飛機蒙皮錘鉚參數優化方法研究*
2020-05-18 09:11:10魯墨武殷思羽姜春英康玉祥
機械工程與自動化 2020年2期
魯墨武,殷思羽,姜春英,康玉祥
(沈陽航空航天大學 機電工程學院,遼寧 沈陽 110136)
0 引言
飛機裝配技術中,飛機蒙皮裝配大多采用鉚接連接方式,因此提高鉚接質量是航空制造技術必然的發展趨勢。在現代飛機鉚接技術中,通常采用人工錘鉚,受鉚接件結構的約束,一般采用反鉚法[1]。
目前針對鉚接工藝的研究,主要集中在鉚接工藝參數的選擇與優化。DeRijck等[2]研究了壓鉚力和鐓頭尺寸之間的關系, Cheraghi等[3]研究了鉚接工藝參數對鉚接質量的影響,陳彥海等[4]研究了鉚槍輸入氣壓和錘鉚時間與鉚釘鐓頭尺寸的關系。經查閱大量文獻發現:國內外學者對影響鉚接質量的工藝參數做了大量的研究,然而對鉚接工藝參數多目標優化方面還少有研究。本文針對雙機器人自動反鉚設備進行研究,結合ABAQUS軟件,基于BP神經網絡的適應度函數,采用PSO算法進行工藝參數優化,并進行了仿真和實驗驗證。
1 ABAQUS仿真獲得樣本數據
通過自動錘鉚工藝分析,本文對飛機蒙皮自動錘鉚系統進行簡化[5],如圖1所示,自動反鉚過程中活塞受氣壓p的作用,以速度v0撞擊鉚槍沖錘,沖錘受力錘打鉚釘頭,同時頂鐵頂住鉚釘桿并以一定的速度向鉚槍方向移動一定的距離。
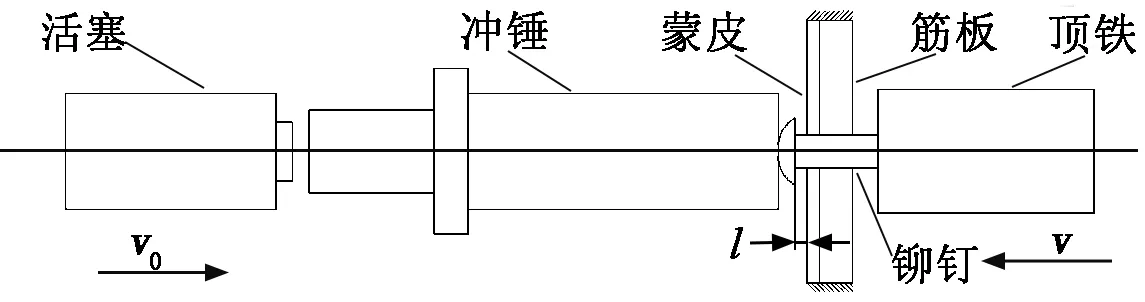
圖1 自動反鉚系統
本文采用ABAQUS/Explicit求解器,建立有限元分析模型,如圖2所示,并使用Python語言對ABAQUS軟件進行二次開發,建立錘鉚循環仿真程序,詳見文獻[4]。
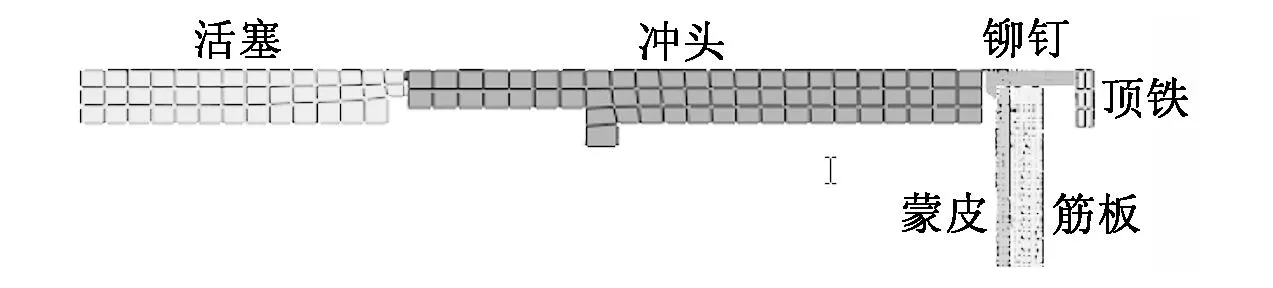
圖2 有限元仿真模型
