復合材料長桁機械成型工藝
2020-05-19 03:58:34馬開維文友誼朱佳強段躍新
宇航材料工藝 2020年2期
馬開維 李 博 文友誼 朱佳強 段躍新
(1 成都飛機工業(集團)有限責任公司,成都 610092)
(2 北京航空航天大學材料科學與工程學院,北京 100191)
0 引言
在現代機翼中,桁架因為承受機翼彎矩引起的軸向力而參與機翼的總體受力,是縱向骨架中的重要受力部件之一。復合材料因為質輕以及高比強度比模量的優點成為航空領域主要的承載結構,從而使得復合材料在航空領域的應用越來越廣泛[1]。
復合材料長桁結構的成型過程中,由于結構復雜,且存在較多角度突變區域及一定曲率,傳統上采用手工鋪層,其過程是將預浸料手工逐層鋪貼于彎曲模具型面上,鋪層時加熱軟化以增加預浸料的粘性,同時注意趕走層間氣泡,保證層間密實,最后在熱壓罐內固化成型。但由于手工鋪層效率低、成型質量不穩定等缺點,促使復合材料長桁零件成型朝著機械化自動化方向發展。自動鋪帶和自動鋪絲等工藝的出現和廣泛應用極大地推動了復合材料機械成型制造技術的發展[2],從原材料制備方面提高了制備效率;而自動化制造技術的發展又極大提高了生產效率和質量,比如熱隔膜成型[3]等自動化成型方式可以在保證成型質量的前提下提高加工效率20多倍。
目前國外以波音和空客為首的大型飛機制造商已經開展了機翼長桁的自動化生產,這種機械變形成型工藝首先利用自動鋪帶技術將預浸料鋪貼成平板,然后隨著機械運動帶動層合板隨形到一定形狀的模具上,最后固化得到制件成品[4]。在平板屈曲時易產生纖維的褶皺和斷裂,因此控制合適的成型工藝參數才能提高制件質量。對于復合材料鋪層成型時工藝參數的影響,國內外已有眾多研究:熱隔膜成型中H.E Elgmel 等人[5]通過表征隔膜形變與壓力的關系,分析了壓力對成型質量的變化規律;S.G.Pantelakis[6]則發現在一定壓力范圍內壓力值與固化質量呈現正相關,但很容易產生尺寸偏差及纖維淤積的現象;文瓊華[7]研究了溫度對預浸料層間黏附性及預浸料與模具間的黏附性的影響。T.G.Gutowski等人[8]提出雙隔膜成型工藝中熱塑和熱固復合材料層壓板起皺是失效的主要原因。對比熱固性復合材料起皺的實驗現象和基本定律發現通過對理想運動的假設及對制件尺寸變化的限制,實驗結果與基本定律基本吻合。H.B.Ning 等人[9]提出了單隔膜成型過程中厚度方向上的溫度梯度可能會引入殘余應力,從而降低機械性能或使得零件翹曲,加工過程中通過厚度調查溫度曲線可以提高單隔膜成型中復合零件的質量。SUN Jing 等人[10]研究了雙膜片對C 型結構的碳纖維/環氧樹脂基預浸料層壓板進行成型的機理,建立了一個成型測試系統來評估預浸料層合板在不同溫度下的層間滑移摩擦阻力。
