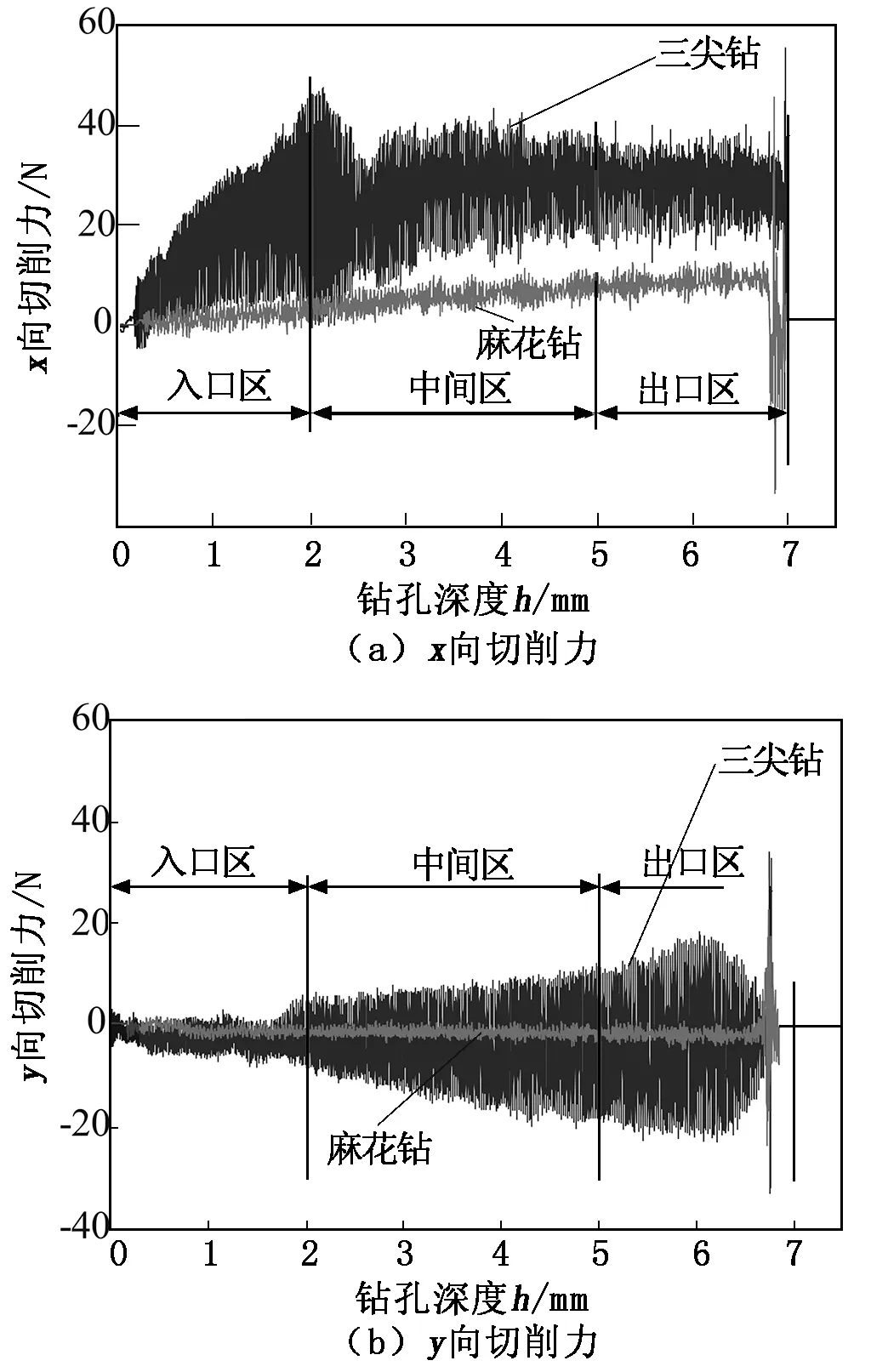
圖5 兩種鉆頭在x、y方向切削力的變化
2.3 切削溫度分析
CFRP材料導熱性差,因此在加工過程中容易產(chǎn)生高溫,使碳纖維材料產(chǎn)生燒傷、熱分解等缺陷。本文采用德國歐普士生產(chǎn)的Optris PI 160紅外熱成像儀對加工過程中的溫度變化數(shù)據(jù)進行采集,如圖6所示。兩種鉆頭在鉆孔過程中的溫度與鉆孔深度之間的關(guān)系如圖7所示。
