定模動輥變截面輥彎成形有限元仿真與應用
2020-05-19 05:09:37陳曉宇陽振峰
河南科技 2020年7期
陳曉宇 陽振峰

摘 要:通過理論分析定模動輥變截面輥彎成形裝備結構組成、受力情況和運動過程,構建裝備等效簡化模型,選用有限元動力學顯示算法,通過ABAQUS有限元仿真軟件對淬火延性鋼QP980五道次變高度定模動輥輥彎成形過程展開仿真分析,獲得輥彎成形的基本工藝參數,分析等效應力應變規律以及軋輥成形力與成形力矩的大小及方向變化,提取五道次軋輥成形力矩代入裝備機電耦聯系統動力學微分方程組進行求解分析,為優化裝備提供可靠的性能參數。
關鍵詞:高強鋼;定模動輥;變截面輥彎成形;有限元仿真
中圖分類號:TG306文獻標識碼:A文章編號:1003-5168(2020)07-0041-06
Abstract: The equivalent simplified model of the equipment was established by analyzing the structure composition,stress condition and moving process of static mould and kinetic roll equipment. Based on dynamic implicit algorithm, the static mould and kinetic roll process with five variable height part of quenched ductile steel QP980 was conducted by FEM software ABAQUS. The basic parameters of roll forming were obtained, the regularities of equivalent stress and equivalent plastic strain were analyzed, the change laws of reacting force and restoring torques of rolls with time were analyzed. The reaction torque of the five rolls were extracted as the value of the forming torque in the dynamic equations of electromechanical coupling system to solve and analysis. The research provides reliable performance parameters for optimizing equipment.
Keywords: high strength steel;static mould and kinetic roll;variable cross-section roll forming;finite element simulation