雖然國外先進航空企業已發展出了較為成熟的熱隔膜預成型工藝技術和機械化成型技術,但國內對復合材料長桁成型工藝應用僅停留在實驗室研究階段,在生產應用上尚沒有成熟的長桁結構自動化成型設備,在工藝研究上仍缺乏系統性。
本文利用自制的長桁結構機械成型載荷測試系統,通過研究預成型速率、預成型溫度、鋪層結構等工藝參數對于預成型件厚度均勻性以及纖維變形程度的影響,優選出合適的工藝參數,并探究出一套長桁機械變形成型工藝的質量表征技術。
1 實驗
1.1 自研成型載荷測試系統
基于自制復合材料L型長桁自動化成型機,研制出成型載荷測試系統,圖1為系統的設計原理圖,該系統能實現以下功能。
(1)能夠設定機械預成型溫度加熱層合板,溫度范圍符合預成型工藝要求。
(2)機械系統連接計算機實時控制預成型速率。
(3)與力學試驗機相連能實時采集成型載荷的數據。
(4)在機械下壓成型過程中,機械壓頭下壓運動不會改變成型間距。
(5)預成型結束后利用搭載的烘箱實現對預成型體的加熱固化。
基于系統的設計原理可知,鋪層結構相同時,同種預浸料制件的纖維體積分數由成型間距決定。其理論值計算公式為:

式中,V為纖維體積分數,n為預浸料層疊板鋪層層數,w為預浸料碳纖維面密度,h為成型間距。
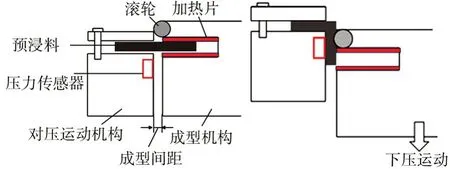
圖1 設備設計示意圖Fig.1 Sketch of equipment design
1.2 實驗材料
預浸料為美國Cytec公司生產,型號規格X850,樹脂質量分數為32%~33%,纖維面密度184 g/m2,預浸料面密度為273 g/m2,預浸料單層厚度約為0.212 mm。
1.3 預浸料樹脂體系性能測試
合理的成型溫度范圍尤為關鍵,因此采用Bohlin Instrument 公司生產的Gemini 旋轉流變儀對預浸料中樹脂流變特性進行了測試。測試采用應力控制模式(stress control),頻率為1 Hz,應力為10 Pa,升溫速率為5 ℃/min。
1.4 樣品制備
1.4.1 鋪層方向及各部分名稱
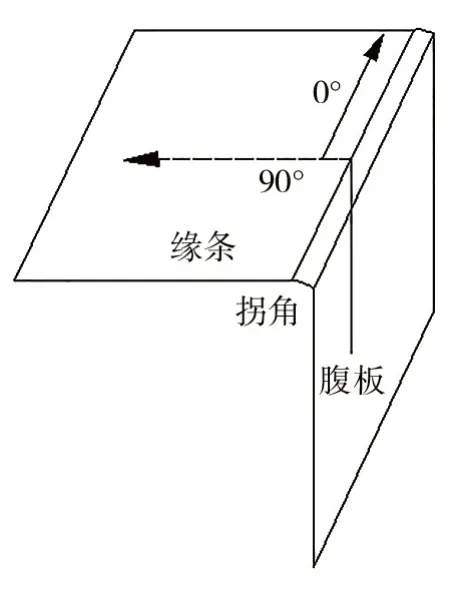
圖2 L型制件鋪層方向示意圖Fig.2 Diagram of parts’ply orientation
如圖2所示。預浸料纖維方向沿L-型件虛線箭頭方向的為90°鋪層;沿L-型件實線箭頭所示為0°鋪層。對于設備成形的制件,緣條部分為設備蓋板預壓實固定部分,腹板為下壓頭成形部分。
1.4.2 層疊板制備
