一種乘用車扭力梁制造工藝設備的研制
2020-05-21 01:36:14李亞聰
機械 2020年4期
關鍵詞:測量
李亞聰
一種乘用車扭力梁制造工藝設備的研制
李亞聰
(沈陽機床成套設備有限責任公司,遼寧 沈陽 110000)
扭力梁應用于乘用車非獨立懸掛結構中,其兩端法蘭存在微小的前束角和外傾角。為提升扭力梁機加工的換產柔性、效率和機加質量,通過對國內外扭力梁機加設備的調查研究,結合扭力梁的制造工藝和特點,全新開發了具備加工扭力梁前束角和外傾角功能的雙面對置臥式五軸專用加工中心,該加工中心配合快換夾具和智能測量工藝技術,集中工序,大大提升了機加質量,各尺寸CMK值達1.67以上,使扭力梁換產時間縮短為半小時,且該方案具備占地小、易于實現自動化,人員投入少等優點。為國內汽車扭力梁制造提供了一套完整的解決方案,實現了扭力梁機加工藝設備的產業化。
扭力梁;前束角;外傾角;對置臥式五軸加工中心;制造工藝
乘用車扭力梁是汽車底盤系統的重要組成部分[1],廣泛應用于乘用車非獨立懸掛系統中。非獨立懸掛系統較獨立懸掛系統在制造成本上占一定的優勢,因此被大量采用。扭力梁兩端法蘭處均存在前束角和外傾角,參考圖1,要實現正確切削,機床要有兩個回轉軸,使主軸軸線在兩個不同方向上要構成與前束角和外傾角相應的兩個微小角度,由于各種車型扭力梁的前束角和外傾角不盡相同,要更換車型,機床必須具備快速換產功能。
本文詳細地研究了扭力梁加工傳統機加工藝,開發一款具備AB軸調節功能的高柔性對置臥式五軸加工中心。該加工中心加工工序集中,提升了加工效率和質量,節省了占地空間及人力。同時開發了前束角和外傾角快速調整機構和獨特的快速換產夾具,提高了機床的柔性化。通過線上毛坯測量和線下成品檢測系統,提升了設備的制造過程能力指數。
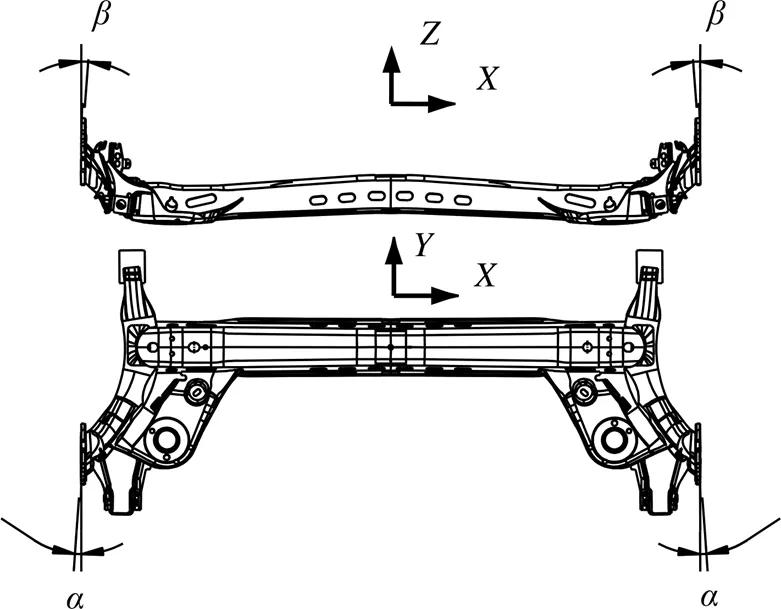
圖1 某扭力梁產品
1 扭力梁的切削加工工藝研究
