數控機床整機動態特性評價方法
2020-05-25 03:01:22姜曉飛張冠偉胡永秀張大衛
工程設計學報 2020年2期
關鍵詞:方向
姜曉飛,張冠偉,胡永秀,張大衛
(天津大學機構理論與裝備設計教育部重點實驗室,天津300354)
數控機床整機動態性能是指機床整體結構在動態力作用下的響應特性。在機床加工過程中,動態切削力會使刀具和工件產生相對振動,當振幅超過允許范圍時,將導致工件表面惡化,刀具磨損加劇,機床加工精度和生產效率降低,嚴重時機床可能無法正常工作。因此,準確評價數控機床動態特性的優劣非常關鍵。
針對上述問題,國內外科研人員展開了相關研究,例如:Weck等[1]提出了動態柔度特性分析方法和加工試驗方法來鑒定數控機床的動態特性;張廣鵬等[2-3]基于模糊數學的原理提出了一種機床整機動態特性評價方法,該方法可同時考慮多項動態性能評價指標,此外他們還應用子結構合成思想建立了機床整機系統的動力學方程,并開發了相應的整機動態性能預測解析軟件;劉世豪等[4]建立了數控機床綜合性能評價指標體系,用模糊評價法對數控機床各項性能指標進行評價,并采用層次分析法中的1~9 標度法確定各項性能指標的權重系數;Yigit等[5]提出將頻率范圍內的整機柔度平均值作為評價機床動態性能的指標之一;丁文政等[6]結合時域指標和頻域指標,提出了高檔數控機床動態性能評價體系,采用模糊綜合法建立了機床動態性能評價模型;Altintas 等[7]指出在機床動態特性研究中應重點關注刀尖點頻響和整機模態;張生余等[8]通過激振實驗,提出通過幅相頻率特性來評價機床的動態穩定性,按機床切削穩定邊界圖來選擇加工條件,以提升機床的切削穩定性;張耀滿等[9]認為機床主軸系統的動力學特性對機床加工性能的影響很大,應將主軸單元的各階固有頻率作為一項評價指標;Lee等[10]提出了一種在實際系統建立前根據微型機床結構特點來評價其靜態和動態特性的方法,通過選擇合適的主軸轉速來減小機床振動。上述文獻針對機床動態特性開展了廣泛研究,但未考慮到不同切削參數下,各頻率成分對應的切削力幅值不同,引起的機床響應也不相同。此外,正弦掃頻信號與實際切削力相差甚遠,不能反映切削過程的實際情況。