由于錘鉚力由鉚槍輸入氣壓p決定,因此,根據以上仿真分析模型,以鉚槍輸入氣壓p、鉚釘頭內端面到蒙皮間距l、沖錘次數i為輸入參數進行有限元分析。根據文獻[6]可知,工藝試驗用到的鉚槍在不同氣壓下獲得其相對的瞬時錘鉚力和活塞速度,如表1所示。
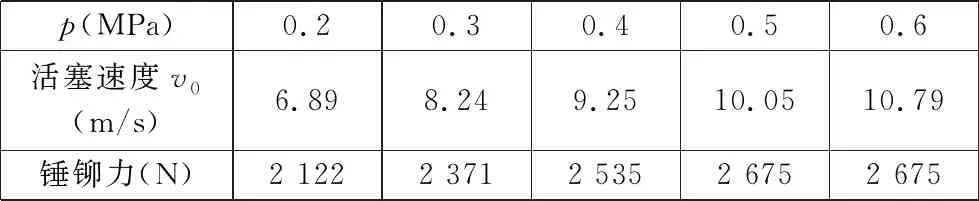
表1 不同氣壓下鉚釘瞬時錘鉚力和活塞速度
采用表1所示的輸入氣壓,對有限元模型進行分析。氣壓為0.5 MPa,鉚釘頭內端面到蒙皮間距離為0 mm時,不同沖擊次數i下的局部鉚釘蒙皮變形圖如圖3所示。最終獲得60組數據,部分數據如表2所示。表2中,D為鉚釘頭直徑,Δ為蒙皮翹曲間隙。以這60組數據作為參數優化的樣本數據。
2 工藝參數優化
將仿真分析獲得的60組數據作為工藝參數優化的樣本數據,構建基于BP神經網絡的適應度函數,采用粒子群優化算法(Particle Swarm Optimization,PSO)對鉚接工藝參數進行優化。
2.1 BP適應度函數建立
本文以鉚釘頭直徑D和蒙皮翹曲間隙Δ為鉚接質量評價指標,按照航空工業標準HB-Z2233-2003《飛機裝配工藝》,鐓頭的尺寸要求如式(1)和式(2)所示:
D=(1.5±0.1)d.
(1)
H=0.4d.
(2)
其中:H為鉚釘鐓頭高度的最小允許值;d為鉚釘直徑。通過計算和查找相關資料得出本文鉚接質量標準如式(3)所示:
(3)
公式(3)表明:D越接近6 mm,且Δ越小,鉚接效果越好,質量越高。
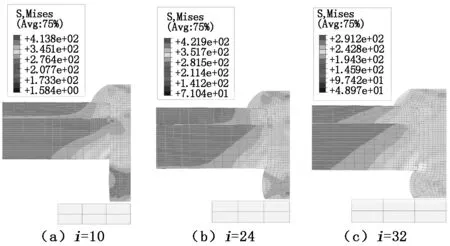
圖3 不同沖擊次數i時的蒙皮、鉚釘變形圖
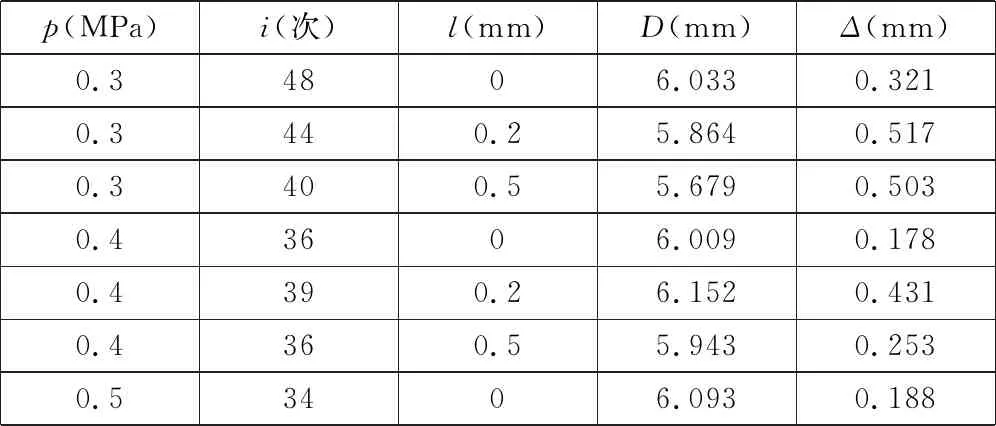
表2 部分仿真分析結果
通過前文的分析,建立了D和Δ關于其影響因素(鉚槍輸入氣壓p、沖錘次數i、鉚釘頭內端面到蒙皮間距離l)的函數關系如下:
D(x)=f1(p,i,l).
