一種防水材料噴涂車控制系統(tǒng)研究
2020-05-25 02:56:03紀(jì)博林
價(jià)值工程 2020年13期
紀(jì)博林
摘要:為實(shí)現(xiàn)在平面自動(dòng)化噴涂,保證涂膜厚度均勻性、一致性,提高噴涂效率,研發(fā)了一種防水涂料噴涂車。噴涂車包括四組走行機(jī)構(gòu)和轉(zhuǎn)向系統(tǒng),通過控制系統(tǒng)實(shí)現(xiàn)走行速度0-7.5m/min無極調(diào)速。根據(jù)走行速度實(shí)現(xiàn)噴涂厚度的設(shè)置,轉(zhuǎn)向機(jī)構(gòu)根據(jù)噴涂位置的變化進(jìn)行0-180度轉(zhuǎn)向,這樣可以實(shí)現(xiàn)快速換向,提高噴涂效率。卷筒可以根據(jù)噴涂的環(huán)境進(jìn)行收放電纜和噴涂液壓管道,減少人工輔助作業(yè),實(shí)現(xiàn)自動(dòng)化作業(yè)。噴涂系統(tǒng)根據(jù)噴涂的工況進(jìn)行設(shè)置噴涂寬度和噴涂往復(fù)運(yùn)行速度,同時(shí)框架結(jié)構(gòu)采用2A14鋁合金,整車自重較輕,方便裝車和運(yùn)輸。實(shí)際應(yīng)用表明,噴涂車能夠有效地保證噴涂質(zhì)量,提高噴涂效率,節(jié)省噴涂涂料,減少對(duì)操作人員的人身傷害。
Abstract: In order to realize automatic spraying on the plane, ensure the uniformity and consistency of film thickness, and improve the spraying efficiency, a waterproof coating spraying car is developed. The spraying car consists of four groups of running mechanism and steering system, and the running speed is 0-7.5m/min stepless speed regulation through the control system. According to the travel speed to achieve the setting of spraying thickness, the steering mechanism according to the change of spraying position to turn 0-180 degrees, which can achieve fast reversing and improve spraying efficiency. The drum can retract and release the cable and spray the hydraulic pipeline according to the spraying environment, reduce the manual auxiliary operation and realize the automatic operation. The spraying system sets the spraying width and spraying