扭力梁的基本加工內容見表1,主要包括端面銑、背銑制動鉗面、螺紋孔加工、制動鉗孔加工、ABS孔加工,鏜中心定位孔等。
扭力梁雙側法蘭端面均存在對稱的前束角和外傾角,如圖1所示。扭力梁前束角即法蘭端面與主坐標系軸所成夾角,夾角范圍一般在±2°之內,精度為±5';扭力梁外傾角即法蘭端面與主坐標系Z軸所成夾角,夾角范圍一般在0°~2°之內,精度為±5';由于這兩個微小夾角的存在,標準的臥式加工中心無法完成扭力梁的任何工序的加工。
1.1 扭力梁的傳統機加工藝
國內多采用步進式上下料多工位組合專機實現,如圖2所示。

表1 扭力梁加工內容及要求

圖2 多工位組合專用機床
組合專機將扭力梁所有工序進行細分,采用對稱布置結構,實現雙側同時加工。通過中間夾具步進單元進行上下料。該工藝實現多工序同時加工,效率較高。但由于工序由不同工位的專機實現,工序較分散,有以下缺點:(1)工件是通過多次定位夾緊,工件加工尺寸穩定性不好,即CPK值不高;(2)生產線過長,占地面積較大,能耗較高;(3)組合機床的前束角和外傾角實現全部是剛性連接,不可調整,不具備換產能力;(4)實現自動化比較困難。
國外設備多采用轉塔形式或非標動力頭形式,價格較為昂貴。圖3為德國布朗廠一臺設備,該方案機加省去機械手換刀時間,采用群攻群鉆形式,效率高,占地小,但由于動力頭及機床形式,無法換產。
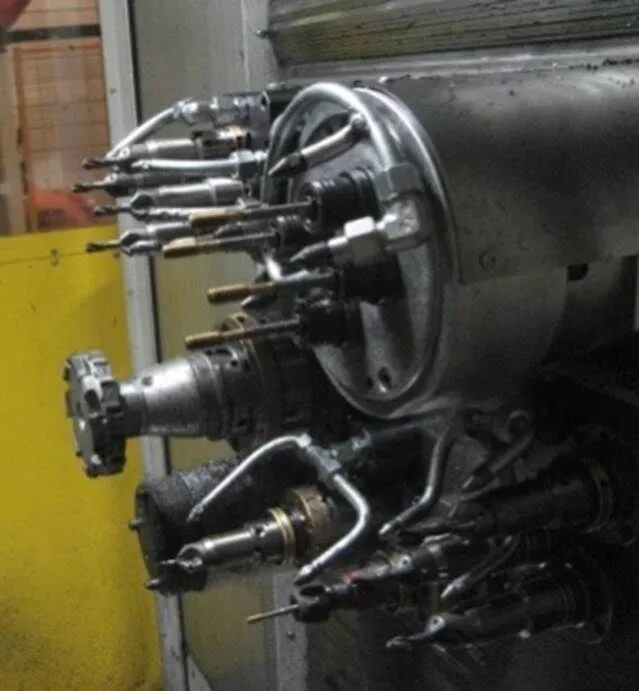
圖3 德國布朗廠設備
圖4為德國LICON公司開發的LiFLEX I/ 334 ZH扭力梁設備,采用多工位動力刀塔形式,該產品同時也復合了群鉆或群鉆動力頭,換刀時間為轉塔轉位時間,時間較短,該方案前束角外傾角調整置于主軸箱與轉塔之間,通過定角度配磨墊完成,機加過程中通過插補形式完成銑面、鉆孔等加工,程序相對較為復雜,換產較困難。
圖5為UNIOR公司開發的TTM1600/2機床也為多工位轉塔形式專機,中間夾具部分為轉臺結構,轉臺上放置兩套夾具,一套處于機加位置,一套處于上下料位置,機加效率較高。該專機前束角和外傾角調整在床身上,同樣采用定厚度的墊片形式實現,換產時需根據實際角度需要重新設計墊片,換產同樣不是很方便。