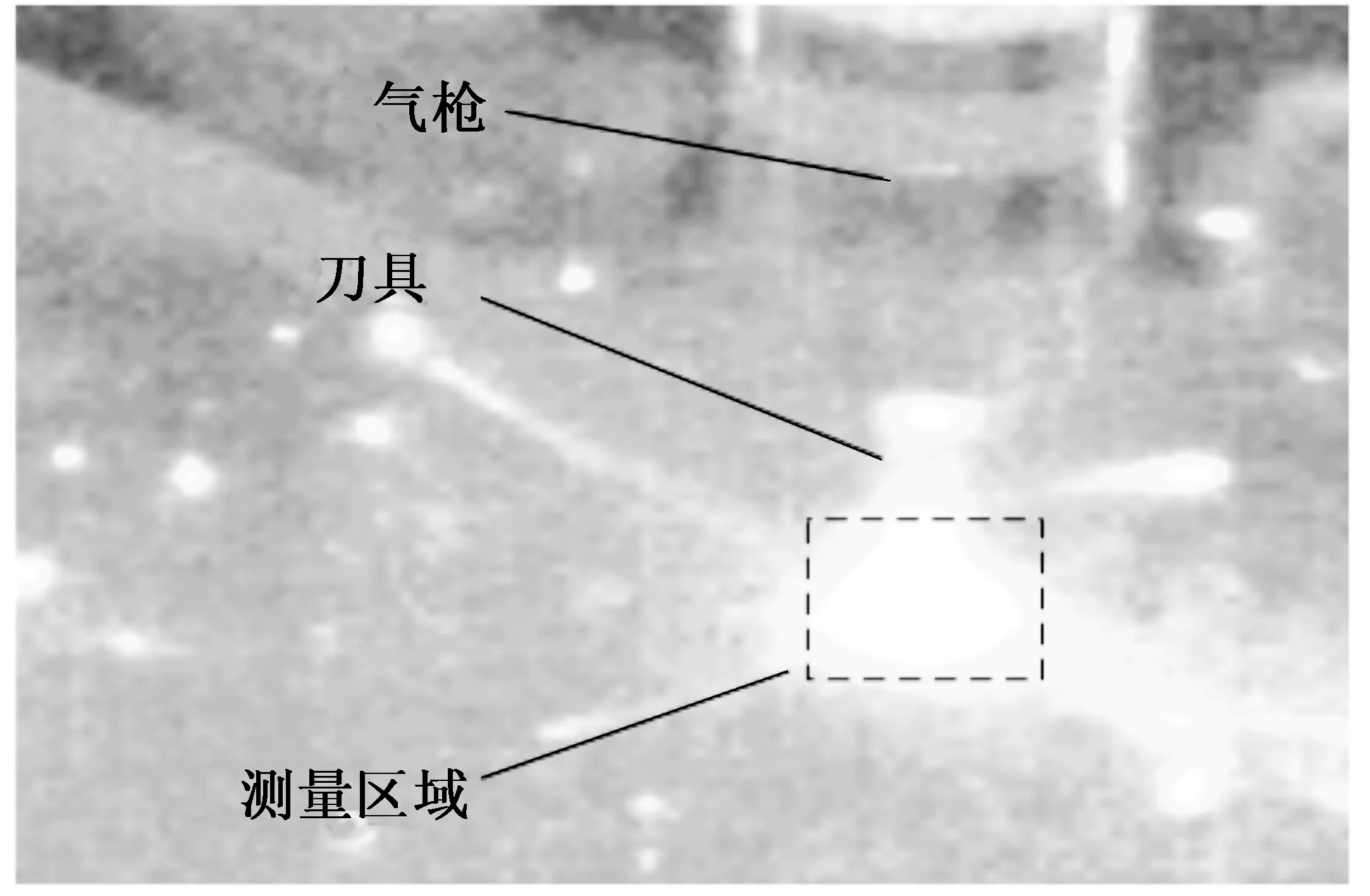
圖6 加工過程中的溫度采集
由圖7 可知:在刀具開始切入工件時溫度快速上升,隨著刀具完全切入工件溫度上升速度變緩,加工完成后溫度逐漸趨于室溫;入口區(qū)刀具開始接觸工件,手部抖動比較劇烈,溫度以較快速度開始上升;進入中間區(qū)后,手部抖動減緩,切削溫度上升速度變緩;出口區(qū)中,兩種刀具切削溫度繼續(xù)緩慢上升至鉆削結(jié)束。整個加工過程中麻花鉆的制孔溫度小于三尖鉆,這是因為鉆孔過程中麻花鉆抖動更小,切削力變