鑒于數控機床強迫振動的響應與激振力頻率成分有關,基于實際切削過程中的動態切削力建立了動態激振力模型。在檢驗機床動態特性時,通過分頻段激勵來分析不同頻段下刀具和工件末端的相對振動。考慮到工件材料和切削參數不同時,各頻率成分對應的刀具切削力幅值會有所差別,機床的動態響應也會不同,擬研究不同工件材料和切削參數下刀具的動態切削力和不同機床的動態特性,并以此判斷機床在各個頻段的動態特性,比較在相同動態力作用下不同機床的動態特性,以期為機床設計提供參考,為機床出廠前的動態特性評價提供指導。
1 切削力分析及動態激振力模型建立
1.1 切削力理論模型
根據Wang的研究[11],螺旋立銑刀微元刀刃對工件的切削力為:
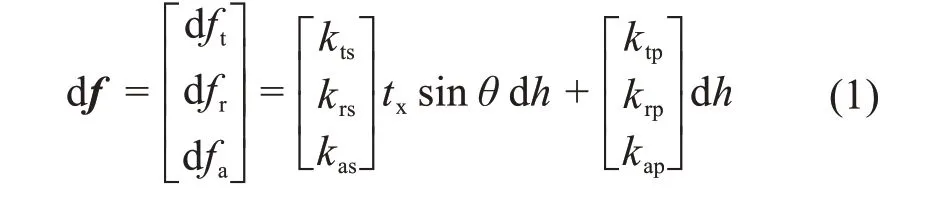
式中:tx為每齒進給量,dh為微元刀刃厚度,θ為刀具初始切削角度,kts、krs、kas分別為剪切力切向、徑向、軸向切削系數,ktp、krp、kap分別為犁切力切向、徑向、軸向切削系數,這些系數與刀具的材料特性相關,由試驗確定。
對式(1)積分,得到單齒總切削力為:
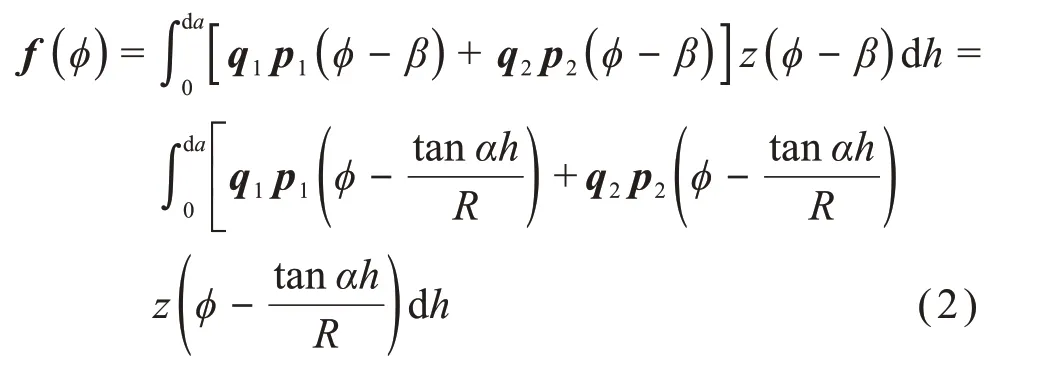
式中:p1和p2分別為單位剪切力和單位犁切力,q1和q2分別為剪切力與犁切力切削系數矩陣,φ為刀具旋轉角,α為刀具螺旋角,β為切削點到起切點的周向包角,da為切削深度,z為窗函數,R為刀具半徑。
假設立銑刀有N個齒,則其總切削力為:

式中:F為多齒總切削力,fk為第k個齒的切削力,βp為齒間角。
1.2 切削試驗及參數識別
上述切削力模型中的參數需通過切削試驗來識別。切削試驗中,試件材料為6061鋁合金和45號鋼。切削參數如下:切削深度為1,2,3 mm;每齒進給量為0.05,0.10,0.15 mm;轉速為500,750,1 000 r/min;切削寬度為0.5R,1.0R,1.5R,2R。4種切削寬度下的切削幾何模型如圖1所示,圖中wc表示切削寬度。
切削試驗中,選用的刀具為株洲鉆石切削刀具股份有限公司生產的通用硬質合金立銑刀GM-4ED20.0,其直徑為20 mm,螺旋角為45°;選用的數控機床為立式銑床哈挺VMC600Ⅱ;切削力信號通過Kistler公司生產的9257b測力平臺以及配套的電荷放大器、數據采集系統(含DynoWare 數據分析軟件)采集,其中壓電傳感器在X、Y、Z三個方向的靈敏度分別為-7.826,-7.823,-3.769 pC/N,量程為-5 ~5 kN。切削試驗平臺如圖2所示,基于選取的切削參數進行切削試驗并采集切削力。