圖4 德國LICON的LiFLEX I / 334 ZH

圖5 UNIOR的TTM1600/2
1.2 新工藝裝備方式
如圖6所示,新工藝設備布局是通過具備AB軸快速調整結構的對稱布置的臥式加工中心完成扭力梁所有機加工序,機床內配置線上毛坯檢測系統,機床外配置線下成品檢測單元,通過關節機械手上下料形式形成自動化加工單元(島)。該工藝方案具備快速調整前束角和外傾角等功能,實現了自動化上下料功能及線上線下測量功能。保證扭力梁制造品質的同時滿足了用戶頻繁換產的需求,且易于實現自動化,減少人員成本,占地較小(主機占地面積為7 m×4.5 m,全部占地面積為7 m×7.5 m),而傳統流水線的占地面積為14 m×6.5 m,如圖2所示。主機部分采用主軸刀庫形式,成本投入較低。
對稱布置五軸加工中心[2-3]結構形式如圖7所示,該設備兩側為對稱布置的五軸加工中心(左加工單元和右加工單元),中間為固定不動的夾具單元10,配有對稱式圓盤機械手刀庫及測頭等結構。
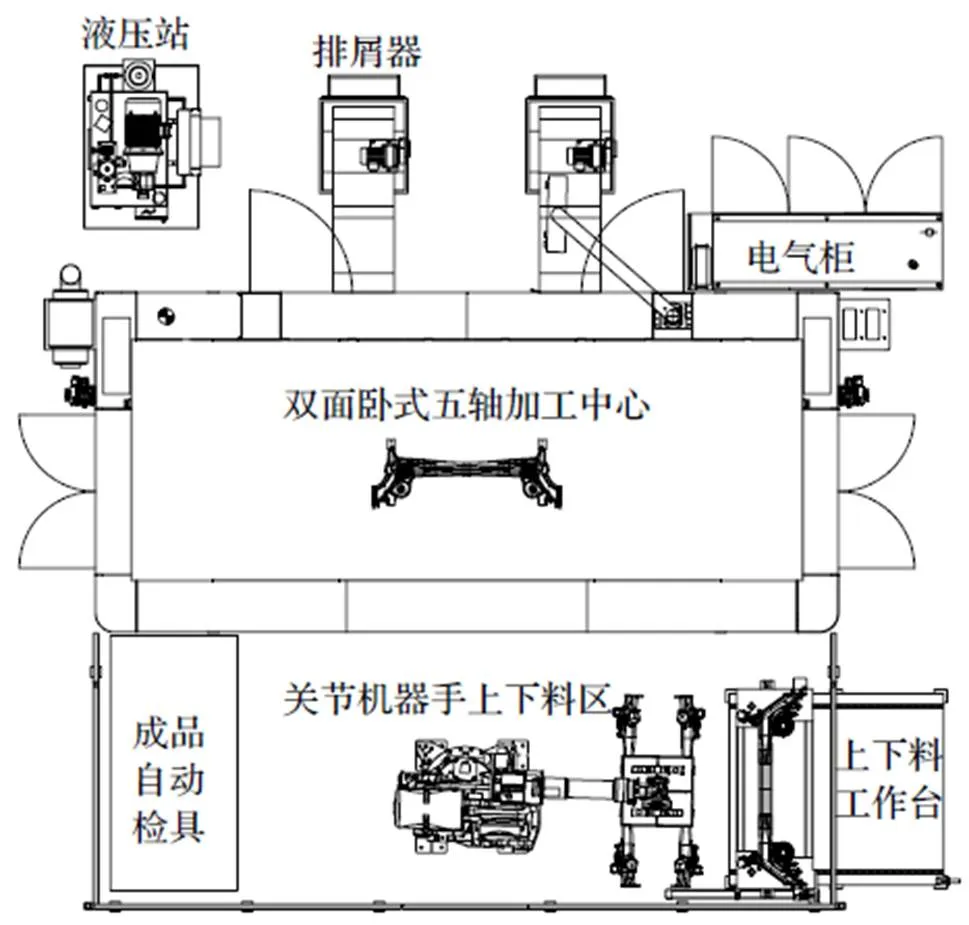
圖6 新工藝設備布局
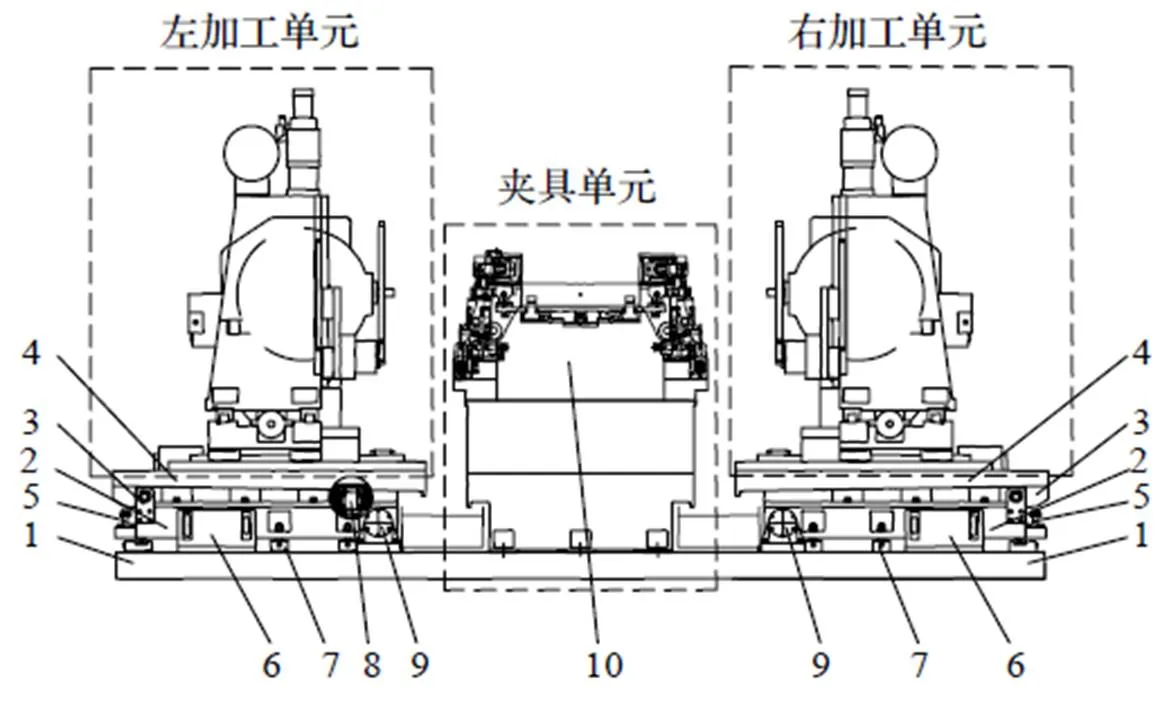
圖7 扭力梁專用對稱布置五軸加工中心
加工中心的三軸為標準的固定工作臺臥加結構[4],軸(對應扭力梁的前束角和外傾角)結構置于底板1上,如圖8所示。前束角的實現:機床三單元結構置于床身底座2上,床身底座繞鉸鏈9(角回轉軸)通過角調整螺釘5頂起,使主軸軸線與水平面形成一定角度即為工件的前束角,并通過可調墊鐵7與鎖緊直角板6和鎖緊螺釘鎖緊;外傾角的實現:機床三單元的床身4置于床身底座2上,通過鉸鏈軸8(角回轉軸)相連,角調整螺釘3向前或向后將床身頂開一定角度即為外傾角,通過鎖緊螺釘鎖緊。角與調整精度均為0.5'/格。