reciprocating speed according to the spraying working conditions. Meanwhile, the frame structure adopts 2A14 aluminum alloy, the weight of the whole vehicle is light, which is convenient for loading and transportation. The practical application shows that the spraying car can effectively guarantee the spraying quality, improve the spraying efficiency, save the spraying coating and reduce the personal injury to the operators.
關(guān)鍵詞:噴涂車;控制系統(tǒng);走行機(jī)構(gòu);轉(zhuǎn)向系統(tǒng)
0? 引言
目前,防水涂料噴涂車在鐵路、公路施工中已經(jīng)成熟使用。現(xiàn)有技術(shù)中的防水涂料噴涂車,通過操作人員手動(dòng)調(diào)整后端調(diào)整輪的方向,進(jìn)行控制噴涂臺(tái)車的噴涂直線度,并且噴涂的直線度和噴涂速度由操作人員的熟練程度決定,最不利的是操作防水涂料噴涂車需要操作人員需要一直跟隨噴涂車進(jìn)行噴涂,這樣對(duì)操作人員傷害最大[1-3]。上述現(xiàn)有技術(shù)存在以下缺點(diǎn):由于防水涂料噴涂車的走行直線度需要操作人員去手動(dòng)控制,不能利用本身的自動(dòng)控制系統(tǒng)進(jìn)行控制直線度;噴涂速度慢,由于是操作人員控制噴涂速度,速度不能太快,這樣操作人員很難控制噴涂質(zhì)量和直線度;操作防水涂料噴涂車需要操作人員一直手動(dòng)調(diào)節(jié)直線度,噴涂的防水涂料對(duì)操作人員身體有傷害。
1? 噴涂車控制系統(tǒng)設(shè)計(jì)
1.1 設(shè)計(jì)目標(biāo)
①在平面,坡度<15°能滿足噴涂要求的基面上自動(dòng)行走;②單次行走噴涂寬度約0-1.5m,往復(fù)噴涂運(yùn)行速度最大為2m/s;③噴涂厚度可自由設(shè)定0.5-3.0mm;④行走速度根據(jù)設(shè)定速度而定,最大行走速度7.5m/min;⑤電動(dòng)驅(qū)動(dòng);⑥人工遙控器操控,轉(zhuǎn)彎及搭接寬度可人工操控。
1.2 參數(shù)計(jì)算
為實(shí)現(xiàn)自動(dòng)噴涂,設(shè)計(jì)采用往復(fù)噴涂方式加勻速行走來控制涂膜均勻性,而涂膜厚度與噴涂機(jī)噴涂流量Q、小車行走速度V、往復(fù)寬度M、干膜密度ρ、固體含量X有關(guān),其中流量、干膜密度、固體含量可視為定量輸入,寬度設(shè)計(jì)最大為1.5m,所以涂膜厚度只與行走速度有關(guān),往復(fù)噴涂速度最大為1m/s。
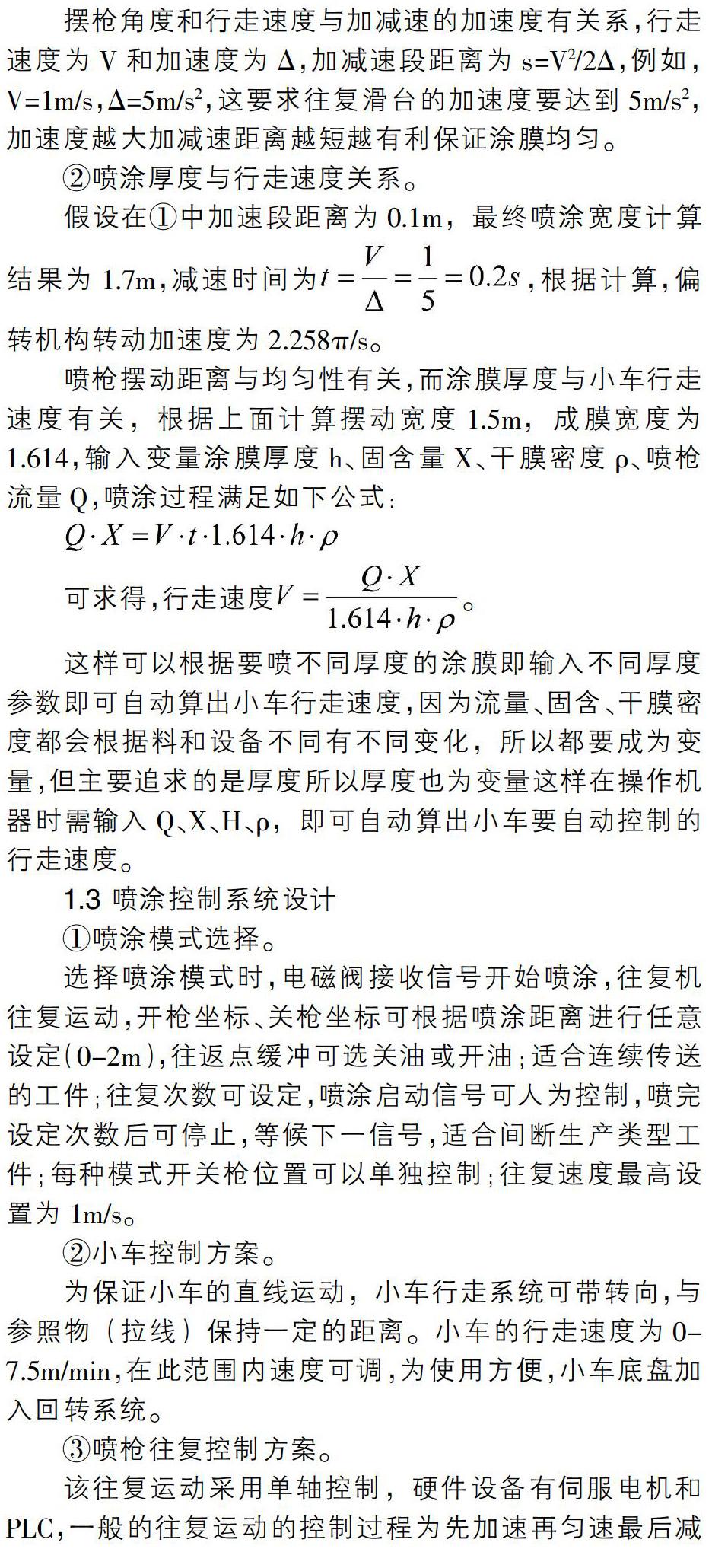
①往復(fù)行程設(shè)為1.5m,但由于在兩端存在加速和減速會(huì)導(dǎo)致兩端涂膜厚度增加,通過在兩端給予一定角度的擺槍角度α來解決這個(gè)問題。