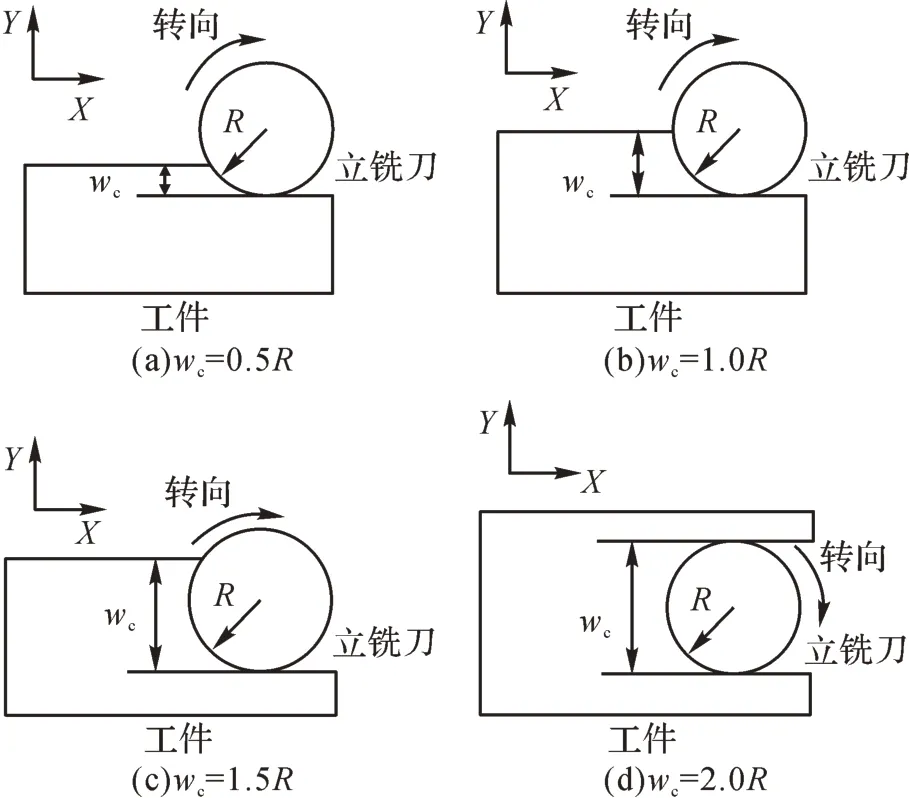
圖1 4種切削寬度下的切削幾何模型Fig.1 Cutting geometry models with four cutting widths

圖2 切削試驗平臺Fig.2 Cutting test platform
根據平均切削力系數模型[12]和切削力試驗數據,用最小二乘法識別并確定立銑刀切削力系數kts、krs、kas、ktp、krp、kap,結果如表1所示。
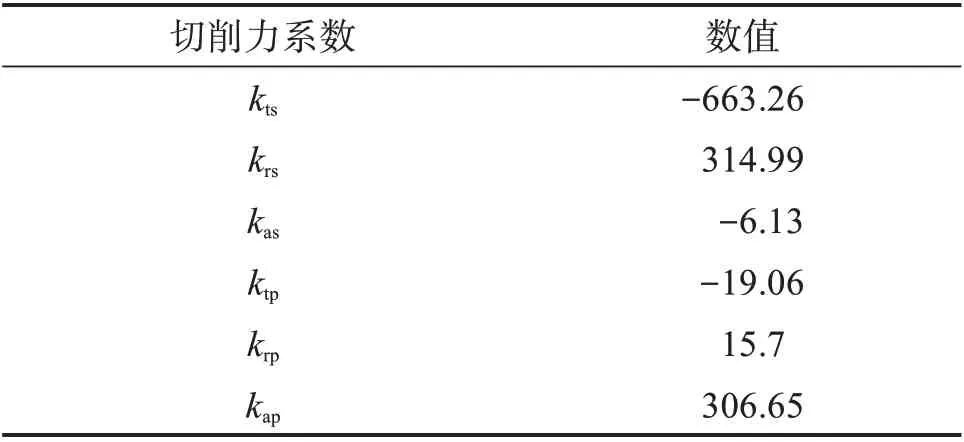
表1 立銑刀切削力系數Table 1 Cutting force coefficients of vertical milling單位:N/mm2
基于切削力理論模型計算不同切削參數下的動態切削力,并與切削力試驗值進行對比,如圖3所示,結果顯示兩者吻合度較高。
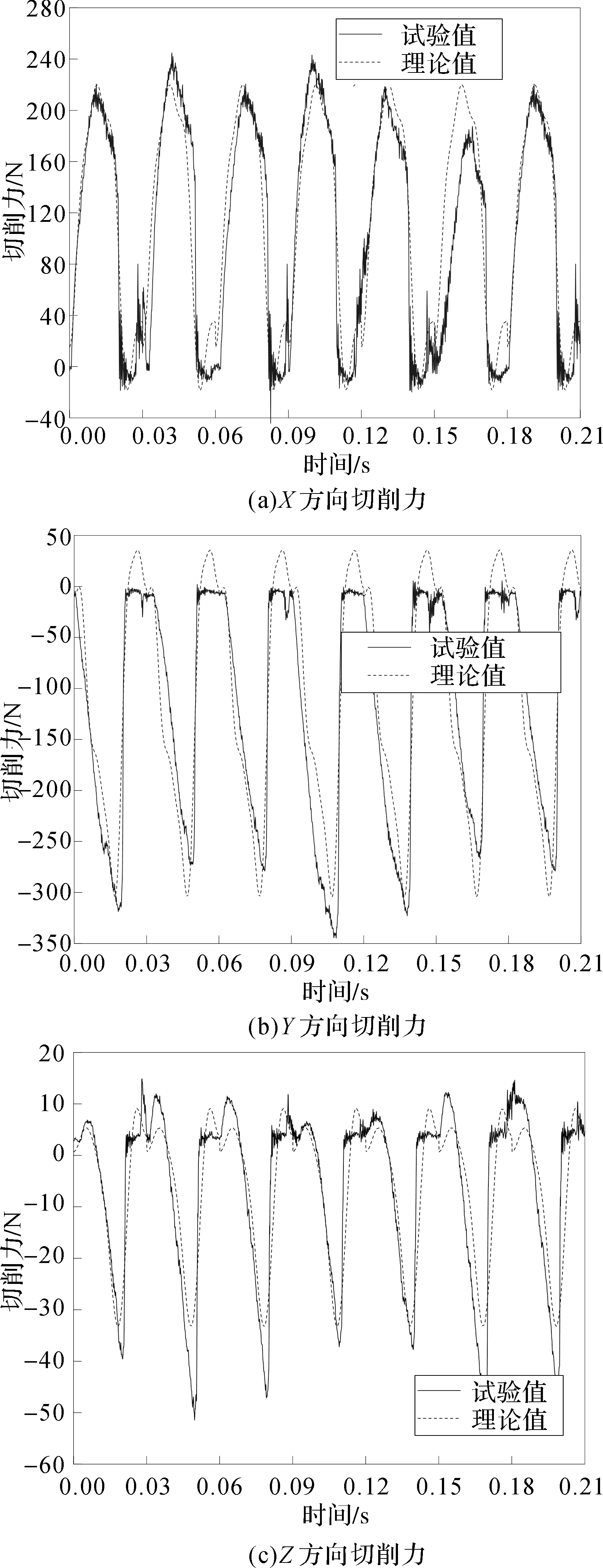
圖3 動態切削力理論值與試驗值對比Fig.3 Comparison between theoretical values and experimental values of cutting force
圖3顯示動態切削力呈周期性變化,因周期函數可以用傅里葉級數展開,故將動態切削力展開成余弦級數形式并分析不同切削參數下切削力的主要頻率成分。切削力的余弦級數形式可表示為:

式中:an為第n個頻率的系數,a0為常數項系數,a為刀具角速度。
1.3 切削力頻率成分分析
當轉速相同時,不同切削條件下切削力有相同的頻率成分,但同一頻率對應的切削力幅值不同。為了確定各頻率成分對應的切削力幅值與切削參數的關系,比較不同切削寬度、每齒進給量下各頻率成分對應的切削力幅值。當切削深度為3 mm,轉速為500 r/min,試件材料為6061鋁合金時,4種切削寬度下X、Y、Z方向切削力的頻率成分及對應的幅值分別如圖4至圖6所示。
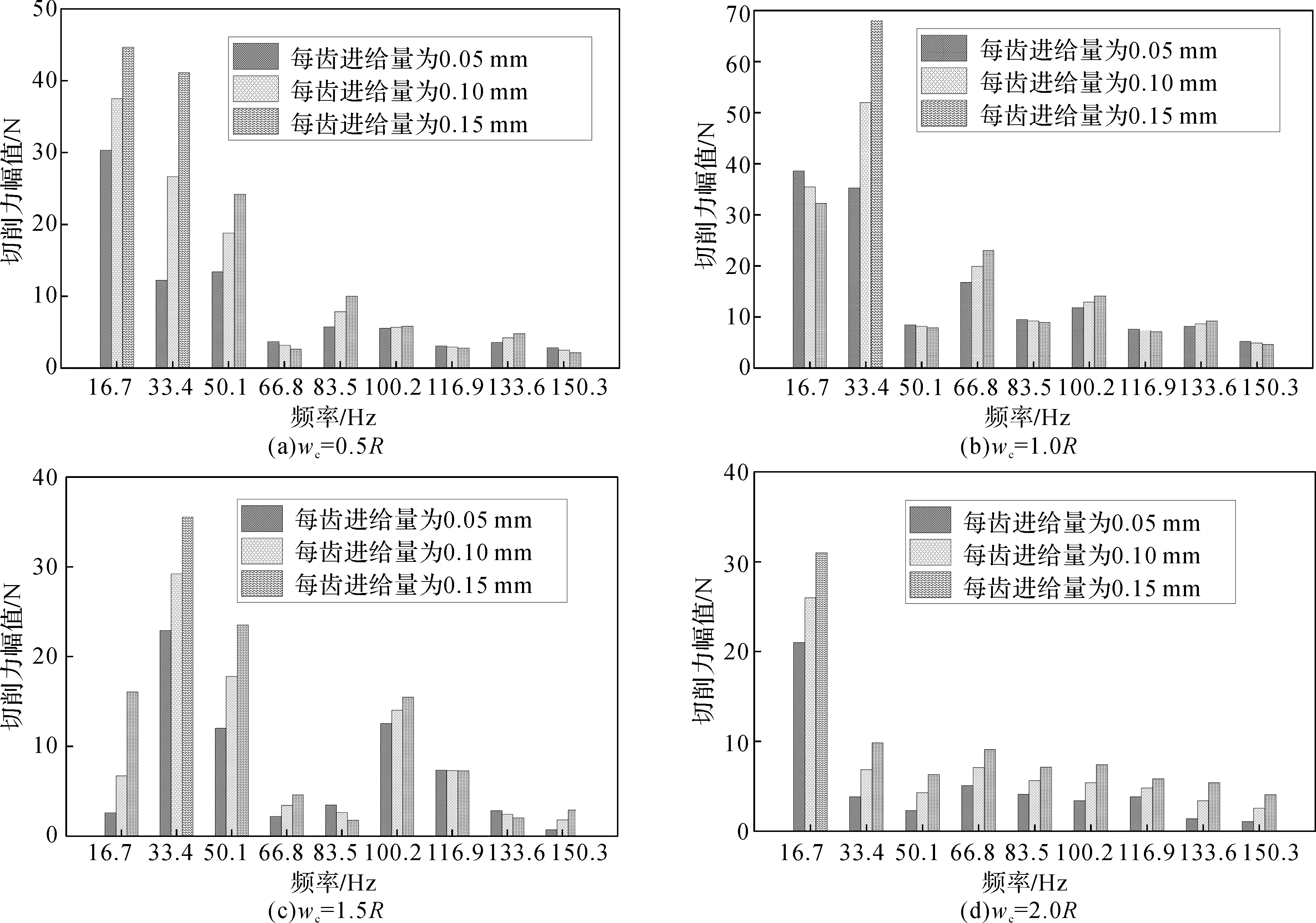
圖4 X方向切削力的頻率成分及對應的幅值Fig.4 Frequency component and corresponding amplitude of cutting force in X direction