該加工中心實現了扭力梁機加全序加工,且前束角和外傾角均具備手動調節功能,滿足快速換產的柔性需求。

圖8 AB軸調整結構圖
2 扭力梁夾具模塊化設計及快速換產技術[5]
由于扭力梁品種繁多,各扭力梁前束角和外傾角不盡相同,車型更新速度較快,一臺機床存在加工生產多品種扭力梁的可能。在實際生產過程中,傳統工藝由于前束角和外傾角不可調整,且機床夾具更換相當繁瑣,機床具備快速柔性換產的能力已成為用戶亟待解決的難題。
文中論述的雙五軸臥式加工中心夾具作為一個整體部分單獨設計,集成機械、液壓、電氣、PLC程序及NC程序,換產時通過簡單操作實現快速換產,換產時間小于半小時。如圖9所示,換產夾具更換以下幾個模塊即可。
(1)機械部分,夾具體和機床連接部分接口統一,方便不同夾具安裝。
(2)液壓部分,將夾具所需液壓閥組置于夾具上,成為夾具的一部分,通過快插接頭將進油口、回油口與泵站連接。
(3)電氣部分,夾具上集成分線盒,將夾具上所有閥組控制線,檢測傳感器接入分線盒,分線盒與機床電氣柜通過航空插頭連接。
(4)程序部分,系統中集成了不同產品的PLC控制程序及NC加工程序,換產時通過人機界面切換即可實現不同工件切換。

圖9 夾具快換技術簡圖
3 線上測量技術及線下測量技術
在扭力梁機加前后過程中設有線上和線下測量過程[6-7]。

圖10 在線測量示意圖
線上測量通過機床主軸抓取刀庫中配備的無線測頭,對工件法蘭面的多個點進行測量。如圖10所示,測頭對左側法蘭端面中的四個點進行測量,記為點11、12、13、14測頭對右側法蘭端面中的四個點進行測量,記為點21、22、23、24原則上在同一節圓上取點,且相互對稱,方便后續程序計算。通過點11、12、13、14計算出左端法蘭中心為1通過點21、22、2324計算出右端法蘭中心為2,1和2之間距離即為扭力梁毛坯總長記為。根據左右兩側測得的四個點分別擬合一個平面,平面與夾具總坐標系軸形成的夾角為前束角焊接誤差,與夾具總坐標系軸形成的夾角為外傾角焊接誤差。在線測量流程見圖11所示。