(4)
Δ(x)=f2(p,i,l).
(5)
鉚接工藝參數優化的過程可視為公式(4)和公式(5)同步優化求解的過程,因此,根據質量評價指標設計如式(6)所示的目標優化函數:
F(x)=min((D-6)2+Δ2)2.
(6)
式(6)為多變量非線性函數,很難找到具體的數學函數模型對其進行分析。因此,借助BP神經網絡的非線性數據擬合能力,建立以鉚槍輸入氣壓p、沖錘次數i、鉚釘頭內端面到蒙皮間距離l為輸入,以公式(6)優化目標所計算的結果為輸出的網絡模型,對所仿真的樣本數據進行訓練。
本文選取3層BP神經網絡對樣本數據進行訓練,其中輸入層、中間層、輸出層的神經元個數分別為3、10、1。學習率為0.1。在60組樣本數據中,隨機選取50組進行訓練,其余10組樣本對結果進行驗證,驗證結果如圖4所示,圖4中各點處為預測值和實際值。圖5為BP神經網絡的預測誤差分析圖,結果顯示預測相對誤差在±0.8%的范圍內,說明擬合精度較高,效果較好,滿足本文要求。
2.2 PSO優化算法
PSO算法是一種基于種群的隨機搜索算法,具有操作簡單、搜索效率高和收斂速度快等優點[7]。
PSO算法采用一群粒子對應優化問題的解,每個粒子的特征用速度、位置和適應度三個指標表示。粒子通過更新自身的速度和位置來搜索求解空間中適應度最優的位置,從而實現最優解的全局搜索[8]。
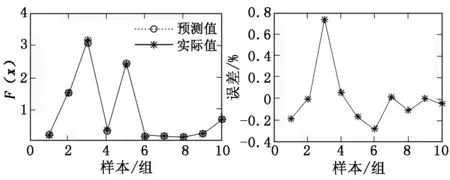
圖4BP神經網絡預測結果圖5BP神經網絡預測誤差
PSO算法優化流程如圖6所示。