圖5 Y方向切削力的頻率成分及對應的幅值Fig.5 Frequency component and corresponding amplitude of cutting force in Y direction
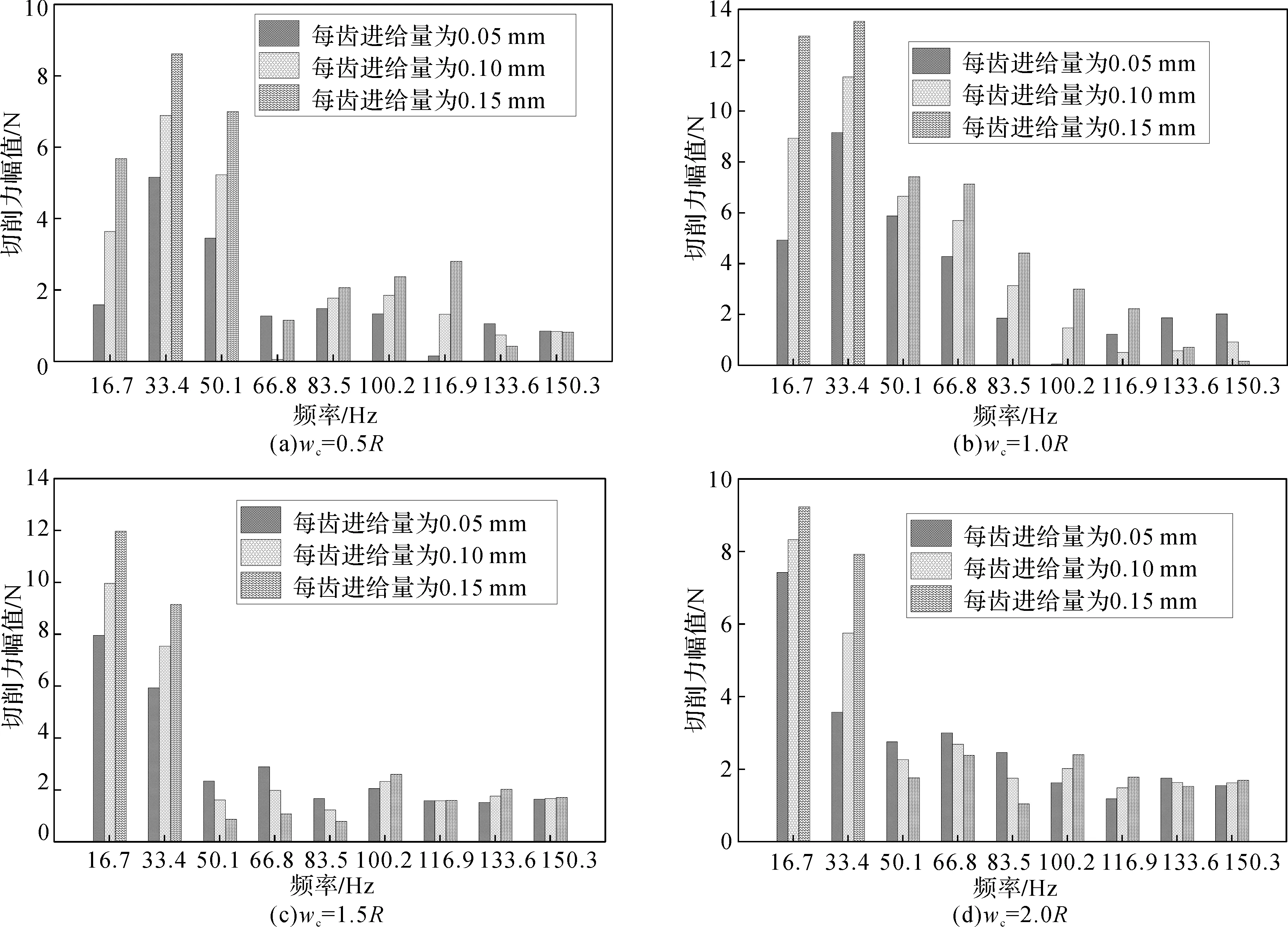
圖6 Z方向切削力的頻率成分及對應的幅值Fig.6 Frequency component and corresponding amplitude of cutting force in Z direction
由不同切削條件下各頻率成分對應的X、Y、Z方向切削力幅值可知,不同切削寬度下相同頻率成分對應的切削力幅值相差較大;在相同切削寬度下,各頻率成分對應的切削力幅值與每齒進給量呈線性關系。
1.4 動態激振力模型建立
根據上文的分析,可以將切削深度為3 mm,轉速為500 r/min,試件材料為6061鋁合金,相同切削寬度下的動態切削力表示成關于每齒進給量的函數。其余2個切削深度下各頻率成分對應的切削力幅值特征與上述情況一致,也可表示成關于每齒進給量的函數。
當轉速不同或試件材料不同時,動態切削力的頻率成分不同。在上述切削力頻率成分分析的基礎上,分析不同轉速和不同試件材料下動態切削力的頻率成分。當轉速為750或1 000 r/min時,各頻率成分對應的切削力幅值特征與上述情況一致,也可表示成關于每齒進給量的函數。同樣,在試件材料為45號鋼時,動態切削力也可表示成關于每齒進給量的函數。
基于上述不同切削參數下動態切削力各頻率成分的特點,建立動態激振力模型,該激振力模型以每齒進給量為自變量,能夠表征不同試件材料、轉速、切削寬度、切削深度和每齒進給量下的動態切削力,如公式(5)所示。由于高頻率和切削力幅值較小時對應的頻率對機床的影響較小,可將這部分頻率成分刪去。根據切削力是否包含該頻率成分,取系數wn=1或0。將動態切削力作為激振力,研究機床在不同頻段切削力下的動態特性。

式中:knt+bn為不同每齒進給量下動態切削力各頻率成分的系數,代表不同每齒進給量下該頻率成分包含的能量,k0t+b0為不同每齒進給量下動態切削力中的靜態部分。
2 數控機床動態特性仿真分析
2.1 數控機床有限元模型建立