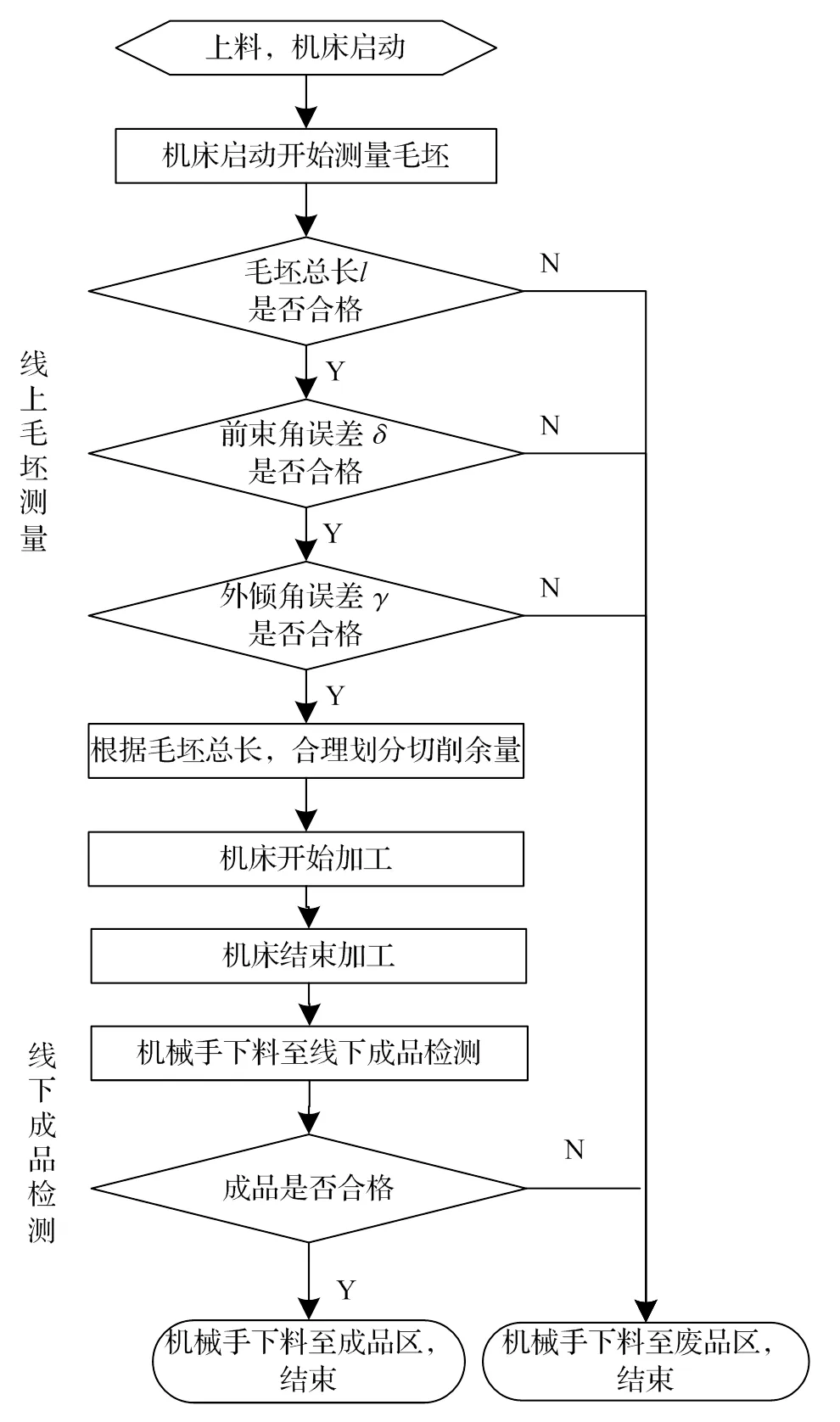
圖11 在線測量流程圖
在扭力梁長度公差允許范圍之內,通過總長度值大小判定對扭力梁進行加工余量分配,保證扭力梁總長要求,使面銑量和背銑量加工余量均等。
線下成品測量是在扭力梁加工完成之后,通過關節機械手將扭力梁放置在專用自動檢具上進行檢測,圖12為大連實遠科技有限公司開發的扭力梁專用檢具。該檢測裝置對稱布置的攝像頭,通過成像方式采用“準直儀”原理對扭力梁的前束角、外傾角、總長、孔位等進行檢測,檢測時間短,小于機加工節拍,實現了線下成品的100%檢測,大大提升了扭力梁的機加產品的質量,也可實現對扭力梁的缺陷追蹤。
4 總結
本文對扭力梁在加工過程中存在的難點進行了分析,總結了傳統加工工藝的優缺點,開發了具備AB軸可調的雙五軸加工中心。該加工中心與組合機對比結果如表2所示。
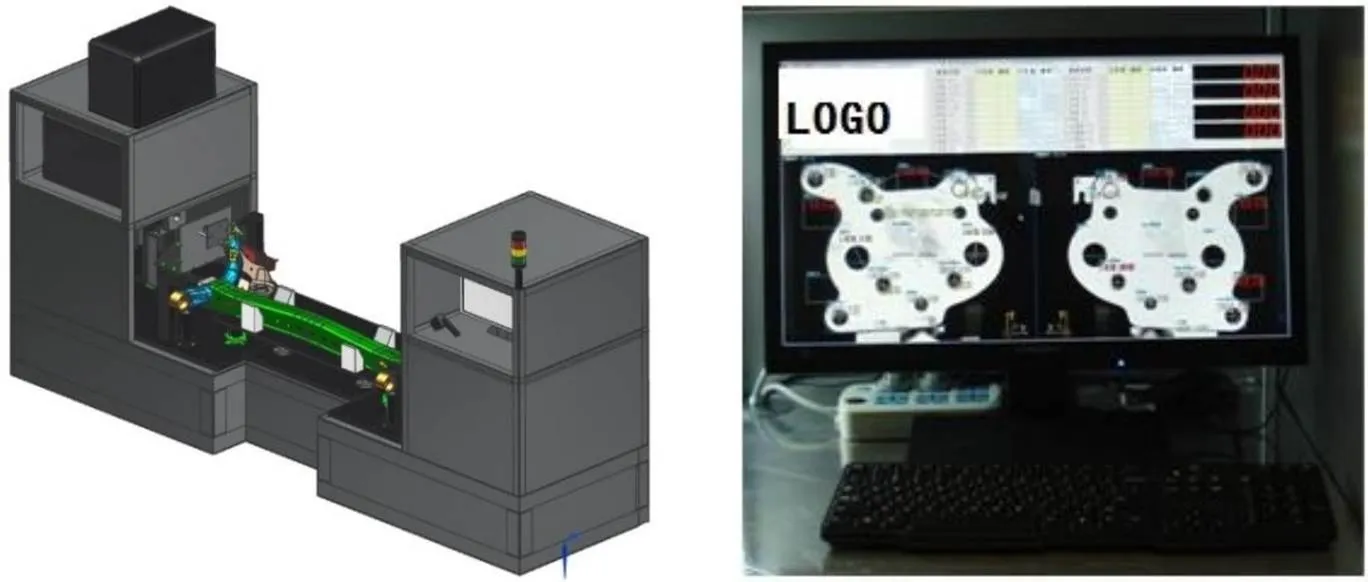
圖12 線下成品測量設備及屏幕顯示

表2 組合機形式與五軸加工中心性能對比
該套工藝設備具備自動測量、方便連線,實現高柔性、高精度、高效率加工。通過對諸多扭力梁的研究,實現了扭力梁夾具的模塊化設計,通過夾具快速更換技術滿足用戶快速換產需求。通過線上和線下測量,實現了扭力梁的自動切削和100%檢測,提升了扭力梁的品質。該設備填補了扭力梁工序集中工藝設備的空白,完全替代傳統的組合機方案,且實現了產業化,提升了國內扭力梁制造能力和水平,成為國內扭力梁加工設備主打產品,已經占新增設備的70%的份額。
[1]徐浩軒. 扭力梁懸架結構與運動特性分析[D]. 重慶:重慶大學,2012.
[2]李亞聰,等. 主軸加工角度可調式雙面臥式加工中心及調整方法[P]. 中國專利:CN201710447230.6,2017-08-22.
[3]李亞聰,等. 主軸加工角度可調式雙面臥式加工中心[P]. 中國專利:CN201720692634.7,2018-02-09.