擺槍角度和行走速度與加減速的加速度有關(guān)系,行走速度為V和加速度為Δ,加減速段距離為s=V2/2Δ,例如,V=1m/s,Δ=5m/s2,這要求往復(fù)滑臺(tái)的加速度要達(dá)到5m/s2,加速度越大加減速距離越短越有利保證涂膜均勻。
②噴涂厚度與行走速度關(guān)系。
假設(shè)在①中加速段距離為0.1m,最終噴涂寬度計(jì)算結(jié)果為1.7m,減速時(shí)間為,根據(jù)計(jì)算,偏轉(zhuǎn)機(jī)構(gòu)轉(zhuǎn)動(dòng)加速度為2.258π/s。
噴槍擺動(dòng)距離與均勻性有關(guān),而涂膜厚度與小車行走速度有關(guān),根據(jù)上面計(jì)算擺動(dòng)寬度1.5m,成膜寬度為1.614,輸入變量涂膜厚度h、固含量X、干膜密度ρ、噴槍流量Q,噴涂過程滿足如下公式:
這樣可以根據(jù)要噴不同厚度的涂膜即輸入不同厚度參數(shù)即可自動(dòng)算出小車行走速度,因?yàn)榱髁俊⒐毯⒏赡っ芏榷紩?huì)根據(jù)料和設(shè)備不同有不同變化,所以都要成為變量,但主要追求的是厚度所以厚度也為變量這樣在操作機(jī)器時(shí)需輸入Q、X、H、ρ,即可自動(dòng)算出小車要自動(dòng)控制的行走速度。
1.3 噴涂控制系統(tǒng)設(shè)計(jì)
①噴涂模式選擇。
選擇噴涂模式時(shí),電磁閥接收信號(hào)開始噴涂,往復(fù)機(jī)往復(fù)運(yùn)動(dòng),開槍坐標(biāo)、關(guān)槍坐標(biāo)可根據(jù)噴涂距離進(jìn)行任意設(shè)定(0-2m),往返點(diǎn)緩沖可選關(guān)油或開油;適合連續(xù)傳送的工件;往復(fù)次數(shù)可設(shè)定,噴涂啟動(dòng)信號(hào)可人為控制,噴完設(shè)定次數(shù)后可停止,等候下一信號(hào),適合間斷生產(chǎn)類型工件;每種模式開關(guān)槍位置可以單獨(dú)控制;往復(fù)速度最高設(shè)置為1m/s。
②小車控制方案。
為保證小車的直線運(yùn)動(dòng),小車行走系統(tǒng)可帶轉(zhuǎn)向,與參照物(拉線)保持一定的距離。小車的行走速度為0-7.5m/min,在此范圍內(nèi)速度可調(diào),為使用方便,小車底盤加入回轉(zhuǎn)系統(tǒng)。
③噴槍往復(fù)控制方案。
該往復(fù)運(yùn)動(dòng)采用單軸控制,硬件設(shè)備有伺服電機(jī)和PLC,一般的往復(fù)運(yùn)動(dòng)的控制過程為先加速再勻速最后減速,在加減速的過程中由于速度較慢,容易導(dǎo)致噴涂厚度不均,在這個(gè)過程中為保證噴涂的均勻,槍頭可擺動(dòng),在加減速的過程中槍頭要向內(nèi)側(cè)擺動(dòng)。往復(fù)運(yùn)動(dòng)的速度為1m/s,根據(jù)實(shí)際的噴涂厚度,調(diào)節(jié)合適的速度及噴槍流量。
2? 噴涂車關(guān)鍵技術(shù)
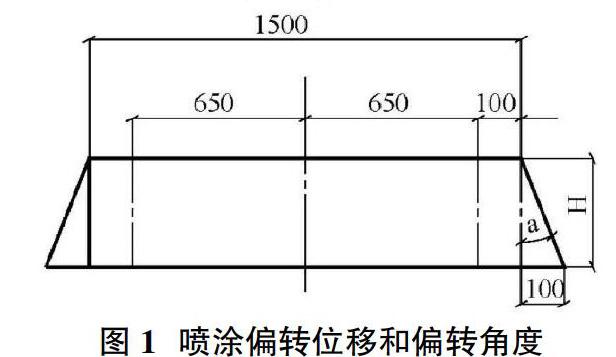