化更平穩(wěn),刀具與工件的切削摩擦力較小,沒有與孔壁產(chǎn)生劇烈的摩擦,所以產(chǎn)生的切削溫度也更低。
2.4 制孔質(zhì)量
同一氣壓條件下兩種鉆頭的孔入口質(zhì)量如圖8所示,孔出口質(zhì)量如圖9 所示。
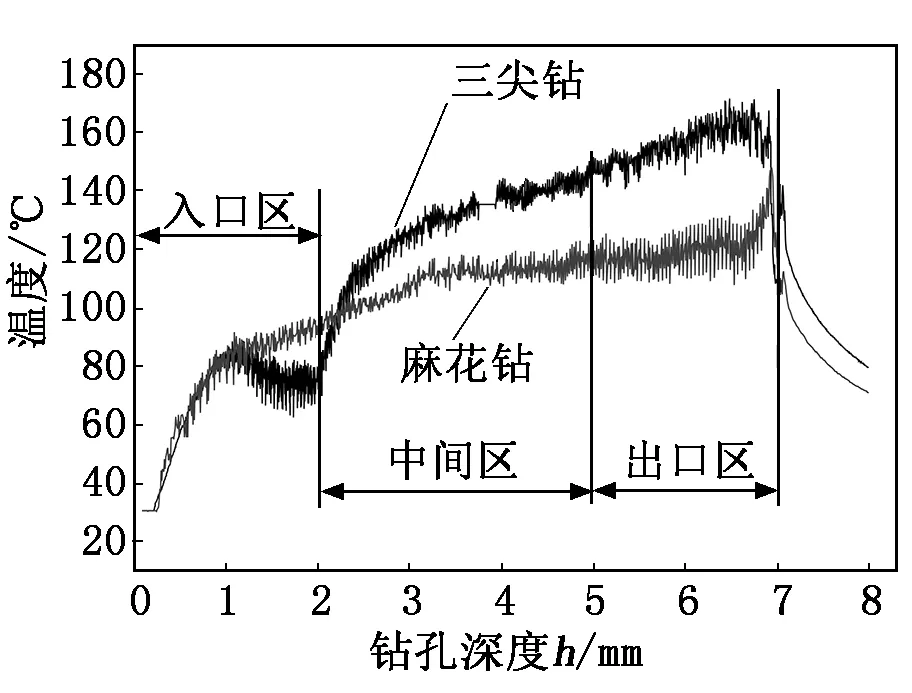
圖7 鉆孔過程中的溫度與鉆孔深度之間的關(guān)系
由圖8可以看出:三尖鉆孔入口處圓度低、剝離嚴重,入口質(zhì)量差;麻花鉆孔入口處圓度更好,沒有明顯剝離,入口質(zhì)量較好。