[4]劉新海,等. 一種后橋對峙加工機床[P]. 中國專利:CN201220677723.1,2012-12-10.
[5]文華,王玲,殷國富,等. 數控機床零點定位模塊化夾具管理系統研究[J]. 機械,2018,45(11):53-55,71.
[6]董勇,李琳玲,杜江. 數控加工過程的在位測量技術探討[J]. 機械,2017,44(10):55-58.
[7]陳巧巧. 淺談數控機床在線測量技術[J]. 計測技術,2012,39(6):37-39.
Manufacturing Process Analysis of Torsion Beam for Passenger Car
LI Yacong
( Shenyang Machine Tools Automotive Equipment Co.,Ltd., Shenyang 110000,China)
Torsion beam, which has small toe and camber angles of the flanges, is applied to the non-independent suspension structure of passenger cars. In order to improve the flexibility, efficiency and quality of the machining of torsion beam, this article developed a novel double-five-axis machining center with the function of processing camber and toe angle of torsion beam through the analysis of the features and machining processing of torsion beam. The machining center is equipped with quick change fixture and intelligent measurement technology, which greatly improves the quality of torsion beam processing with a CMK more than 1.67, and conversion time is shortened to less than half an hour. Besides, this machining process has the advantages of less land occupation, easy automation and less personnel investment. This practice provides a complete solution for the domestic automobile torsion beam manufacturing, and is of great significance to the industrialization of torsion beam machining equipment.
torsion beam;camber angle;toe angle;double-five-axis machining center;machining processing
TG659
A
10.3969/j.issn.1006-0316.2020.04.006
1006-0316 (2020) 04-0033-06
2019-10-29
李亞聰(1982-),男,蒙古族,河北承德人,碩士研究生,工程師,主要研究方向為專用數控機床設計及其制造。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