使用L 型自動鋪帶機在工作臺上鋪貼60 mm×30 mm 的預浸料層疊版,按照要求選取緣條部分尺寸,在等截面成型測試載荷測試夾具安裝完畢后進行試驗。
預制體固化工藝:預固化即在完成預成型后,成型裝置保持最終狀態,外置烘箱加熱至180 ℃并保溫,時間為30 min,以保留預成型制件的原始狀態,方便后續觀察。
1.5 制件質量表征
(1)金相表征:采用光學顯微鏡對固化后的L-型制件的腹板和拐角處橫截面金相試樣進行觀察并拍照。
(2)纖維體積分數及孔隙率計算:按照GB/T3365—2008[11],利用金相照片以及Sisc IAS 分析軟件計算固化L-型制件的纖維體積分數以及孔隙率。每個試樣選取10 組的500 倍觀測面內無孔隙的顯微放大金相照片,進行纖維體積分數測量。計算孔隙率時,每根試樣至少選取5個點進行拍照測量。
(3)預成型體纖維變形量:選取各制件不同區域下的500 倍金相照片,使用image-pro plus 分別計算0°及45°方向纖維的平均截面積。將各制件0°方向纖維的平均截面積中的最小值作為纖維0°方向的實際截面積S0,通過45°方向纖維平均截面積與S0的比值計算45°方向纖維的實際取向,通過比較同一制件不同區域的纖維取向,判斷纖維是否發生偏轉變形及變形程度。
2 工藝參數研究
使用自制的等截面成型載荷測試夾具進行機械成型,以[90°/45°/0°/-45°]2s鋪層方式進行鋪層,在92、97 以及113 ℃預成型溫度下,分別采用1、3、5 及7 mm/min 的預成型速率和2.99 mm 成型間距下進行機械預成型。完成預制體固化后,對成型制件的質量從兩方面分析:宏觀上,由于成型制件在夾具上緣條和腹板部位厚度均相同,僅針對制件拐角厚度進行宏觀狀態上的比較;微觀上通過金相分析研究制件腹板及拐角的纖維體積分數和孔隙率,以及制件腹板45°方向鋪層纖維的變形。
2.1 流變測試
預浸料體系的樹脂溫度-黏度曲線如圖3所示。選取三個溫度點,分別為92、97 及113 ℃,黏度分別為527、358 及153 Pa·s,黏度基本在預浸料體系所選取黏度的范圍內。
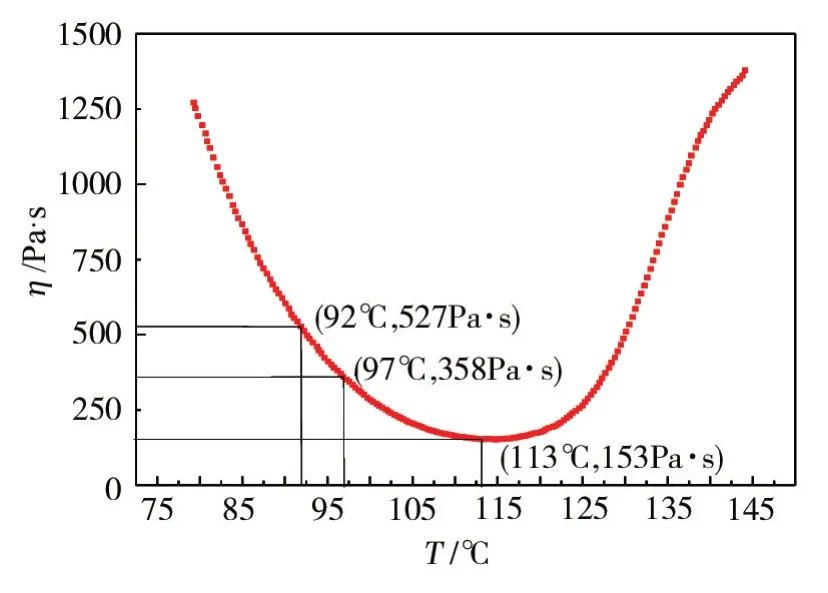
圖3 樹脂流變曲線Fig.3 Rheologic curve of resin
2.2 拐角厚度
預成型制件腹板拐角厚度沿其半徑方向是不等的,各制件所取點不在同一位置容易造成人工誤差。因此,為了盡量消除拐角厚度測量過程中容易產生的人工誤差,利用成型制件作為固化模具,以低溫固化樹脂固化一個輔助測量斜塊,如圖4所示。
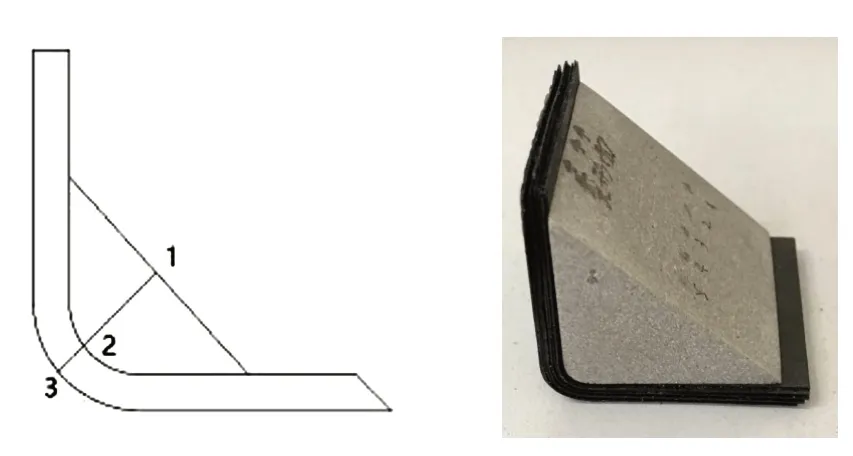
