MR 6C型鉆井隔水管維修改造技術(shù)研究
2020-06-01 05:02:42周國林樊春明王洪川陳才虎張彩瑩王耀鋒
石油礦場機械 2020年3期
關(guān)鍵詞:焊縫
羅 強,周國林,樊春明,王洪川,陳才虎,張彩瑩,王耀鋒
(1.國家油氣鉆井裝備工程技術(shù)研究中心,陜西 寶雞 721002;2.寶雞石油機械有限責(zé)任公司,陜西 寶雞 721002;3.中海油田服務(wù)股份有限公司,河北 廊坊 065201)
隨著海洋鉆井隔水管使用年限增加,海水腐蝕和磨損,導(dǎo)致管體壁厚越來越小,最終導(dǎo)致管體無法滿足承載要求,需要對鉆井隔水管單根進(jìn)行維修改造[1-3]。在對某平臺的MR 6C型鉆井隔水管進(jìn)行檢驗時,發(fā)現(xiàn)管體壁厚嚴(yán)重不足,已無法使用。取得了隔水管API Spec 16F證書的寶雞石油機械有限責(zé)任公司于2018年承擔(dān)了此批老舊隔水管的維修改造工作。此次維修改造為國內(nèi)首次對國外生產(chǎn)的鉆井隔水管單根主管管體進(jìn)行異種壁厚管體整體更換,通過控制管體更換長度、優(yōu)化焊接坡口型式、個性化設(shè)計焊接坡口及關(guān)鍵尺寸等,使歷經(jīng)多次維修、管體規(guī)格不一的老舊MR 6C型鉆井隔水管得到重新應(yīng)用,降低了海洋鉆井成本。
1 隔水管改造前狀況
某半潛式鉆井平臺配備的MR 6C型隔水管參數(shù)如表1。

表1 某平臺MR 6C型海洋鉆井隔水管技術(shù)參數(shù)
該隔水管歷經(jīng)多次維修,主管管體和節(jié)流/壓井管線的原管體和接頭曾經(jīng)被切割更換過,管體規(guī)格有2種,主管接頭經(jīng)過焊接式維修,且該批隔水管單根的防腐層已大面積脫落,海水腐蝕導(dǎo)致主管管體壁厚嚴(yán)重不足,卡箍、保護(hù)帽等零部件大量缺失,已不能滿足承載和使用要求。維修改造前的MR 6C型隔水管單根如圖1所示。
2 隔水管改造要求
對檢測合格的主管接頭和節(jié)流壓井管線重新利用。新制造缺失和檢測不合格的節(jié)流壓井管線等零部件。更換隔水管單根主管管體,其壁厚從12.7 mm增加到15.875 mm。將零部件重新組焊、組配成滿足API 規(guī)范要求和海上鉆井使用要求的隔水管單根。

圖1 維修改造前的MR 6C型隔水管單根
3 隔水管改造方案
針對老舊隔水管單根破損嚴(yán)重和服役時間久等特點,制定了清洗、檢測、評估等隔水管主管接頭維修改造流程,如圖所2所示。
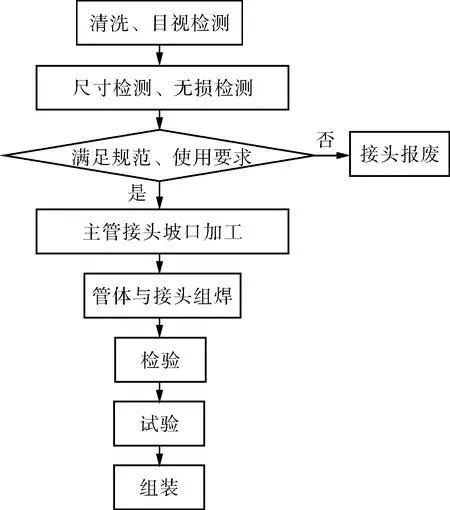
圖2 某平臺MR 6C型隔水管維修改造流程
3.1 隔水管連接互換性控制
針對該隔水管經(jīng)過多次維修和歷史維修記錄無法追溯等現(xiàn)實,主管管體和節(jié)流/壓井管線原管體和接頭曾被切割更換過。隔水管在外部載荷作用下,隔水管串與節(jié)流壓井管線間存在軸向位移,不合適的主管更換長度易造成隔水管單根在連接后,節(jié)流壓井管線公接頭與母接頭干涉,或公接頭密封區(qū)未到達(dá)母接頭密封槽位置,造成密封泄露。針對待改造的隔水管單根的實際情況,以節(jié)流壓井管線長度確定主管管體管體更換長度,控制節(jié)流壓井管線公接頭伸出長度和母接頭伸出長度,保證隔水管單根的連接互換性和密封可靠性。參照圖3計算確定MR 6C型隔水管單根主管的管體更換長度L3。