1 研究背景
將高強鋼橫截面按照一定規律變化成形,生產的零件具有優秀的力學性能,且具有輕質、高剛度、穩定性好的特點,可以有效節約金屬板料。隨著工程應用的逐步開展,針對不同構件和各種先進高強鋼的成形方式逐步顯現,定模動輥變截面輥模成形裝備設計的理論研究成為主要的研究主題。獲得在綜合考慮工件(不同種類先進高強鋼板材)、不同成形速度下動態載荷、定模及動輥組機構設計參數和系統控制參數,實現系統綜合性能最優,決定工程應用開發的快捷與成功率[1]。
變截面輥彎成形過程屬于彈塑性大變形,對此過程進行分析一般采用基于有限元彈塑性變形理論和有限元彈塑性變分原理的數值分析方法,即大變形彈塑性有限元法[2]。目前,有限元仿真在輥彎成形過程中的應用主要是對板料的成形過程進行模擬,分析預測成形缺陷并提出成形優化方法,但在研究輥彎成形裝備整體機電設計中的應用較少。王世鵬[3]等通過有限元仿真對高強鋼變截面輥彎成形過程的回彈現象進行分析優化;趙溦[4]等通過對DP980高強鋼單軸變截面輥彎成形過程進行有限元仿真模擬,分析了高強鋼板材成形缺陷及改進方法;KANG[5]等采用ABAQUS軟件,對MS980圓成方冷彎成形全過程進行模擬仿真,得到不同材料強度對成形矩形管參數的要求;賈寶華[6]等采用ABAQUS軟件,基于修正后的J-C本構模型重新定義材料子程序UMAT,得到高應變速率下高強鋼變形數值模擬,優化板料結構設計。
本文通過ABAQUS軟件對QP980鋼板軋輥成形過程進行定性研究與分析,通過細化網格密度、調整軋輥轉速、增加分析步時間,得到較為精準、接近實際的計算結果,并將板料成形仿真過程的反作用力矩作為軋輥成形過程中受到的摩擦阻力矩,代入建立好的系統動力學微分方程組中[7],為成形機的結構設計與電機選型提供可靠性能參數,進而為實現先進高強鋼變截面輥彎工況匹配設計與精確成形控制提供可靠的理論依據。
2 有限元模型建立
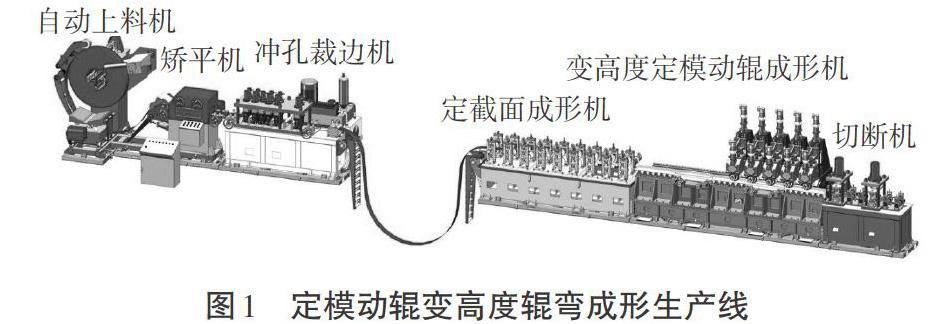
北方工業大學變截面輥彎成形工程技術研究中心自主研發的定模動輥變高度輥彎成形生產線如圖1所示,可在控制系統指令下進行機電液一體化協同工作[8]。裝備結構非常復雜,單就機械結構而言,包含成千上萬個零件,主要由開卷裝置、送料裝置、定截面輥彎成形單元、變高度成形單元和切斷裝置組成。
2.1 確定簡化三維模型圖
本文主要模擬QP980板材經過變高度成形單元時的成形過程,變截面單元三維模型如圖2所示,包括底座、模具、X向移動大機架、Z向移動小機架、可在X向和Z向平動并可繞Y向軋輥轉動的5個軋輥等結構。若將此模型導入ABAQUS中進行有限元仿真,會造成有限元計算量明顯增大,不僅計算時間長,還有可能因其高度復雜性而造成分析出錯,得到錯誤數值模擬結果。因此,需要將此變截面單元進行適當合理的簡化,建立合適的仿真模型,提高有限元分析的效率及準確性。