圖4 拐角厚度測量方式示意圖Fig.4 Measurement method for corner thickness
測量時,斜塊與成型制件完全貼合,采用非球面千分尺進行測量,這時測量方向(圖4中的線13)與斜塊平面垂直,從而保證測量不同制件時測量方向偏離厚度方向的程度相同,同時在斜塊平面上沿寬度方向上的一條直線(點1 所在直線)等距標記5 個點作為測量點,保證測量不同成型制件時測量點一致,基本消除測量過程中產生的人工誤差,保證測量結果之間的可比性。如圖4所示,測量時先測量5 個標記點位置斜塊的厚度ha并記錄,然后測量各成型制件5 個標記點位置斜塊與制件的總厚度Ha并記錄,通過式(2)計算得到制件拐角厚度的平均值。
式中,a代表測量點編號,為制件拐角厚度平均值,b表示不同成型條件。所得結果如圖5所示。
在92 ℃預成型溫度下,制件拐角厚度變化率隨成型速率的增大而增大,而在97 及113 ℃預成型溫度下,制件拐角厚度變化率先增大后減小。同時,較高的預成型溫度有利于保持制件拐角厚度的均勻。
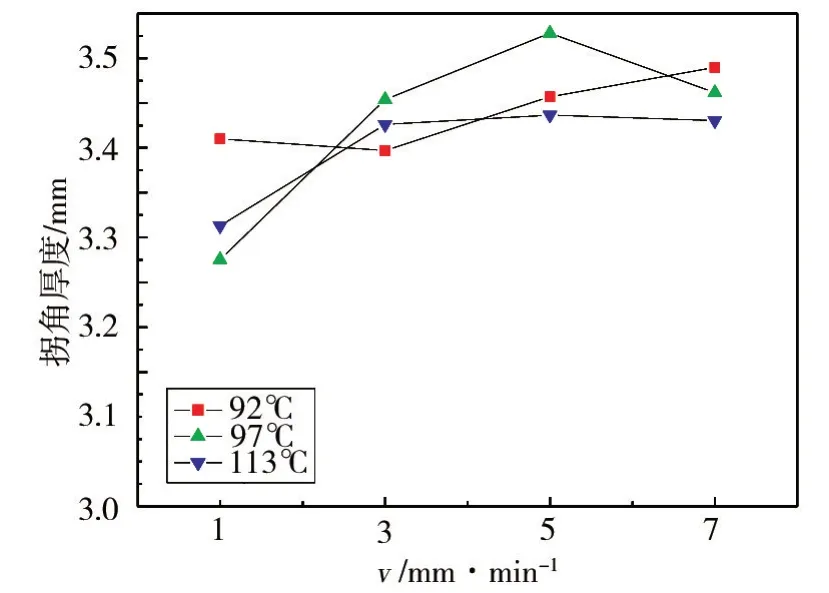
圖5 拐角厚度變化率Fig.5 Thickness variation of corner
2.3 金相分析
圖6、圖7為92 ℃各速率下成型的L-型制件腹板和拐角金相圖片,97和103 ℃也是如此。
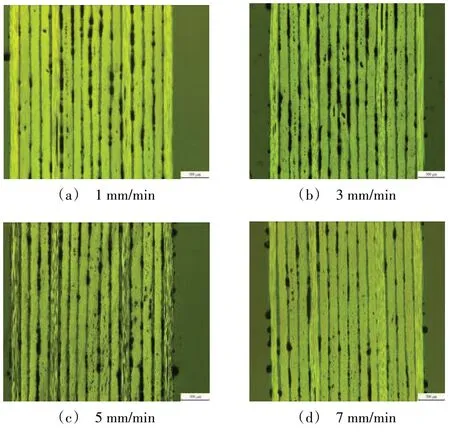
圖6 92 ℃成型制件腹板金相照片 25×Fig.6 Metallographic micrographs of the web of parts preformed under 92 ℃
在采用相同的成型間距的條件下,不同預成型溫度及速率的制件腹板體現出一致的狀態:層間樹脂層較厚,存在大量缺陷,均勻分散且面積較大,而層內則不均勻地分布著面積較小的點狀缺陷。
通過Sisc IAS 軟件分析制件腹板及拐角的孔隙率和纖維體積分數,如圖8及圖9所示。
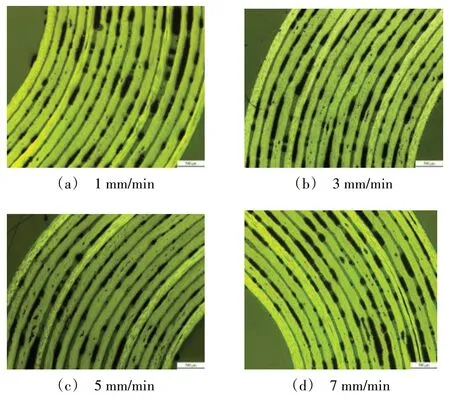
圖7 92 ℃成型制件拐角金相照片 25×Fig.7 Metallographic micrographs of the corner of parts preformed under 92 ℃
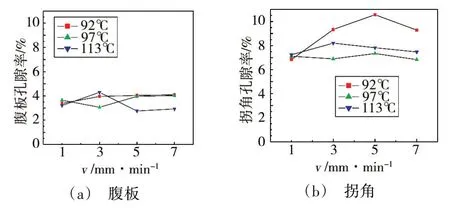
圖8 不同預成型溫度及速率下L-型制件孔隙率Fig.8 Void contents of the web and the corner of parts preformed under diverse forming temperatures and rates
