尿素高壓設備檢漏結構設計
2020-05-19 11:14:00董紅微
化肥設計 2020年1期
董紅微
(中國五環工程有限公司,湖北 武漢 430223)
尿素裝置高壓系統設備生產運行時,其處于高溫高壓和氨基甲酸銨溶液強腐蝕環境中,其運行狀況對尿素裝置的安全生產起著至關重要的作用。從高壓設備的安全性、耐腐蝕性和經濟性多方面考慮,該類設備殼體通常采用單層或多層碳鋼內襯耐腐蝕性材料(如316LMod,X2CrNiMo25-22-2,SAFUREX等)的結構。設備運行期間,一旦內襯局部發生破裂,應能夠通過檢漏系統確定問題區域并予以處理,避免腐蝕性介質泄漏接觸承壓碳鋼殼體,致其損壞。高壓設備襯里檢漏系統由檢漏槽、檢漏孔和外部檢測系統構成,本文主要介紹檢漏系統中所涉及的設備本體上的檢漏槽和檢漏孔。
1 檢漏系統設計理念
基于不同的尿素工藝方法,檢漏系統設計主要有兩種設計理念。一是基于CO2汽提法工藝提出,在常壓下、溫度大于153℃的環境中,甲銨能迅速分解成氨和CO2氣體,這些氣體不會對碳鋼產生嚴重腐蝕,檢漏槽及檢漏孔可不采用耐甲銨腐蝕的材料。檢漏系統循環氣體宜采用非腐蝕性氣體,例如,某項目以氮氣作為循環氣體檢漏,取得了良好的運行效果[1]。循環氣體若采用蒸汽,其易冷凝,形成的氨水等會對設備碳鋼殼體造成腐蝕。二是基于氨汽提法工藝提出,襯里如有泄漏,甲銨可部分分解產生氨氣,未分解的甲銨在通道中腐蝕承壓殼體,因此,檢漏槽、檢漏孔(管)以及所有可能與滲透出來的甲銨溶液接觸的區域都必須設置不銹鋼襯里或堆焊不銹鋼耐腐蝕層,以避免介質泄漏對承壓殼體造成腐蝕。
無論哪種設計理念,檢漏系統的關鍵是保證有一個暢通的通道將泄漏氣體排至檢漏操作平臺或檢測系統中[2]。基于目前應用較多的襯里施工工藝方法(機械撐緊、熱套法、包扎法等),襯里層與殼體之間可能有一定的間隙存在,但是設備在高溫、高壓工作狀態下,間隙會縮小,甚至局部完全貼合,并不能保證有一個完整的通道排出氣體,因此,檢漏槽的設置是非常必要的。為保證泄漏介質在最短時間內進入檢漏系統,檢漏槽應靠近最易出現泄漏的位置,一般情況下,襯里板質量是有保證的,而其焊縫最易出現泄漏,因此檢漏槽應盡量靠近襯里縱、環焊縫處。