在變高度定模動輥輥彎成形過程中,通過模具和成形軋輥組之間的壓力實現板料成形,其中模具與底座固定不動,故在有限元分析中可忽略底座、X向移動機架等機構,只保留模具、板料和五道次成形軋輥。其中,成形軋輥組處于同一條直線上以確保加工面相同,成形角度依次為30°、50°、70°、84°、84°,后兩個道次成形角度相同,使板材充分塑性變形。五道次除軋輥角度不同外,其結構、運動及受力情況相似,軋輥半徑為130 mm,軸間距為440 mm。
五道次成形軋輥運動可分解為沿板材運動方向的平動、垂直于板材方向的運動及繞各自主軸的轉動,其中,各道次沿板材方向的移動速度相同,均通過X向電機驅動X向運動大機架完成,其運動可在ABAQUS中依靠運動軌跡來設置,將相應位移與時間的幅值曲線作為有限元模型的邊界條件。為使仿真結果更加真實有效,設置五道次軋輥速度接近實際成形速度,分別為1.538、1.538、1.55、2、2 rad/s。
板材經變形加工成如圖3所示的“幾”字形構件,厚度為1 mm,長為1 748 mm。成形過程中,先通過等截面成形單元將立邊折完成90°,再經五道次變高度輥彎成形單元將立邊擴至84°,最后沖裁去除矮截面翼面區域的多余材料。
由于成形部分為對稱結構,因此,部分仿真會提高仿真效率。在模擬時取軋輥、板料和模具的其中一側對成形過程進行仿真,成形完成后采用鏡像的方法來完善仿真結果。但是,這種方法會產生不必要的誤差,因此本文選擇整體來進行模擬。綜上,化簡后的三維模型如圖4所示。將其導入ABAQUS軟件中,創建有限元裝配體實例,基于ABAQUS/Explicit分析模塊對輥彎過程進行模擬仿真。
2.2 網格劃分
將三維模型導入ABAQUS后需要進行網格劃分。為了減少存儲空間、降低軟件的計算量、縮短模擬時間,需要合理進行三維模型網格劃分,使其既能準確反映成形效果,又可極大提高仿真效率。ABAQUS中包含了實體單元、殼單元、梁單元及桁架單元等多個常用單元族[9]。本文主要選用R3D4(三維四邊形殼單元)對模型進行劃分,部分使用R3D3(三維三角形殼單元)作為變截面區域尺寸過渡。在板料成形過程中,主要變形區為折彎區,變形量大且橫向尺寸小,故需要對折彎區網格進行細化。考慮到板料腹板和兩邊非折彎區變形量相對較少,研究人員采用略微稀疏的網格。而U型板材兩側外邊緣切口尺寸大,有可能會在仿真過程中出現應力集中、邊波、板料堆積與斷裂等問題,因此,需要對這部分網格進行細化,并在板材邊緣設置對稱缺口。網格劃分完成后的板材部分圖形如圖5所示。
2.3 定義材料屬性
根據實際生產項目的要求,本課題研究板材為QP980高強度鋼,在ABAQUS中的Property模塊中定義QP980高強鋼材料屬性,其真實應力與塑性應變關系如圖6所示,材料性能參數如表1所示。
定模動輥變高度輥彎成形過程是高度非線性的復雜問題,假設板材為各向異性,強化過程采用等向同性強化準則,屈服過程采用Mises屈服準則。板材與軋輥及上模的接觸區域和狀態隨時間的變化而變化,且均采用“面對面”接觸方式,接觸條件為非線性,采用罰接觸方法。板材與模具之間為滑動摩擦,與軋輥之間為滾動摩擦。實際成形過程中,板料與模具及軋輥之間的摩擦系數是隨時間變化的,為方便計算,設摩擦系數為0.15。