為分析數控機床在不同頻段下的動態特性以及比較不同機床動態特性的優劣,用ANSYS有限元分析軟件建立2臺機床的有限元模型并進行相應仿真分析。鑒于機床結合面的剛度和阻尼對整機動力學響應的影響較大,除了定義機床各個部件材料屬性之外,在各結合面上設置彈簧-阻尼單元[13-15]以模擬真實的接觸狀況,其剛度和阻尼根據Guo,Deng等[16-17]提出的方法確定。將絲杠和螺母簡化為圓柱和圓筒,滾動結合部用1組彈簧-阻尼單元等效,在圓周方向上,彈簧-阻尼單元均勻分布,數量一般為4~8個;在絲杠-螺母副軸向方向上,將螺旋滾道簡化為垂直于絲杠軸線的若干個環形滾道,間距為絲杠的導程[18]。滾柱在導軌和滑塊間滾動,形成滾動結合面;導軌與機床結構件之間通過螺栓連接;滑塊與工作臺通過螺栓連接,形成螺栓連接結合面,在各個結合面間設置彈簧-阻尼單元。滾動體在內、外圈間滾動,形成滾動結合面。在數控機床有限元模型中,將整根軸承簡化為1組彈簧-阻尼單元。對于螺栓連接結合面,以床身和立柱之間的固定結合面為例,將螺栓簡化為彈簧-阻尼單元。2 臺數控機床的有限元模型如圖7所示。
2.2 數控機床末端振動瞬態分析
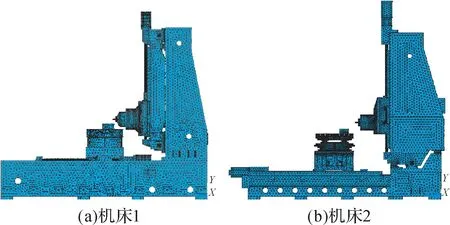
圖7 數控機床有限元模型Fig.7 Finite element model of NC machine tool
由上述分析可知當切削參數變化時,各頻率成分對應的切削力幅值也會發生變化,因此通過分頻段激勵來研究切削參數對數控機床動態特性的影響。基于轉速為500 r/min、切削寬度為0.5R、切削深度為3 mm時的動態激振力模型,將切削力頻率成分劃分為低頻(0~50.1 Hz)、中頻(50.2~100.2 Hz)和高頻(100.3~150.3 Hz)三個頻段,在刀具和工件上分別施加大小相等、方向相反的動態激振力以進行仿真分析,通過提取刀具和工件間的相對位移,分別計算不同頻段下機床末端X、Y、Z方向的動剛度,并比較不同機床在受到相同激振力時的動態特性。
圖8 所示為不同頻段下機床末端X方向動剛度與每齒進給量的關系曲線。其中,圖8(a)為切削6061鋁合金時機床1末端的X方向動剛度,圖8(b)為切削6061鋁合金時機床2末端的X方向動剛度,圖8(c)為切削45號鋼時機床1末端的X方向動剛度,圖8(d)為在切削45號鋼時機床2末端的X方向動剛度。
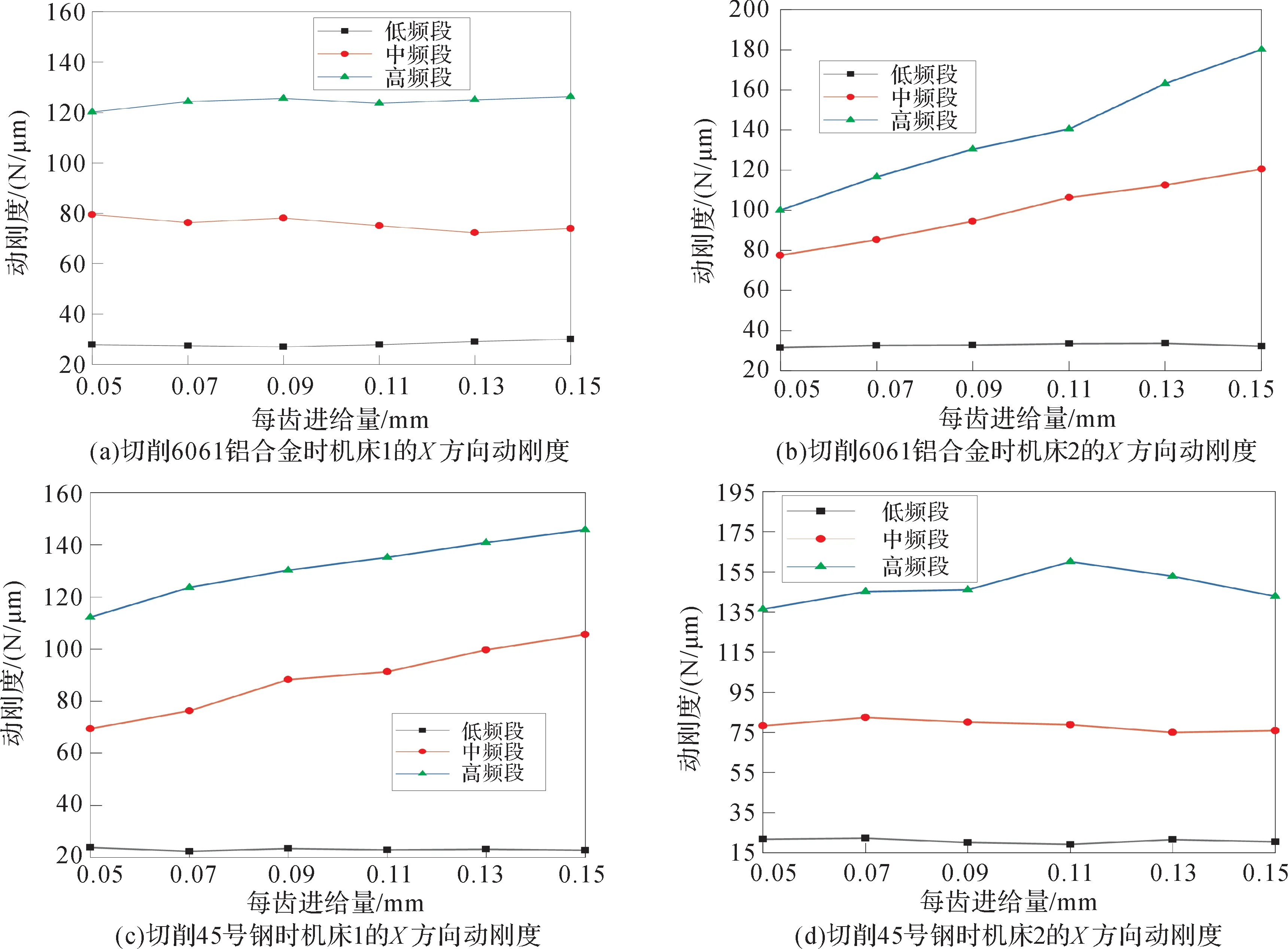