圖3 某平臺MR 6C型隔水管單根主管管體更換長度計算依據(jù)
式中:L3為隔水管單根主管管體的更換長度;L為節(jié)流壓井管線總長度;L1、L2分別為節(jié)流壓井管線伸出主管接頭法蘭端面的長度;L4為改造后主管母接頭焊接坡口至接頭法蘭外端面的距離;L5為為改造后主管公接頭焊接坡口至接頭法蘭外端面的距離。
3.2 主管接頭檢測與評估
隔水管主管接頭為主承載件,加工難度大,制造成本高,周期長。為了利用舊的隔水管主管接頭,對其進(jìn)行詳細(xì)的檢測,并從技術(shù)可行性、經(jīng)濟性等方面對隔水管主管接頭進(jìn)行評估。
首先對隔水管主管接頭進(jìn)行了目視檢查,確保密封面和承載面無嚴(yán)重?fù)p傷。清洗后,采用超聲波測厚儀對隔水管主管接頭的直段進(jìn)行壁厚測量。根據(jù)MR 6C型隔水管軸向承載要求,確定了可重新利用的舊隔水管主管接頭的壁厚不應(yīng)小于11.3 mm(原設(shè)計的壁厚為12.7 mm)。由于此批維修采用壁厚為15.875 mm的主管管體,與原壁厚為12.7 mm的主管接頭在內(nèi)徑上存在錯邊,為保證可焊性,確定主管接頭內(nèi)徑不大于510.3 mm。在對隔水管主管接頭目視檢查和尺寸檢測合格的基礎(chǔ)上,按照API Spec 16F規(guī)范對隔水管主管接頭的密封面和承載面進(jìn)行無損檢測,并對評估合格的隔水管主管接頭進(jìn)行重新組合配對。
3.3 組焊質(zhì)量控制
隔水管主管接頭與管體間焊縫是大管徑環(huán)焊縫,且處于隔水管串主載荷傳遞路徑上,其組焊質(zhì)量至關(guān)重要。因此,從焊接評定、破口加工、對中、熱處理去應(yīng)力、焊縫檢驗、硬度控制等方面對組焊質(zhì)量進(jìn)行控制[4-6]。
此批隔水管由于曾經(jīng)更換過管體,每次更換時需要加工去除隔水管主管接頭原焊縫及熱影響區(qū),導(dǎo)致此次維修改造時主管接頭的直段長度不足,影響組焊施工,還易產(chǎn)生應(yīng)力集中。為此,隔水管主管接頭新焊接坡口采用了填充量小且疲勞壽命較高的U形窄焊接坡口,既可以完全去除隔水管主管接頭原焊縫及熱影響區(qū),又保證焊接工藝的可操作性。
由于維修的隔水管主管接頭的內(nèi)徑及壁厚各不相同,為保證主管接頭與15.875 mm壁厚的X80鋼級無縫管管體坡口的匹配性,應(yīng)根據(jù)隔水管主管接頭坡口處內(nèi)徑設(shè)計加工X80鋼級無縫管管體坡口。
為盡可能保證新焊縫性能達(dá)到原焊縫要求,對隔水管主管接頭原焊縫、熱影響區(qū)和母材進(jìn)行了硬度測定。在加工去除隔水管主管接頭原焊縫及熱影響區(qū)時,對隔水管主管接頭進(jìn)行了取樣和化學(xué)成分分析,并依此確定了隔水管主管接頭的材料和性能。按照API Spec 16F規(guī)范要求進(jìn)行主管接頭與X80鋼級無縫管的焊接評定。
主管接頭與X80鋼級無縫管管體采用了鎢極氬弧焊打底,埋弧焊填充蓋面,保證了焊接強度。焊后焊縫熱處理采用電磁感應(yīng)加熱帶加熱,消除殘余應(yīng)力并細(xì)化晶粒。控制焊縫及熱影響區(qū)硬度不超過22 HRC,以滿足隔水管主管管體防H2S腐蝕要求[7-8]。焊縫熱處理后,對焊縫進(jìn)行了表面和內(nèi)部探傷,焊縫及熱影響區(qū)硬度檢測,保證焊接質(zhì)量,組焊、防腐、裝配完成的MR 6C型隔水管單根如圖4所示。

圖4 維修改造完成的MR 6C型隔水管單根
4 試驗驗證
更換管體后的MR 6C型隔水管單根應(yīng)滿足承載和API Spec 16F規(guī)范要求,需要對其高壓密封和互換性性能進(jìn)行試驗驗證[9-11]。
將維修改造的隔水管單根與其余的任意隔水管單根進(jìn)行連接,并采用試驗工裝封堵連接后的隔水管串兩端接頭。采用國家油氣鉆井裝備工程技術(shù)研究中心的400 MPa靜水壓試驗裝置向隔水管單根主管體、節(jié)流/壓井管線內(nèi)注水。維修改造的MR 6C型隔水管主管管體、節(jié)流/壓井管線分別進(jìn)行了1.5倍和額定工作壓力的靜水壓強度試驗和密封試驗。按照API Spec 16C規(guī)范要求,試驗時逐級升壓至試驗壓力,第1次穩(wěn)壓3 min,第2次穩(wěn)壓15 min。隔水管單根在穩(wěn)壓期內(nèi)無泄露,無異常響聲,無可見變形。在穩(wěn)壓期內(nèi)壓力變化小于試驗壓力的5%,表明維修改造后的MR 6C型隔水管滿足互換性和高壓密封要求。試驗后隔水管焊縫的無損檢測滿足API Spec 16F規(guī)范要求,表明采用的維修改造焊接工藝可靠。試驗結(jié)果表明,維修改造的隔水管單根的密封性能和互換性滿足應(yīng)用要求。
5 結(jié)論
1) 通過對MR 6C型隔水管主管接頭進(jìn)行檢測、評估與改造,重新利用了老舊MR 6C型隔水管的接頭,維修改造老舊隔水管單根,有利于降低海洋鉆井成本。
2) 這是首次對國外生產(chǎn)的鉆井隔水管進(jìn)行升級性改造。靜水壓試驗表明,維修改造的鉆井隔水管達(dá)到了應(yīng)用要求,滿足API Spec 16F規(guī)范要求。
3) 充分考慮隔水管主管接頭的壁厚、內(nèi)徑與X80鋼級無縫管的尺寸差異,優(yōu)化工藝,實現(xiàn)了異種壁厚的隔水管焊接。
4) 每年有大量隔水管需要維修,應(yīng)具體問題具體分析。還應(yīng)進(jìn)一步完善國內(nèi)隔水管檢測、維修標(biāo)準(zhǔn)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