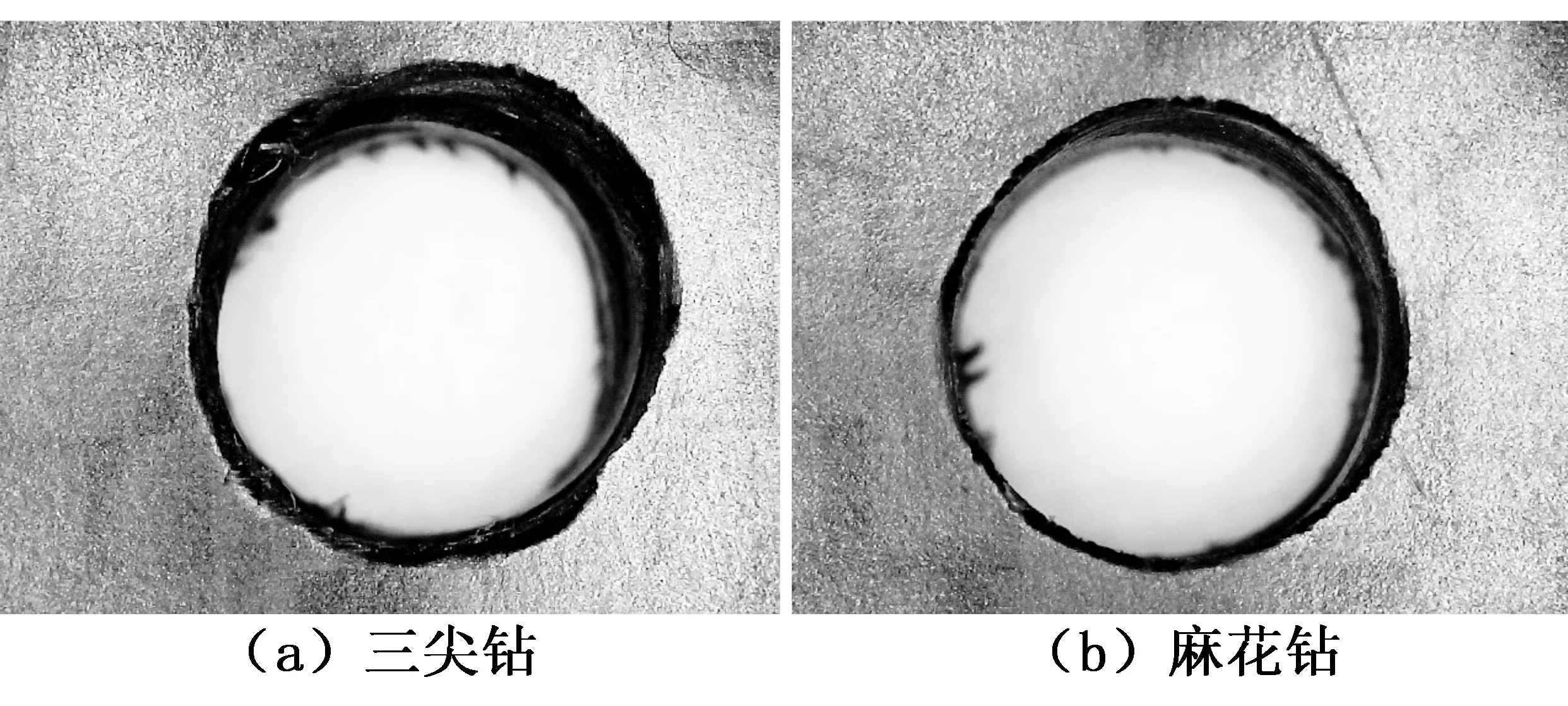
圖8 同一氣壓條件下兩種鉆頭的孔入口質(zhì)量
由圖9可以看出:三尖鉆孔出口處撕裂長度大于麻花鉆,并且撕裂嚴重。

圖9 同一氣壓條件下兩種鉆頭的孔出口質(zhì)量
3 結(jié)論
(1) 在同樣的加工參數(shù)下,麻花鉆的手部抖動、切削力和切削溫度均小于三尖鉆。
(2) 相比三尖鉆,麻花鉆的入口毛刺、出口毛刺更少,制孔質(zhì)量更好,更適合CFRP人工手動鉆孔。