圖8 機床末端X方向動剛度與每齒進給量的關系曲線Fig.8 Relation curve of X-direction dynamic stiffness at the end of machine tool and feed per tooth
從圖8可以看出:2臺機床在低頻段下X方向動剛度較小,說明機床在低頻段下X方向動態特性較差;在切削同一材料試件時,機床2 在低頻段下X方向動剛度略大于機床1(中、高頻段下機床末端的振動位移很小,可忽略),表明在低頻段下機床2的X方向動態特性更好;切削6061鋁合金時機床在低頻段下X方向動剛度要大于切削45號鋼時,表明2臺機床在切削鋁合金時X方向動態特性較優。
圖9 所示為不同頻段下機床末端Y方向動剛度與每齒進給量的關系曲線。其中,圖9(a)為切削6061鋁合金時機床1末端的Y方向動剛度,圖9(b)為切削6061鋁合金時機床2末端的Y方向動剛度,圖9(c)為切削45號鋼時機床1末端的Y方向動剛度,圖9(d)為切削45號鋼時機床2末端的Y方向動剛度。
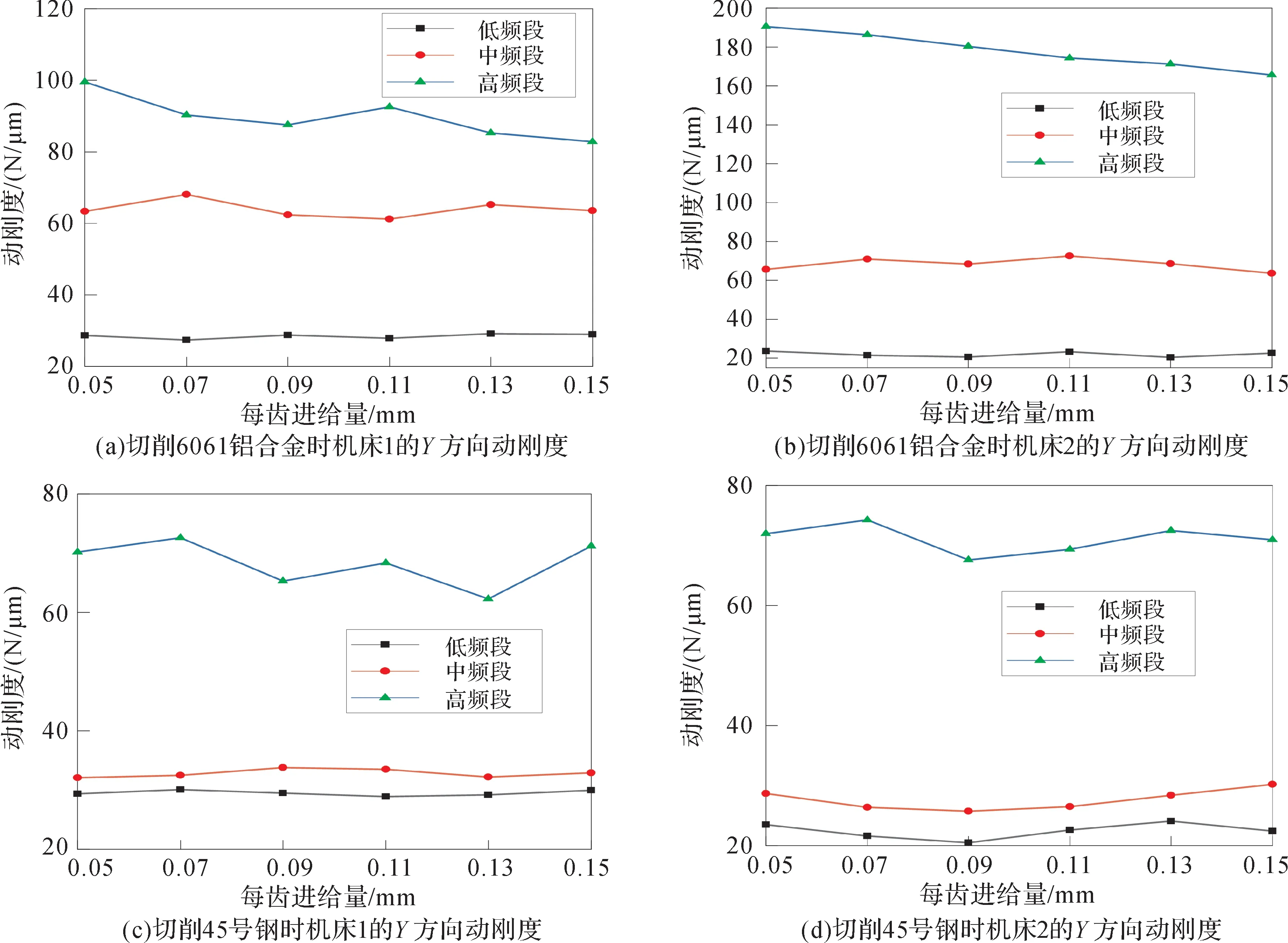
圖9 機床末端Y方向動剛度與每齒進給量的關系曲線Fig.9 Relation curve of Y-direction dynamic stiffness at the end of machine tool and feed per tooth
從圖9可以看出:在切削鋁合金時,2臺機床在低頻段下Y方向動剛度較小,說明此時機床在低頻段下Y方向動態特性較差;在切削45 號鋼時,2 臺機床在低、中頻段下Y方向動剛度較小,說明此時機床在低、中頻段下Y方向動態特性較差;在切削同一材料試件時,機床2的Y方向動剛度小于機床1,說明機床1在Y方向的動態特性更優;切削6061鋁合金時機床的Y方向動剛度大于切削45號鋼時,表明2臺機床在切削鋁合金時Y方向動態特性較優。
圖10所示為不同頻段下機床末端Z方向動剛度與每齒進給量的關系曲線。其中,圖10(a)為切削6061鋁合金時機床1末端的Z方向動剛度,圖10(b)為切削6061鋁合金時機床2末端的Z方向動剛度,圖10(c)為切削45號鋼時機床1末端的Z方向動剛度,圖10(d)為切削45 號鋼時機床2 末端的Z方向動剛度。
從圖10可以看出:在切削不同材料試件時,機床在低頻段和中頻段下Z方向動剛度較小,說明機床在低、中頻段下Z方向動態特性較差;在切削相同材料試件時,機床2的Z方向動剛度小于機床1,說明機床1的Z方向動態特性較優;在切削6061鋁合金和45號鋼時機床的Z方向動剛度差別不大,表明切削不同材料試件時機床Z方向動態特性相差不大。