防水涂料噴涂車由車架、走行系統(tǒng)、轉(zhuǎn)向系統(tǒng)及噴涂機(jī)構(gòu)組成。采用內(nèi)齒輪回轉(zhuǎn)支撐(013.25.315),需要轉(zhuǎn)向時(shí),控制器控制轉(zhuǎn)向電機(jī)減速機(jī)帶動(dòng)進(jìn)行90度轉(zhuǎn)向[4]。防水涂料噴涂車關(guān)鍵技術(shù)包括以下5個(gè)方面:
①噴涂機(jī)構(gòu)采用伺服電機(jī)驅(qū)動(dòng)控制實(shí)現(xiàn)往復(fù)運(yùn)動(dòng)速度范圍寬,調(diào)速方便;
②噴涂機(jī)構(gòu)的轉(zhuǎn)向機(jī)構(gòu)采用調(diào)速電機(jī)及減速機(jī)驅(qū)動(dòng)噴涂機(jī)構(gòu)轉(zhuǎn)向,其轉(zhuǎn)向范圍為0-180°,為了保證轉(zhuǎn)向的精度加設(shè)限位器進(jìn)行控制;
③走形系統(tǒng)采用四個(gè)同等型號(hào)的變頻電機(jī)及減速機(jī)驅(qū)動(dòng),并加設(shè)糾偏裝置可以保證走形機(jī)構(gòu)走形直線度,并且采用變頻電機(jī)可以實(shí)現(xiàn)調(diào)速范圍寬,調(diào)速靈敏;
④卷筒采用調(diào)速電機(jī)及減速機(jī)驅(qū)動(dòng),并根據(jù)走形系統(tǒng)的速度進(jìn)行調(diào)速,實(shí)現(xiàn)電纜和涂料供給管路長(zhǎng)短控制,減少噴涂人員的配置;
⑤控制系統(tǒng)采用全自動(dòng)控制并加設(shè)無線裝置,可以實(shí)現(xiàn)遠(yuǎn)距離操作,減輕對(duì)操作人員的傷害。
3? 結(jié)論
噴涂車采用四臺(tái)相同型號(hào)的調(diào)頻電機(jī)和轉(zhuǎn)向調(diào)速電機(jī)進(jìn)行控制走形速度和直線度,在噴涂過程中,根據(jù)設(shè)置的噴涂界限進(jìn)行噴涂,當(dāng)發(fā)生偏離界限時(shí),系統(tǒng)根據(jù)反饋的位置偏差進(jìn)行修正走形速度,保證噴涂的直線度。再噴涂過程中,當(dāng)噴涂距離超過放置的電纜和噴涂液壓管時(shí),卷筒進(jìn)行轉(zhuǎn)動(dòng),釋放電纜和噴涂液壓管,根據(jù)需要也可以收攏電纜和噴涂液壓管。現(xiàn)場(chǎng)應(yīng)用表明:噴涂車能夠有效地保證噴涂質(zhì)量,提高噴涂速度且實(shí)現(xiàn)自動(dòng)化噴涂,保證涂膜厚度均勻性、一致性提高噴涂效率[5]。自動(dòng)化涂車可作為同類工程施工提供相關(guān)參考,具有一定的推廣意義。
參考文獻(xiàn):
[1]任駿鋒.基于PLC和組態(tài)軟件的非晶涂層噴涂裝置控制系統(tǒng)的研究[D].北京化工大學(xué),2016.
[2]鄭元國(guó),徐劍蕓.基于PLC及步進(jìn)電機(jī)控制的自動(dòng)噴涂機(jī)[J].機(jī)械工程與自動(dòng)化,2011(06):119-120.
[3]蘇敏.新型下涂劑噴涂車的研制[J].工程機(jī)械,2006(10):11,26,82.
[4]嚴(yán)生貴,白書亞,沈承金.機(jī)械化電弧噴涂裝置及應(yīng)用[J].腐蝕與防護(hù),2002(09):395-396.
[5]盧紅旗.智能數(shù)碼迷彩噴涂技術(shù)及裝備研制[D].西安理工大學(xué),2018.