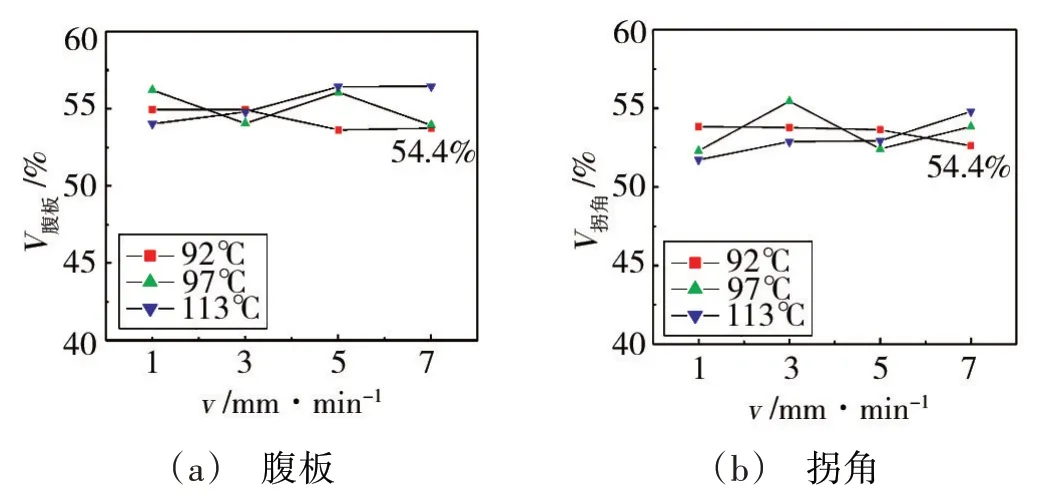
圖9 不同預成型溫度及速率下L-型制件纖維體積分數Fig.9 Fiber volume content of the web and the corner of parts preformed under diverse forming temperatures and rates
可以從圖8(a)中看到92 ℃以及97 ℃下,隨預成型速率增大,腹板孔隙率增大。而高溫下,樹脂松弛時間較短,較高速率下也能觀察到高聚物的變形,同時高速率下下壓頭對制件腹板壓力更大,有利于層疊板的壓實以及孔隙的排出,113 ℃下,隨預成型速率增大,腹板孔隙率呈先增大后減小的規律,1~3 mm/min 預成型速率時,松弛時間對孔隙率的影響要大于預成型速率造成的壓力的影響,3~7 mm/min 時,后者影響則要大于前者。綜合來看,可以發現,在所有成型條件下,制件腹板的孔隙率在2.5%~4%,說明在固定成型間距的條件下,預成型溫度以及預成型速率對于腹板孔隙率的影響不大。
如圖8(b)所示,92 ℃預成型溫度下,預成型速率在1~5 mm/min 時,制件拐角孔隙率隨預成型速率上升而增大,預成型速率在5~7 mm/min時,制件拐角孔隙率減小,說明對制件拐角而言,預成型速率造成的壓力變化對于制件拐角的影響要大于對制件腹板的影響,在預成型速率為5~7 mm/min時,其影響超過了松弛時間的影響,這一現象在97 ℃時也相同。而在113 ℃預成型溫度下,制件拐角孔隙率變化呈現與腹板相同的變化規律。對比溫度對于制件腹板孔隙率的影響,發現預成型溫度增高有利于孔隙的消除,這是由于預成型溫度增高使樹脂黏度減小,流動性增強,有利于氣泡的排出和孔隙的消除。
如圖9(a)所示,各預成型溫度下不同預成型速率制件的腹板纖維體積分數均在腹板理論纖維體積分數54.4%左右,預成型溫度及預成型速率對于腹板纖維體積分數的影響并不明顯。在92 以及97 ℃預成型溫度下,腹板纖維體積分數隨預成型速率增大呈下降趨勢,而在113 ℃預成型溫度下,制件腹板纖維體積分數隨預成型速率增大而增大,且溫度越高,腹板纖維體積分數越大,與腹板孔隙率的變化相對應。如圖9(b)所示,在各個成型條件下,制件拐角纖維體積分數均低于54.4%,變化幅度大于腹板纖維體積分數的變化。92 ℃預成型溫度下,制件拐角纖維體積分數隨預成型速率的增大而減小;113 ℃預成型溫度下,制件拐角纖維體積分數則隨預成型速率的增大而增大;97 ℃預成型溫度下制件拐角纖維體積分數的變化規律則不明顯,但大致呈隨預成型速率的增大而增大。
2.4 纖維變形