例如,某項目的尿素合成塔在現場試運行期間檢測到襯里存在氣體泄漏,經過制造廠現場逐一排查,發現襯里焊縫焊接缺陷,予以修補,避免了后期嚴重事故的發生。如遇接管等部件使得襯里增加焊縫,應開設局部檢漏槽,并與主體檢漏網絡連通。另外,為了避免檢漏通道過長對檢漏系統的靈敏性造成影響,需適當設置檢漏孔個數,縮短泄漏介質在通道內停留的時間。
2 檢漏槽結構
檢漏槽是泄漏介質氣體的通道,每塊襯里連接焊縫處均開設,所以所需開槽的位置分布較廣。如襯里分塊多,焊縫數量多,存在泄漏的風險隨之增大,開槽增多對設備殼體的強度也是不利的;襯里分塊少,焊縫數量少,可以有效降低泄漏風險,同時,開槽減少可降低對基層殼體強度的削弱。
檢漏槽通常有兩種形式:圓弧形開槽(見圖1),加工簡便,對基材損傷小,考慮襯里在高壓作用下可能出現微小變形,影響檢漏槽的通暢性,其弦長不宜取值過大,一般不超過10mm;方形倒圓角開槽(見圖2),其流通面積明顯增大,不易堵塞,但是加工較為復雜,倒角R值較小,殼體在長期的高壓狀態下易產生應力集中。

圖1 圓弧形開槽
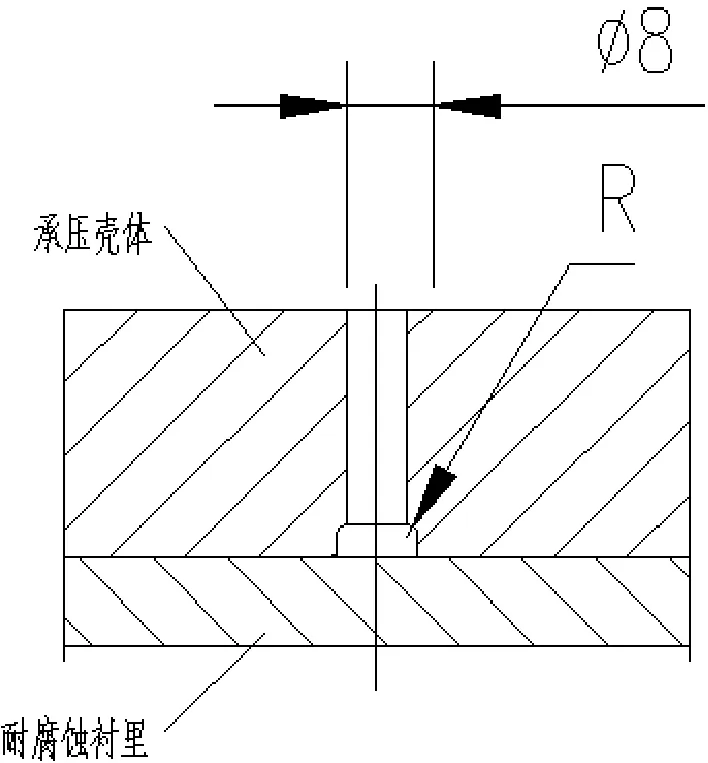
圖2 方形倒圓角開槽
兩種形式的檢漏槽設計尺寸都不大,但由于制造廠技術水平參差不齊,加工尺寸精度不能得到保證,如果開設在參與強度計算的殼體上,開槽深度及偏差均應在計算中予以考慮,以保證設備的本質安全。例如,開槽深度設計尺寸為2.5mm,而制造廠最終加工數據只能控制在2.2~3.1mm之間,必須重新核算實際最大開槽深度的殼體強度是否滿足要求。
3 檢漏孔結構
根據高壓殼體結構和襯里加工工藝的不同,檢漏孔結構存在幾種不同的型式。
3.1 單層筒體檢漏孔
高壓設備由于尺寸較小或特殊結構(例如凸緣人孔),承壓殼體采用單層整體結構,這時檢漏孔結構相對簡單,通常都是在內部襯里施工前鉆出檢漏孔(見圖3)或鉆孔,并焊接檢漏管(見圖4)。當基于第一種設計理念,考慮泄漏介質不會對設備殼體造成嚴重腐蝕,制造時只需在檢漏槽的設定位置上鉆出通孔,并在外側加工出錐形連接螺紋,與外部檢測系統連接。當基于第二種設計理念,考慮泄漏出來的甲銨溶液有部分殘留,采用圖4所示的插管結構,可通過檢漏管的材質保證泄漏介質接觸區域都是耐腐蝕材料。