由于本文所研究的板料變形包含縱向拉壓彎曲、橫向彎曲與剪切等多種形式,軋輥運動距離長,因此,使用ABAQUS動力顯示算法,需要在仿真的每個時間增量內求解動力學平衡方程。
由上述分析可知,動力顯示算法[10]的求解收斂性問題比較簡單,求解速度快,占用內存少,易于實現非線性接觸的大規模仿真計算,適用于對多道次輥彎成形全流程進行數值模擬。對于本研究對象,增長步將高達上百萬甚至上千萬,穩定時間增量的數量級通常為10-8~10-7,設置接近成形速度會使模擬時間較長。
3 仿真結果分析
有限元計算完成后,打開生成的ODB文件進行結果分析,調出仿真生成的應力和應變云圖,將反作用力矩和軋輥成形力等數據導入Excel中進行單位換算,生成與時間相對應的圖進行分析。
3.1 等效應力應變結果分析
成形板料變截面區域的等效應力云圖如圖7所示。由圖7可知,板材立邊未出現較大邊波,板材中間非變形區域較平整,未出現彎曲、翹曲等缺陷,成形質量較好。等效應力主要集中在變截面部分的缺口區域和板材折彎
的彎角區域,特別是缺口處個別節點位置存在大殘余應力,最大值為985 MPa,低于材料的強度極限1 068.40 MPa,不會出現斷裂現象。板材腹板區應力值非常小,遠小于材料屈服極限,在其彈性變形范圍內,成形效果不受影響。
成形板料變截面區域的等效應變云圖如圖8所示。從圖8可知,等效塑性應變主要集中在折彎區域,特別是側板兩個縱深截面區域,應變值較大,最大值為0.278 5,板材腹板區等效塑性應變值幾乎為0,整體在安全范圍內。
3.2 軋輥成形力矩分析
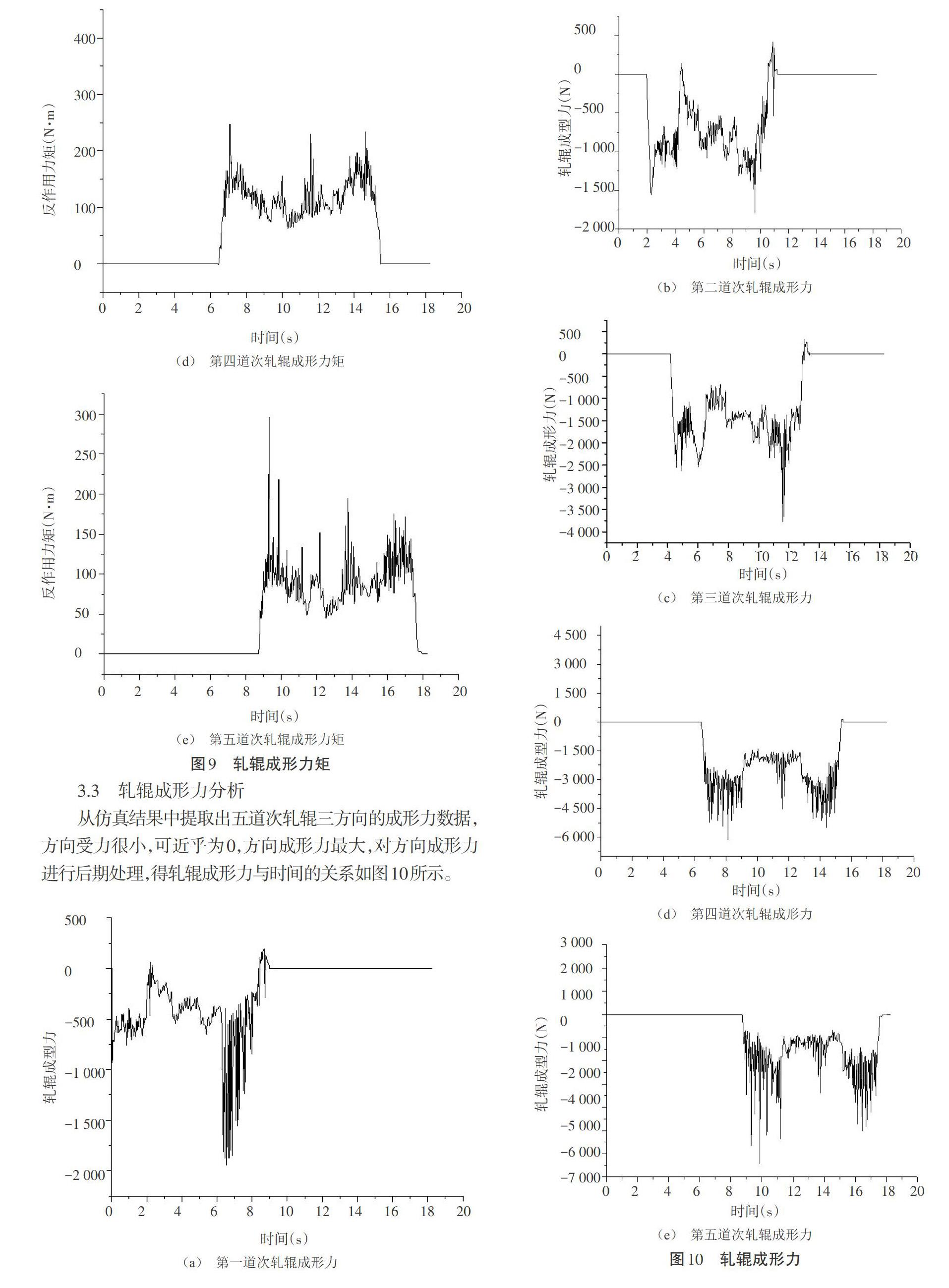
從圖9可以看出,隨著成形角度的增大,成形力矩也逐漸增大,但前三道次增幅較小,說明板料在第一道次成形時已經處于塑性變形階段,同時驗證了第一道次角度選區正確;第四道次為最終成形道次,成形力矩最大,約為250N·m;第五道次軋輥成形力矩略低于第四道次,這主要是因為第五道次為熨平道次,板料并沒有進一步成形;第四、五道次軋輥成形力矩與前三道次方向相反,其原因為后兩個道次軋輥過程中,向電機做功大于軋輥電機做功,這與軋輥速度設定有關,可通過調整速度大小,減小向電機功率。
3.3 軋輥成形力分析
從仿真結果中提取出五道次軋輥三方向的成形力數據,方向受力很小,可近乎為0,方向成形力最大,對方向成形力進行后期處理,得軋輥成形力與時間的關系如圖10所示。
從圖10可以看出,前四個道次軋輥成形力隨著板料成形角度的增加逐漸增加,但前兩道次增幅不明顯,說明板料處于塑性變形階段;第四道次成形力最大,約為6kN,仿真結果遠小于變高度定模動輥輥彎成形生產線中設定成形力30kN。
4 仿真結果應用