預成型制件腹板的預浸料鋪層在成型過程中經歷了機械折彎、壓實、層間滑移等過程,相比于制件拐角更容易發生纖維的偏轉變形,其中尤以45°方向纖維更易發生。因此,這一部分主要針對制件腹板的45°方向纖維的偏轉變形進行分析。
預浸料體系標稱纖維直徑為5 μm,其標稱橫截面積為19.63 μm2,統計各制件腹板兩個不同位置的0°方向纖維平均截面積,取統計結果中的實際最小值19.5 μm2為0°纖維方向的截面積。然后統計不同成型條件下制件同一放大倍數金相照片內45°方向鋪層近模側和遠模側兩個位置的平均纖維截面積,如圖10所示。所得平均橫截面積通過公式(3)計算纖維取向角度θ。

式中,S為45°方向鋪層平均纖維截面積,S0為纖維的橫截面面積。這里選取統計結果中的最小值19.5 μm2作為S0。
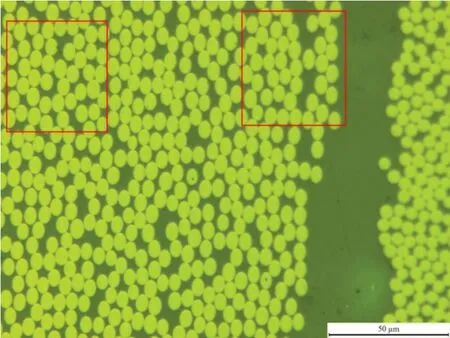
圖10 制件腹板45°方向鋪層金相照片 500×Fig.10 Metallographic micrographs of the web of parts
如圖11所示,對比同一成型條件下制件同一放大倍數金相照片內45°方向鋪層厚度方向兩側纖維取向角度發現,45°方向鋪層兩側纖維取向有明顯不同。這是由于在機械成型過程中,相鄰的鋪層會產生相對滑移,層與層之間的滑移會受到樹脂粘滯阻力的阻礙,粘滯阻力作用于鋪層表面纖維就會造成鋪層表面纖維沿剪切力方向發生偏轉變形。圖11所示45°方向鋪層右側靠近模具,左側靠近制件外表面,其鋪層纖維取向角度沿紅色箭頭方向變化,從左到中間再到右側纖維取向角度變化為49.22°、47.29°、45.36°。說明鋪層越靠近制件外表面,其所受剪切力越大,剪切力所造成的纖維偏轉變形越大。
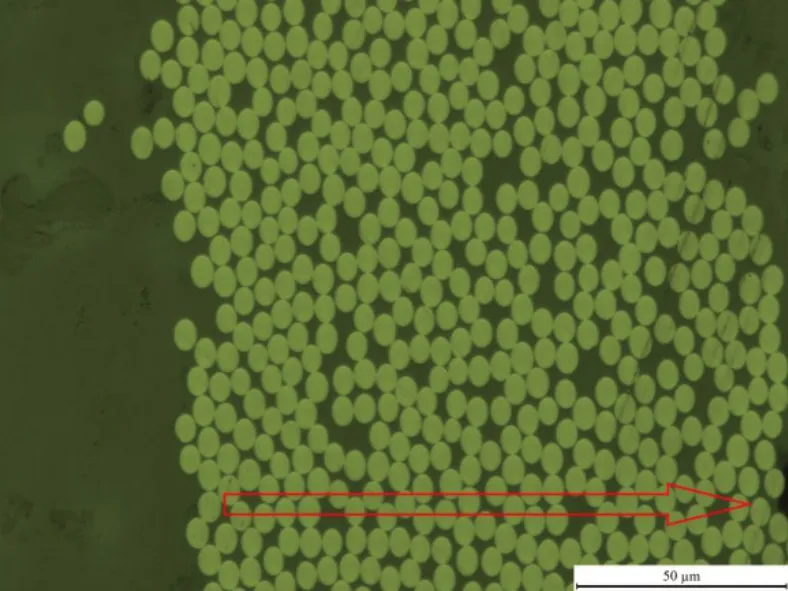
圖11 1 mm/min成型制件腹板45°方向鋪層金相照片 500×Fig.11 Metallographic micrographs of the web of parts forming preformed under 1 mm/min
從整體而言,92 ℃預成型溫度以及113 ℃預成型溫度所得制件腹板45°方向鋪層纖維變化程度要大于97 ℃預成型溫度下成型制件,說明樹脂黏度較高或較低都容易導致機械成型過程中45°方向鋪層纖維的偏轉變形。溫度變化主要影響樹脂黏度的變化,而樹脂黏度變化會造成層間滑移產生的剪切作用力以及樹脂對于鋪層內纖維束約束力的相應變化。當剪切作用力大于約束力時,纖維發生偏轉變形,相差程度越大,偏轉變形越嚴重。