3 激振試驗驗證
3.1 激振試驗
為驗證上述有限元分析結果的準確性,對2臺機床進行激振試驗,激振試驗臺如圖11所示,通過采集機床末端的相對振動位移來計算其相對動剛度。選用寶應縣寶飛振動儀器廠生產的DJ-20非接觸式激振器進行激振,其最大激振力為20 N,工作頻率范圍為1~500 Hz,激振力波形失真度小于5%;用電容傳感器采集機床末端的相對振動位移;在刀桿靠近主軸端處貼應變片以采集刀桿受到的激振力。基于采集的試驗數據計算機床在各個頻段下X、Y、Z方向動剛度,并與有限元分析結果進行比較,結果如表2至表5所示。
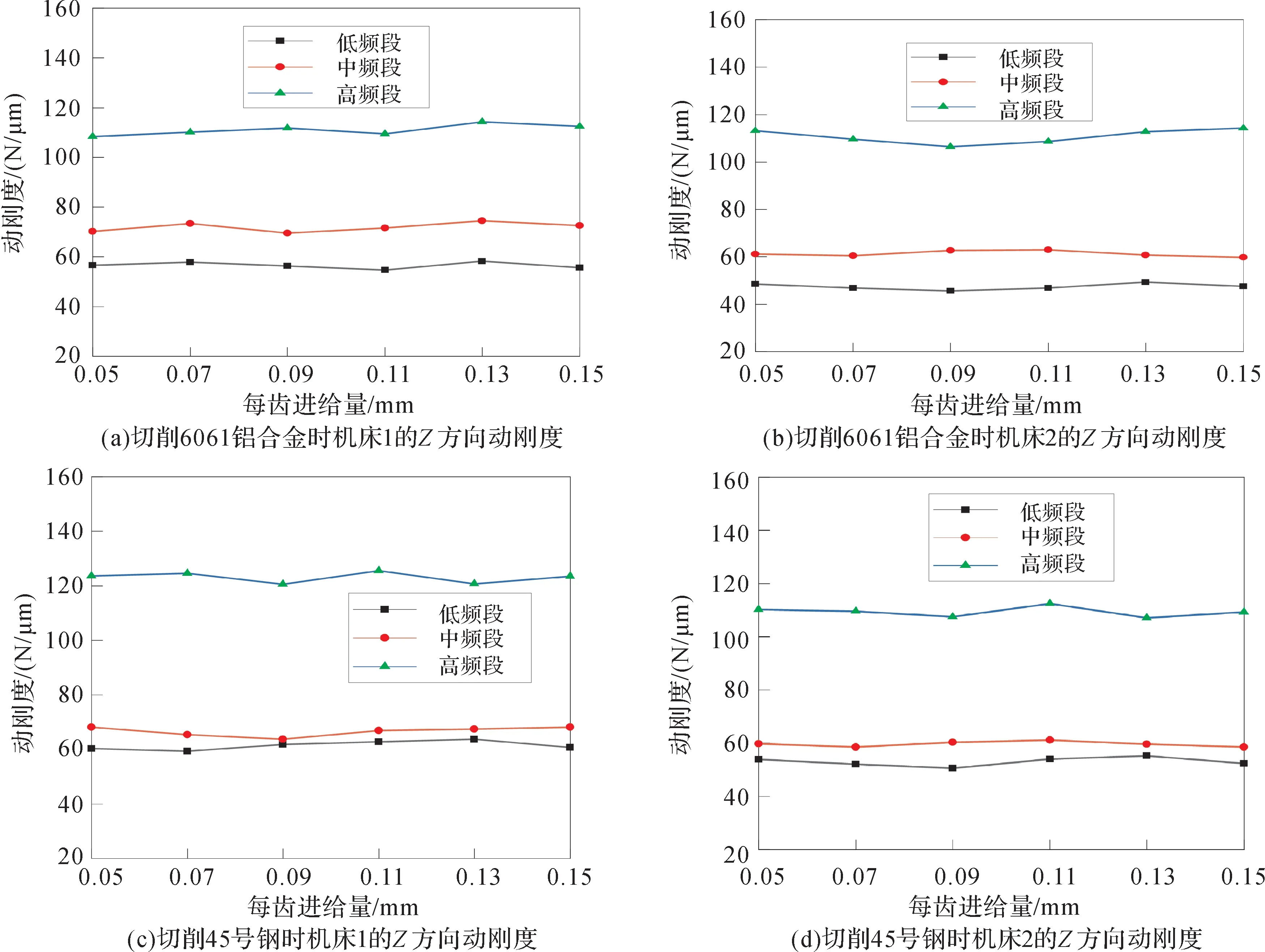
圖10 機床末端Z方向動剛度與每齒進給量的關系曲線Fig.10 Relation curve of Z-direction dynamic stiffness at the end of machine tool and feed per tooth
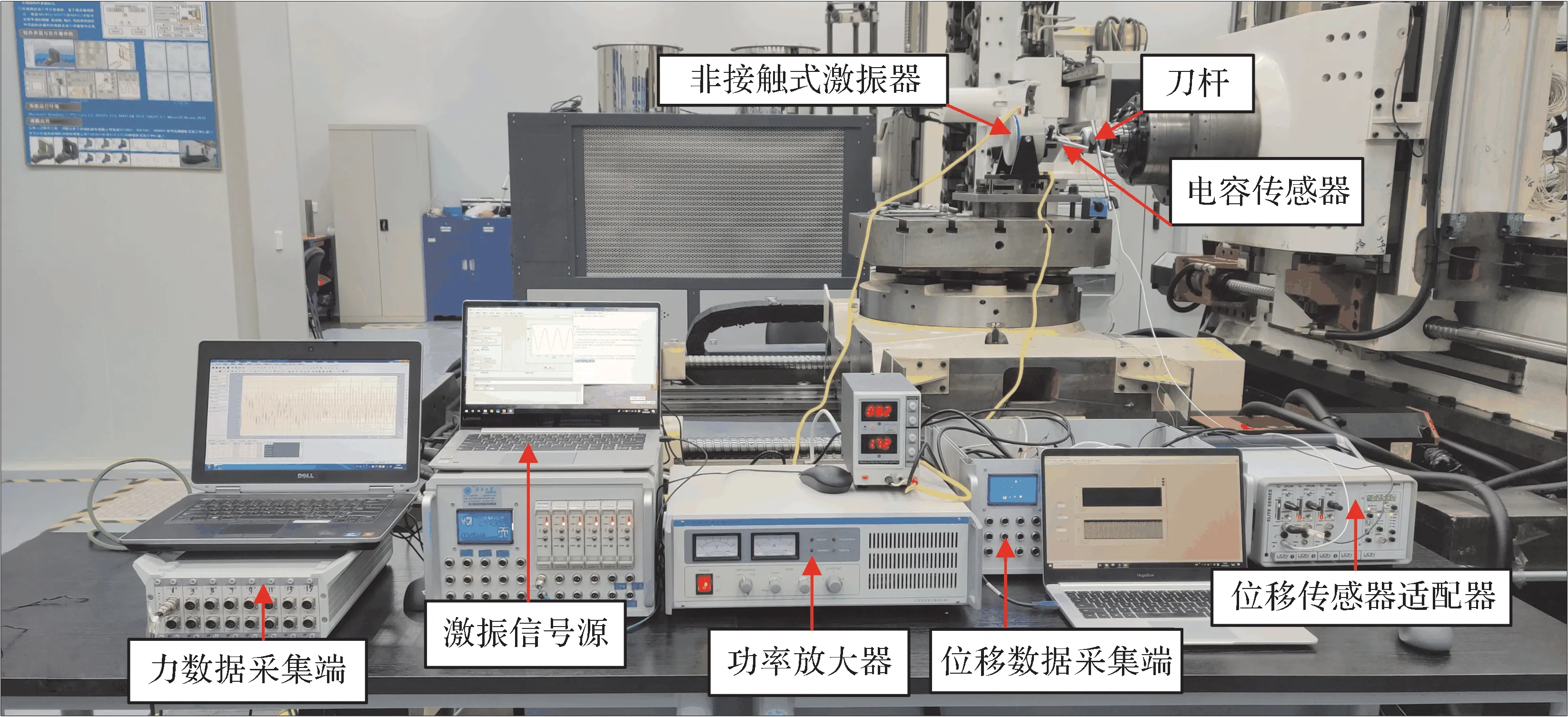
圖11 激振試驗臺Fig.11 Excitation test bench

表2 機床1切削6061鋁合金時的動剛度Table 2 Dynamic stiffness of machine tool 1 during cutting 6061 aluminum alloy

表3 機床2切削6061鋁合金時的動剛度Table 3 Dynamic stiffness of machine tool 2 during cutting 6061 aluminum alloy

表4 機床1切削45號鋼時的動剛度Table 4 Dynamic stiffness of machine tool 1 during cutting 45# steel

表5 機床2切削45號鋼時的動剛度Table 5 Dynamic stiffness of machine tool 2 during cutting 45# steel
由表中數據可知,激振試驗結果與有限元分析結果的相對誤差不大,驗證了機床動態特性有限元分析結果的準確性。
3.2 激振試驗結果與掃頻分析結果比較