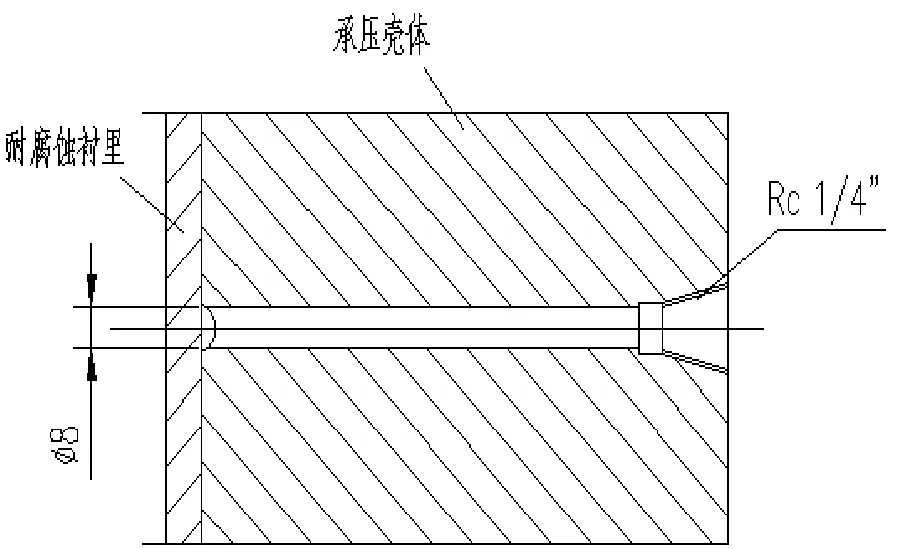
圖3 鉆孔結構
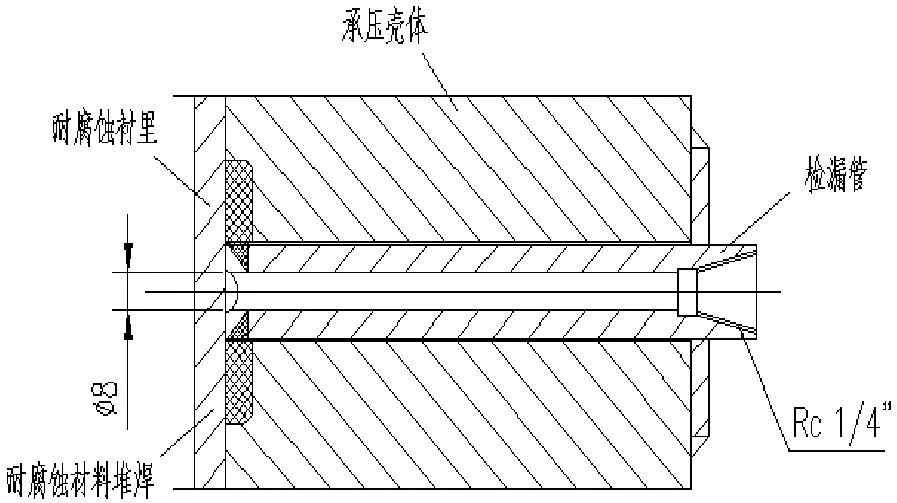
圖4 插管結構
3.2 多層筒體檢漏孔
(1)以不銹鋼襯里做內筒(+盲層)或襯里筒+碳鋼內筒的多層包扎式筒體檢漏孔。這兩種筒體結構都是在盲層或碳鋼內筒上加工檢漏槽后,與襯里組合完成后分段進行層板包扎,最后組焊筒節。因筒節分段包扎,檢漏孔定位工作相對便捷。為保證不銹鋼襯里的完整性,多層包扎式筒體可采用堆焊鉆孔結構(見圖5),兩種筒體結構的檢漏孔加工過程基本相同,都是襯里內表面與層板外表面同時標記,包扎完成后從層板外側向內鉆孔,填焊鉆孔,最后加工直徑8mm檢漏孔和連接結構。該結構能夠確保多層層板完全用堆焊封住,不會有氣體泄漏進入層板之間,缺點就是多層殼體鉆孔較大(一般直徑50mm),填焊難度大,較大的堆焊工作量可能會造成因熱量集中產生裂紋。因此,筒體較厚時,為減少堆焊工作量,避免熱量集中的負面影響,可分兩次堆焊或采用插管加部分堆焊結構。無論哪種類型的堆焊結構,對堆焊質量的要求高,必須杜絕檢漏孔與層板間隙相通,避免泄漏物竄入筒體層間,制造過程中需滿足層板焊接的各項要求[3]。為確保堆焊質量,可在筒節組焊前進行一次通氣試驗,確認無串氣發生后,再組焊相鄰筒節。
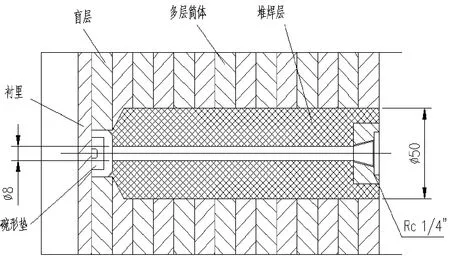
圖5 堆焊鉆孔結構
另外,這兩種筒體結構中,檢漏槽分別開設在盲層或碳鋼內筒上。盲層不計強度,殼體強度計算時不予考慮開槽深度;碳鋼內筒參與強度計算,受壓殼體計算中應考慮開槽的分布、深度及偏差的影響。
如基于第二種設計理念,考慮到泄漏介質的腐蝕,檢漏孔結構中的碗型墊、檢漏管及堆焊材料均采用耐腐蝕材質。
(2)碳鋼內筒和襯里組合筒體的多層整體夾緊式筒體檢漏孔。傳統多層包扎容器焊縫數量多,深環縫易存在焊接缺陷,且無法進行消除應力熱處理和超聲檢測。國家質檢特函(2005)689號文《關于進一步加強尿素合成塔生產使用檢驗工作的通知》中推廣使用無深環縫的包扎結構。碳鋼內筒和襯里組合筒體的多層整體夾緊式筒體應用已經較成熟,其特點就是內筒與襯里套合后,組焊成帶襯里的組合內筒,再進行層板包扎。該筒體結構碳鋼層板制造為整體夾緊,若采用堆焊鉆孔結構,檢漏孔開設位置的定位難度增大,其他程序相同。