三個預成型溫度下,剪切作用力均大于約束力,因此都存在纖維的偏轉變形,但92 及113 ℃預成型溫度剪切作用力與約束力的相差程度要大于97 ℃預成型溫度,因此97 ℃預成型溫度下纖維偏轉變形程度相對較輕。同時可以發現,從整體上看預成型速率增大會加劇纖維的偏轉變形,這是由于預成型速率增大會使層間滑移速率增大,造成層間剪切作用力增大,而約束力不受預成型速率的影響,導致纖維偏轉變形程度增大。綜合上述,在97 ℃預成型溫度、低預成型速率下可以減小制件腹板鋪層在機械成型過程中的纖維偏轉變形。據此,這里可以采用同一45°方向鋪層沿厚度方向的纖維取向角度變化來表征層間剪切力所造成的纖維偏轉變形。各成型條件下制件45°方向鋪層的纖維取向角度變化平均值折線圖如圖12所示。
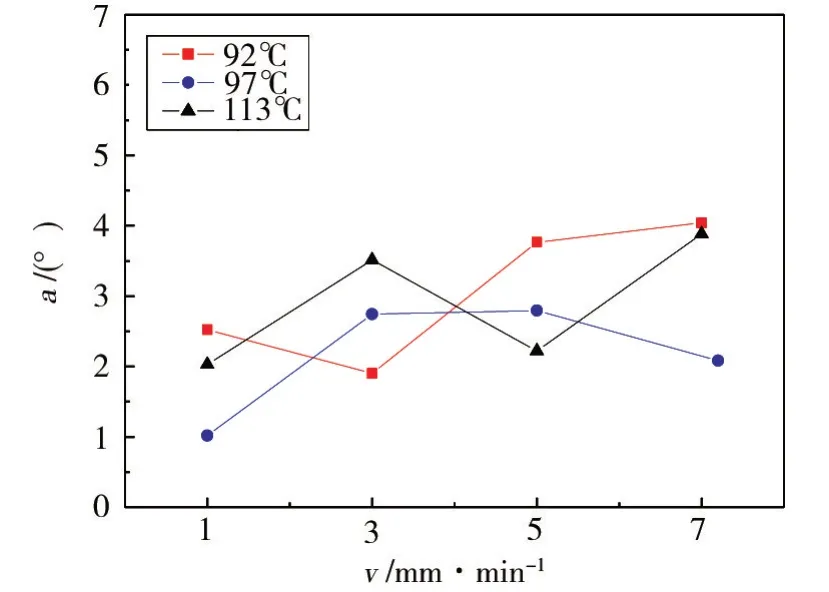
圖12 各成型條件下制件腹板45°方向鋪層纖維取向角度變化平均值折線圖Fig.12 Change of fiber orientation angle diagram at 45°direction layer
綜合拐角厚度、金相分析以及纖維變形的分析結果,在鋪層形式以及成型間距確定的情況下,要獲得低孔隙率、高纖維體積分數的制件,應該采用97 ℃預成型溫度、1~3 mm/min預成型速率這一工藝參數。
2.5 表面鋪層影響
復合材料長桁在使用過程中承受軸向力,為了提高其承載能力,表面鋪層一般采用45°方向鋪層。在傳統的手工鋪層方式下,45°方向鋪層對成型工藝并沒有太大影響,但在采用機械成型方式預成型45°方向表面鋪層長桁時,則會對成型制件質量有較大影響。
在45 ℃預成型溫度、5 mm/min 預成型速率及1.70 mm 成型間距(53.9%腹板理論纖維體積分數)條件下,以鋪層形式鋪疊層疊板并進行機械成型實驗,所得制件外觀及載荷曲線如圖13所示。從圖中可以看出,制件在成型過程中,表面45°方向鋪層發生了嚴重的偏轉變形,其載荷曲線在20 mm 左右初即進入一個平臺,并在30 mm 后出現一個大的下降。
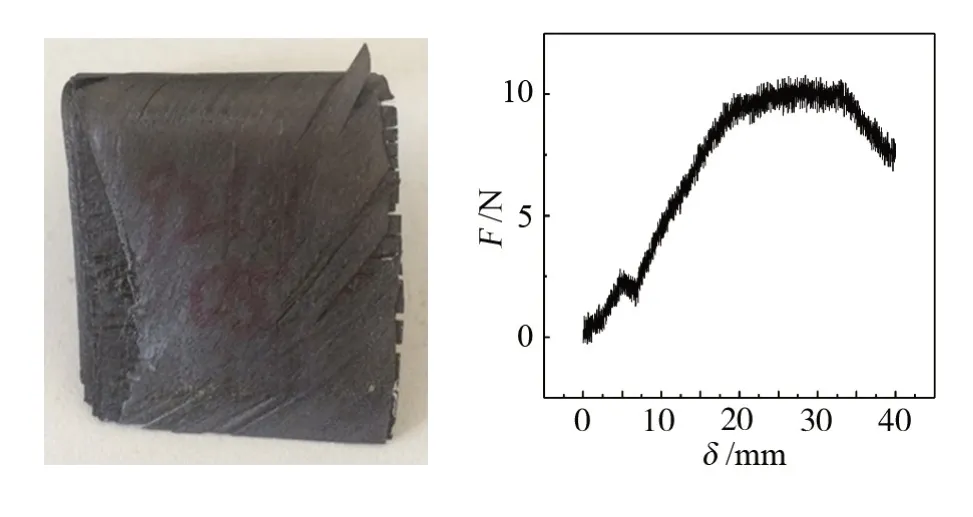
圖13 制件外觀及載荷曲線Fig.13 Part appearance and load-displacement curve
根據前期研究,從成型工藝參數的角度有四種方式可以減小表層45°方向纖維變形程度:(a)降低預成型溫度,提高樹脂黏度;(b)降低預成型速率;(c)增大成型間距;(d)采用保護層。其中,增大成型間距將導致預成型質量孔隙率增大,缺陷變多,這一方式不予以考慮。
(1)預成型溫度及速率