正弦掃頻分析用于研究單個頻率激勵下機床的動態特性,當激振頻率等于固有頻率時,機床的振動較大。然而機床在實際切削時會同時受到多個頻率的激勵,且各個頻率對應的切削力幅值不同,此時機床為非線性系統,不能將各個頻率激勵下的振動位移簡單疊加。由上文可知不同切削參數和試件材料下,切削力的主要頻率成分以及各頻率成分對應的切削力幅值不同,機床在復雜多變切削力作用下的動態特性不能用正弦掃頻這樣單一的信號來分析。
正弦掃頻信號作用下機床1末端的振動頻譜如圖12 所示,圖中峰值對應的固有頻率分別為30.5,44.5,62.1 Hz。分頻段切削力作用下機床1末端的振動頻譜如圖13所示。
對比正弦掃頻響應結果與切削力激振作用下的振動頻譜可知,后者更能準確地反映機床振動的頻域信息。結合機床各個方向的模態,可找到振動最大的部位,這可為機床動態特性優化提供參考。
4 結 論
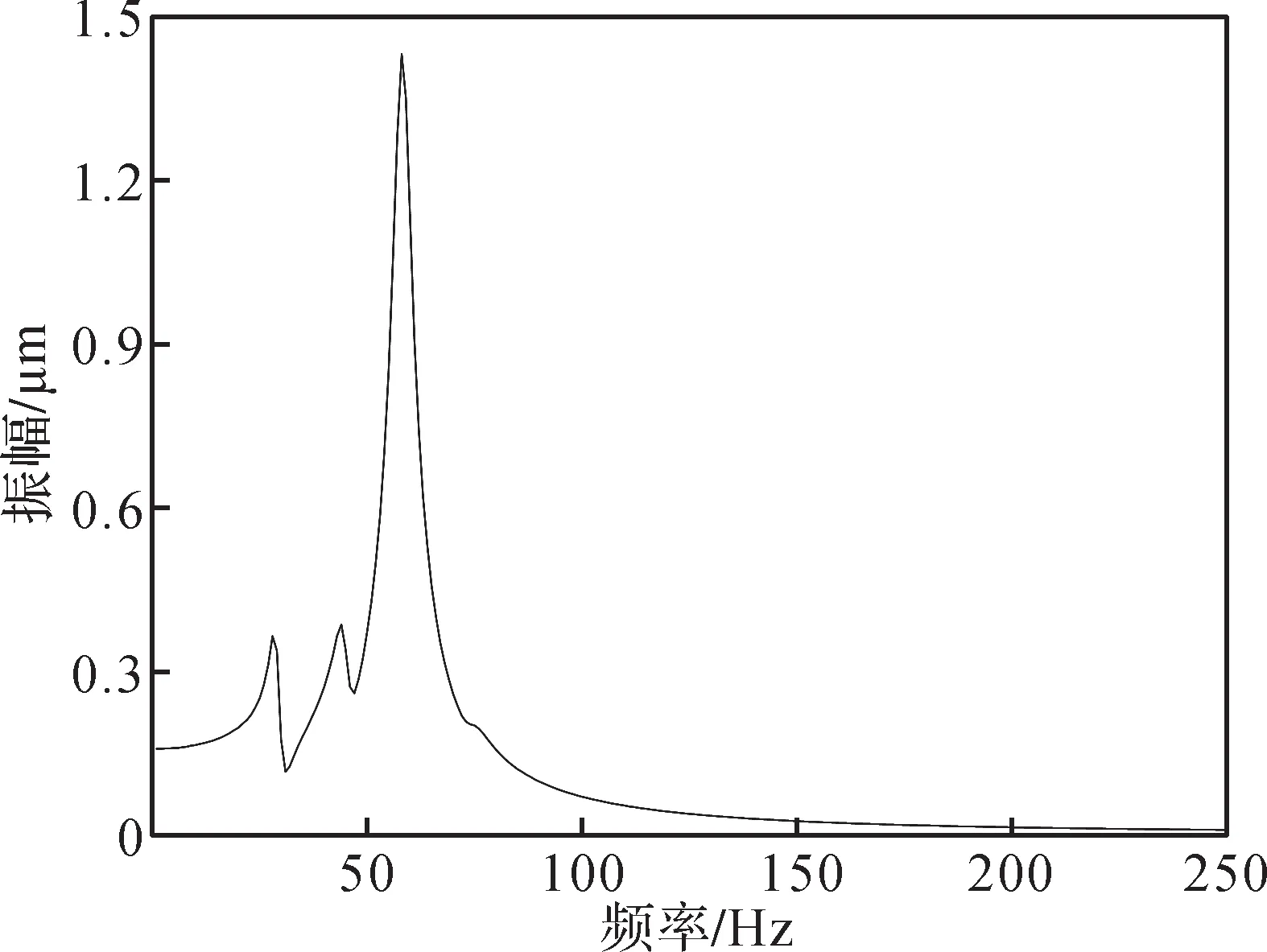
圖12 正弦掃頻信號作用下機床1末端的振動頻譜Fig.12 Frequency spectrum of vibration at the end of machine tool 1 under the action of harmonic sweep signal
1)提出了一種數控機床動態特性評價方法,該方法能夠準確判斷數控機床在不同切削力作用下的動態特性。
2)切削參數和試件材料會影響切削力的頻率成分及對應的幅值;通過分頻段激勵,可以檢驗機床在各頻段切削力作用下的動態特性。
3)通過搭建激振試驗平臺,用真實的切削力對機床進行激振,驗證了有限元分析結果的準確性。
4)通過分析機床末端相對振動的頻域信號,結合機床各個方向上的模態,可以找出機床在切削力作用下的主要振動部位,這可為機床動態特性優化提供參考。
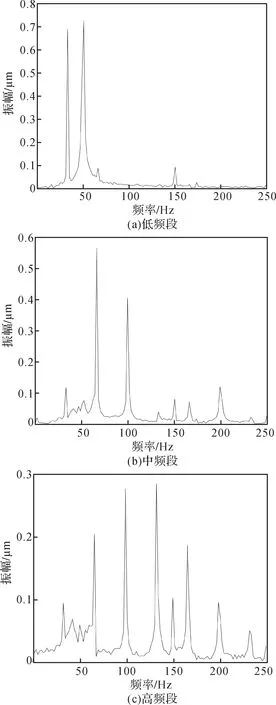
圖13 分頻段切削力作用下機床1末端的振動頻譜Fig.13 Frequency spectrum of vibration at the end of machine tool 1 under the action of variable sub-band cutting force
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