為解決整體筒體制造檢漏孔定位難的問題,采用插入管焊接結構(見圖6)可有效簡化定位程序。該結構檢漏孔可只在不銹鋼襯里內表面標記,筒體完成包扎后,由內向外鉆孔,去除開孔周邊圓形襯里板,將檢漏管組裝焊接后,確認無聯通缺陷,再焊接圓形襯里墊板和蓋板。但該結構存在襯里封焊部位多、完整性不強的缺點。實際應用中,可根據需要做局部改善,如插管與筒體為異種材質焊接,可將內筒插管焊接坡口處及墊板焊縫處設有小范圍過渡層堆焊,以保證焊接性能和質量。
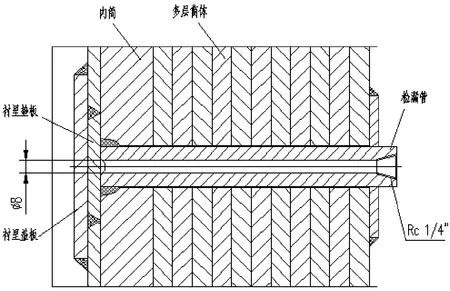
圖6 插入管焊接結構
(3)碳鋼內筒組合筒體的多層整體包扎檢漏孔。該筒體結構是在傳統多層整體包扎筒體基礎上,加以機械撐緊襯里方法發展起來,其特點就是在碳鋼組合筒體包扎完成后鋪設襯里。襯里最后貼襯的制造工序,使得內筒開設的檢漏槽完全可見,不存在襯里和層板的檢漏孔定位問題。針對該筒體結構的制造特點,可采用圖7所示的檢漏孔結構,只需在碳鋼組合筒體整體包扎完成后,在檢漏槽設定的位置由內向外鉆孔,再將檢漏管與內筒焊接。為避免檢漏孔與層板間隙相通,必須檢查檢漏管與內筒的焊接氣密性,最后進行襯里焊接施工。
該結構避免了圖6所示結構中襯里的開孔和封焊,同時也可根據設計需要,選擇內筒焊接坡口的過渡層堆焊。
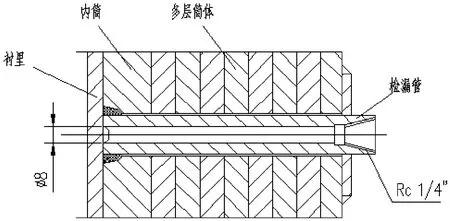
圖7 碳鋼內筒組合筒體的插管式檢漏孔
4 結語
為保證尿素裝置高壓設備運行與制造的安全質量,在檢漏結構設計中需考慮如下幾個方面:①襯里板盡量做到板幅大、焊縫少、減少開設檢漏槽;②設計中應考慮檢漏槽開設對受壓殼體強度的影響;③結合不同的殼體結構特點和制造過程,選擇適當的檢漏孔形式;④檢漏孔(管)的焊接保證質量,嚴禁操作介質竄入筒體層板間隙。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24