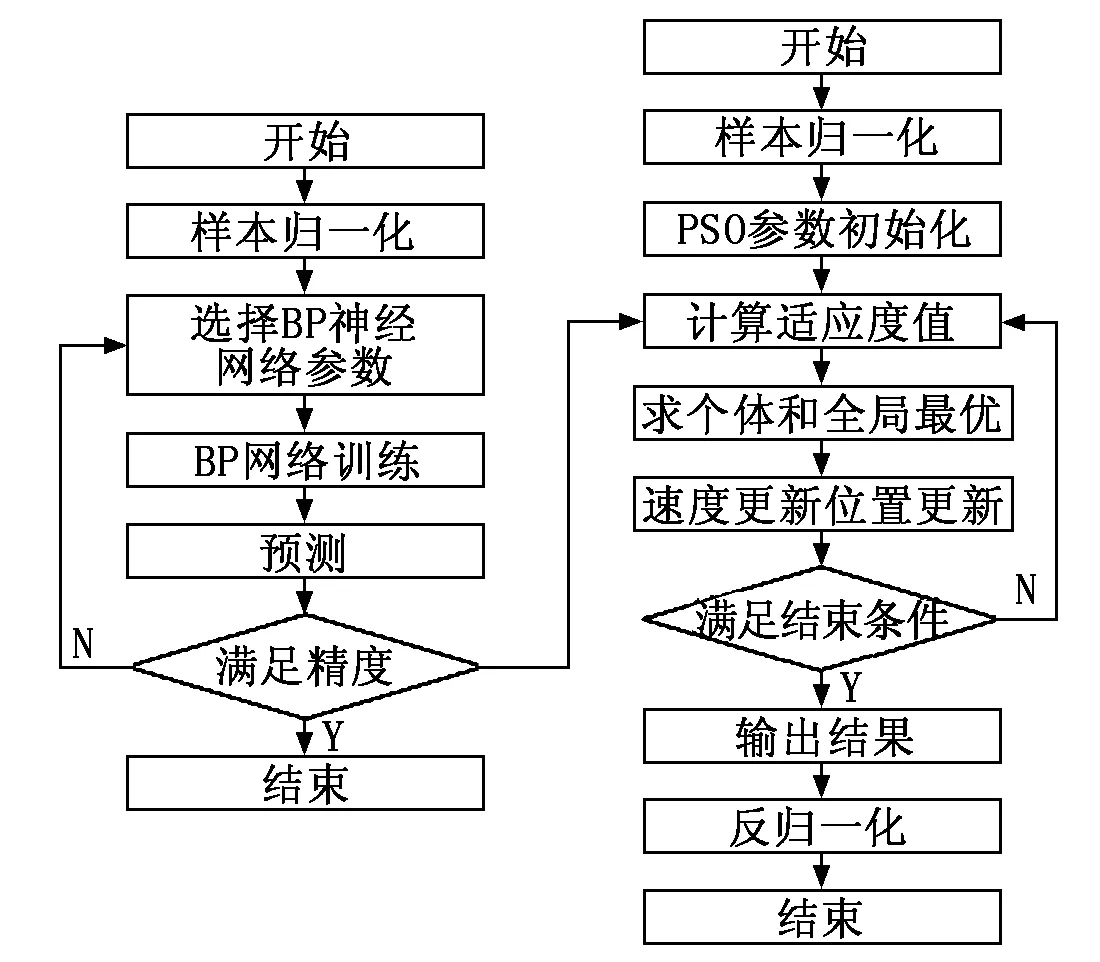
圖 6 PSO算法優化流程圖
以所訓練的BP神經網絡模型為PSO算法適應度的函數,對式(6)進行優化求解。選擇PSO算法的訓練次數為100次, 訓練適應度值如圖7所示,迭代20次即達到最優。鉚接優化后,鉚槍輸入氣壓、沖錘次數、鉚釘頭內端面到蒙皮間距離分別為0.4 MPa、36次和0.1 mm。應用優化結果,得其仿真后的優化模型如圖8所示,鐓頭直徑D為6.003 mm,高度H為1.775 mm,蒙皮與筋板間最大間隙Δ為0.166 mm。
根據公式(3),采用優化獲得的仿真結果與理論值相比較,鐓頭直徑D誤差為0.003 mm,鉚釘鐓頭高度H大于最小值,蒙皮到筋板間間隙Δ小于最大允許值。因此,表明PSO算法優化獲得的最優工藝參數滿足工藝要求。
3 錘鉚實驗
3.1 雙機器人錘鉚實驗
錘鉚實驗在雙機器人自動鉚接實驗平臺上進行,該實驗平臺由兩個對稱形式的三自由度移動機器人組成。一臺機器人的末端設置頂鐵,頂住鉚釘桿,另一臺機器人末端設置鉚槍,雙機器人協調工作,可實現平面自動鉚接功能。
3.2 實驗結果及分析
通過調節調壓閥,將鉚槍的輸入氣壓調整為0.4 MPa,根據0.4 MPa時鉚槍的沖擊頻率,設置鉚槍的沖擊時間為1.49 s,沖錘沖擊次數達36次。由于仿真及實驗用筋板厚度為4.5 mm,蒙皮厚度為1 mm,鉚釘桿長度為10 mm,上文對最優工藝參數仿真獲得的鉚釘鐓頭高度H為1.775 mm,表明鉚釘桿形成鐓頭后長度減小了2.725 mm,因此,設置頂鐵移動距離為2.7 mm,鉚釘頭內端面到蒙皮間距離l為0 mm。進行錘鉚實驗,共錘鉚10個鉚釘,圖9和圖10為鉚釘和蒙皮的變形圖。