將有限元仿真得到的反作用力矩導入Excel中,以固定時間間隔提取各道次軋輥所受反作用力矩,代入基于能量原理建立的機電系統動力學微分方程組中進行求解,得到與該成形力對應的裝備機構運動及電機參數。其中,[X]向移動的速度、加速度和位移圖像三者之間符合運動規律,且移動速度隨成形力矩的增大而減慢,在0.010~0.025 m/s范圍內變化;[X]向電機電流隨成形力矩的增大而增大,在19~30 A內變化,軋輥電機電流穩定在8.5 A左右,[Z]向電機電流穩定在7.5 A左右。對照各伺服電機的額定參數可知,所得電流參數均在額定范圍內。通過本文方法,可針對不同構件的成形要求進行伺服電機的選型,利用研制的世界首條定模動輥生產線,針對1.0 mm厚DP980板材進行某型乘用車前縱梁變高度構件制造,所成形構件成形精度為±0.497 mm/100 mm,達到設計要求。
5 結語
①采用ABAQUS有限元仿真軟件對QP980高強鋼變截面定模動輥輥彎成形過程進行仿真模擬,設定接近實際成形速度,花費時間較長(25 d),但具有更高的精度,實驗結果精確。
②分析仿真結果,獲得QP980高強鋼在變截面定模動輥輥彎成形過程成形規律,仿真結果中材料成形質量良好,說明邊界條件等參數設置合理,建立仿真模型具有實用性。
③將獲得的五道次軋輥反作用力矩作為軋輥過程中受到的摩擦阻力矩,相比理論計算更加精確,代入機電系統動力學微分方程組中求解分析,驗證軋輥成形機機構設計與電機選型的合理性,并為其他不同材料的高強鋼成形裝備研發設計提供理論支持。
參考文獻:
[1]閆軍,李強,武建新.變截面輥彎成型裝備的機電動力學分析及其系統控制仿真[J].機械設計與制造,2014(4):79-81,84.
[2]王海波,桑賀.航空發動機用W型截面封嚴環新型成形工藝及有限元仿真[J].北方工業大學學報,2018(5):83-89.
[3]王世鵬,韓飛.變截面輥彎回彈機理研究[J].鍛壓技術,2013(5):79-86.
[4]閻昱,王海波,趙溦.與應變速率相關的DP980高強度鋼板輥彎成形的本構模型建立[J].上海交通大學學報(自然版),2015(1):7-11.
[5]KANG Wen,ZHAO Yixi,YU Wangwei,et al. Numerical simulation and parameters analysis for roll forming of martensitic steel MS980[J]. Procedia Engineering,2014(81):251-256.
[6]賈寶華,王丹丹,李革.沖擊載荷下TC18鈦合金力學性能模擬研究[J].內蒙古科技大學,2019(6):13-18.
[7]朱越坤.考慮成形力的定模動輥機電系統動力學分析[D].北京:北方工業大學,2019.
[8]陽振峰.高強鋼三維輥彎成形生產線樣機機械系統動力學分析[D].北京:北方工業大學,2013.
[9]高一鑫,李強,管延智.定模動輥變截面輥彎成形有限元分析[J].塑性工程學報,2015(8):44-48.
[10]劉帥辰.先進高強鋼沖壓精確CAE分析及回彈補償研究[D].長沙:湖南大學,2014.