在機械成型過程中,表面45°方向鋪層將直接與下壓頭成型面接觸,將受到一個向下的剪切作用力F。剪切作用力F可分解為垂直于纖維方向的力F1和平行于纖維方向的力F2。F1越大時造成的纖維偏轉就越大。R.Scherer等[12]研究了熱塑性預浸料層滑移行為后指出層間滑移速率與層間滑移阻力具有正相關的關系。剪切作用力增大時會造成45°方向纖維的偏轉變形,出現纖維束分離的現象。由此可知,降低預成型溫度和降低預成型速率都可以有效減小下壓頭成型面對表面預浸料鋪層的剪切作用力,減小表層45°方向纖維變形程度。
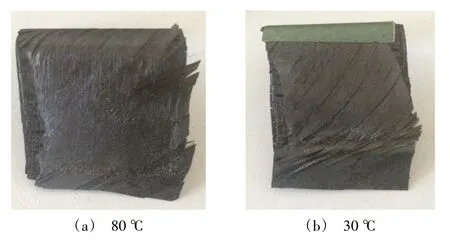
圖14 1 mm/min預成型速率下各溫度成型制件腹板表面質量Fig.14 Surface quality of the formed parts at various temperatures at 1 mm/min molding rate
在使用低速率的情況下,兩個預成型溫度的成型制件表面45°方向鋪層都存在嚴重的轉動變形,其后的0°方向鋪層也出現了纖維束分離的情況。可見低預成型速率及低預成型溫度對于改善表面45°方向鋪層在機械成型過程中出現的變形沒有顯著效果。
(2)保護層
以鋪層方式[45°/02°/-45°/90ˉ°]s進行鋪疊,在1.70 mm成型間距下,在層疊板表面鋪上一層聚四氟乙烯布作為保護層,以1 mm/min、30 ℃,及92 ℃、5 mm/min 成型條件進行預成型。實驗表明1 mm/min預成型速率、30 ℃預成型溫度條件下成型制件(圖15所示)表層45°方向纖維幾乎沒有變形,表觀質量良好,而高速率高溫度下表觀質量較差。

圖15 采用保護層,在30 ℃、1 mm/min時成型制件表觀質量Fig.15 Apparent quality of molded parts with protective layer at 30 ℃and 1 mm/min
3 結論
(1)綜合制件拐角厚度、孔隙率、纖維體積分數以及纖維變形程度比較的結果,確定97 ℃預成型溫度、1~3 mm/min 預成型速率、[90°/45°/0°/-45°]2s鋪層方式、2.99 mm 成型間距下,是預浸料較優的成型工藝參數。
(2)當表面鋪層為45°方向時,成型過程中表面鋪層會發生嚴重的纖維偏轉變形。通過改變預成型速率以及預成型溫度的方式均不能有效解決這一問題,但在鋪層表面添加聚四氟乙烯布保護層可以有效改善纖維的變形及偏轉。
(3)提出通過分析0°和45°纖維金相橫截面照片來表征纖維變形量的方法,可以定量計算制件內層纖維偏轉的角度,具有一定的參考價值。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