使用三坐標測量儀對鉚釘鐓頭直徑D和高度H進行測量;使用激光位移傳感器選取多點對鉚釘頭周圍蒙皮凸出距離進行測量,取最大測量值。實驗測量結果如表3所示。
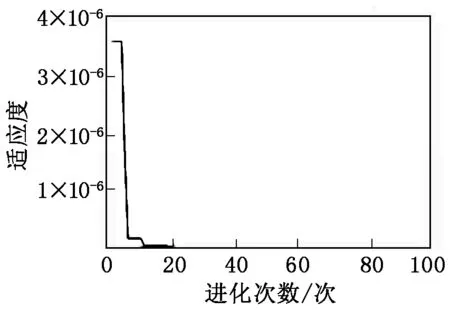
圖7 函數適應度曲線

圖8 錘鉚局部仿真變形模型

圖9 鉚釘鐓頭變形

圖10 鉚接蒙皮變形
測得10組鉚釘鐓頭平均直徑為6.098 mm,平均高度為1.842 mm。蒙皮的平均最大凸出量為0.182 mm。對比鉚釘鐓頭實驗值與仿真值得出:鉚釘直徑絕對誤差為0.095 mm, 高度絕對誤差為0.067 mm,蒙皮最
大凸出量的絕對誤差為0.016 mm,三者誤差均不大,鉚釘鐓頭尺寸達到變形要求,鉚接合格。實驗結果驗證了優化模型的有效性。
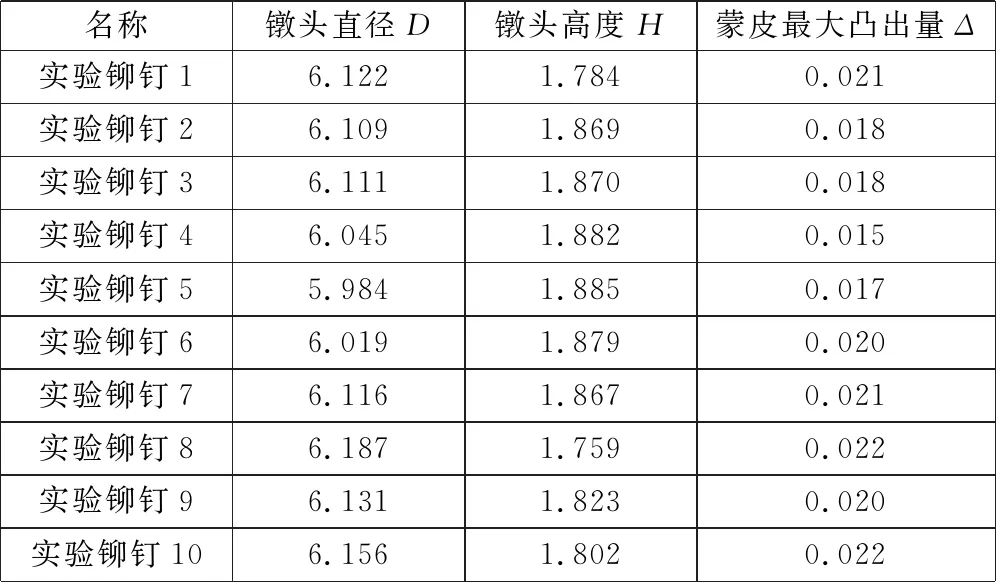
表3 實驗測量結果 mm
4 結論
建立了基于BP神經網絡的適應度函數,采用PSO算法,對ABAQUS仿真分析獲得的60組樣本數據進行參數優化,獲得了最優工藝參數。基于雙機器人錘鉚實驗平臺進行錘鉚實驗,驗證了優化的工藝參數能夠實現較好的鉚接質量,可為錘鉚工藝參數優化提供一種新的思路,具有一定的推廣價值。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55